一种薄壁复杂深拉伸冲压件凸模的局部柔性结构的制作方法
本技术涉及的是一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,模具具有在局部提前拉伸冲压材料,避免深拉伸部位出现拉裂状况的功能,适合薄壁复杂深拉伸冲压件模具的局部结构,特别适合汽车消声包、半壳等壳体类冲压件模具的局部结构。
背景技术:
1、轿车对于零配件的要求非常高,例如轻量化要求使得消声包、半壳等壳体类零件具有较多加强筋,这样在采用较薄不锈钢材料时能满足刚度和强度要求,但这使得冲压模具结构复杂和提升冲压工艺,表面光洁度要求使得冲压材料的材料流动规律有较高要求,不能出现开裂、拉毛和局部变薄过大;具体到消声包、半壳等壳体类冲压件,其为深拉伸薄壁件,尺寸较大,在冲压过程中需要在冲材和上下模之间预先铺上塑料薄膜,然后深拉伸冲压出符合要求的产品,但这带来了每年塑料薄膜的用量非常惊人,增加了成本;在上下模上铺设塑料薄膜费工费力,降低了生产效率;深拉伸造成局部拉伸过大使得壁厚变薄,只能适当加厚冲材厚度;并且常常产生开裂、拉毛等缺陷,降低了产品的合格率;为降低产品的废品率和次品率,在易出现开裂、拉毛和局部变薄过大区域对模具进行局部优化,提出了本专利方案,即一种薄壁复杂深拉伸冲压件凸模的局部柔性结构。
技术实现思路
1、本实用新型目的是针对上述不足之处提供一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,具有在局部提前拉伸冲压材料,避免深拉伸部位出现拉裂状况的功能;具体结构是由凸模的局部窗口、深拉伸活动模具块、支撑块和弹簧部分组成。
2、为实现上述目的,本实用新型采用如下技术措施:
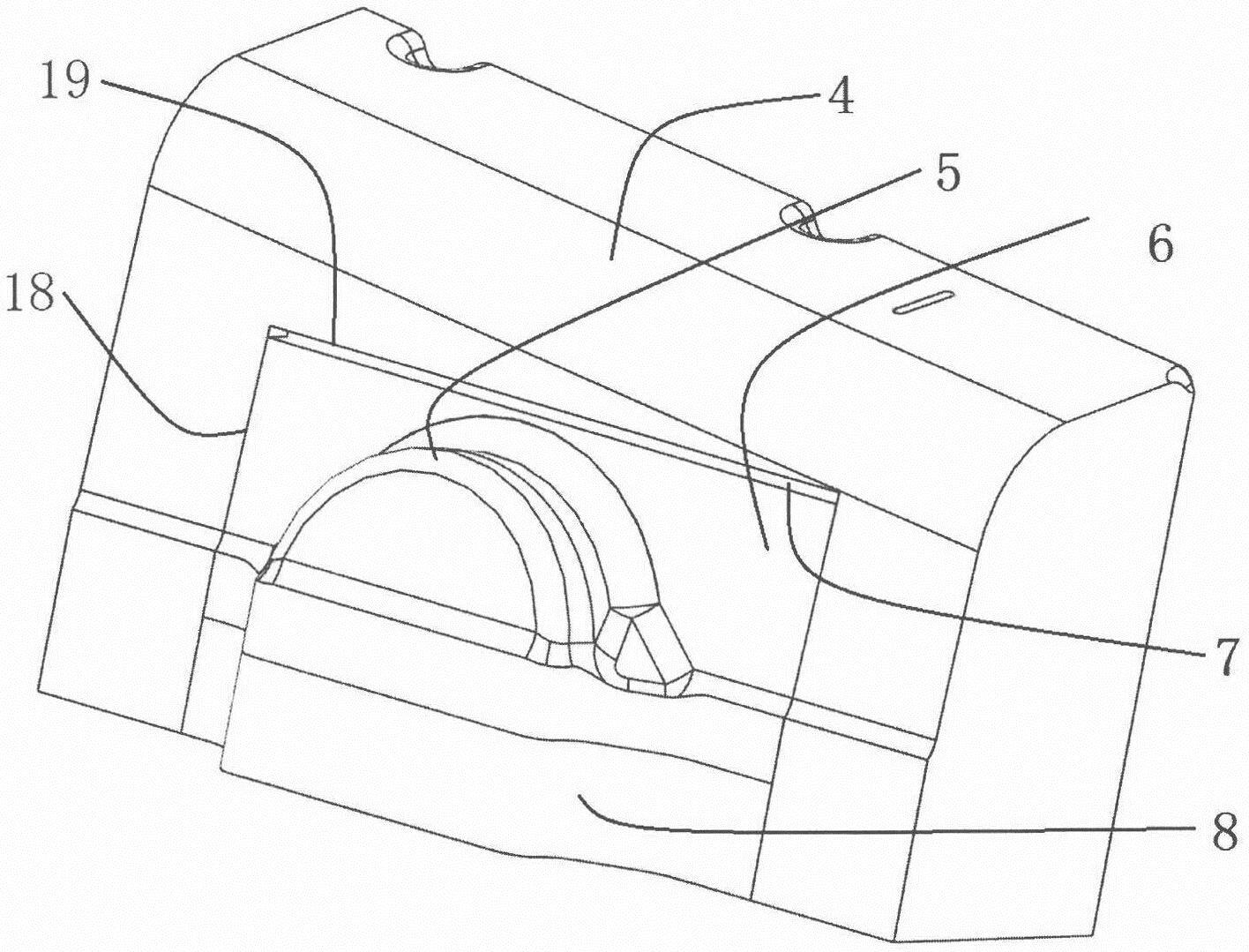
3、一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,其特征在于具有在局部设计了柔性机构,能稍提前拉伸冲压材料使得局部具有更多的冲材材料份额,避免深拉伸部位出现拉裂状况的功能;其特征在于结构由凸模的局部窗口、深拉伸活动模具块、支撑块和弹簧部分组成;冲材(1)由模具冲压成零件(2),所述零件(2)具有局部深拉伸结构(3),模具具有凸模(4),所述凸模(4)原具有一体深拉伸模具结构(5),所述一体深拉伸模具结构(5)在冲压时会引起所述局部深拉伸结构(3)部位出现开裂、拉毛和局部变薄过大,为此设计了局部柔性结构,所述凸模(4)具有局部窗口(18),所述局部窗口(18)安装有深拉伸活动模具块(6),所述深拉伸活动模具块(6)具有深拉伸模具结构(5),所述深拉伸活动模具块(6)两侧具有凸起导轨(9),所述局部窗口(18)具有导向凹槽(11),所述凸起导轨(9)配合安装在所述导向凹槽(11)中,所述深拉伸活动模具块(6)与所述局部窗口(18)的边之间具有间隙(7),所述局部窗口(18)的下部固定安装有支撑块(8),所述支撑块(8)的上端面为所述深拉伸活动模具块(6)的第一极限位置,所述局部窗口(18)的平面(19)为所述深拉伸活动模具块(6)的第二极限位置,所述深拉伸活动模具块(6)下端面开设有盲孔(10),所述盲孔(10)内安装有螺旋压缩弹簧(13),所述螺旋压缩弹簧(13)施加弹性力后将所述深拉伸活动模具块(6)上推消除所述间隙(7),在冲压时所述深拉伸活动模具块(6)能提前接触所述冲材(1)使得所述冲材(1)局部预先拉伸,在接触所述冲材(1)后所述深拉伸活动模具块(6)克服所述螺旋压缩弹簧(13)弹力后下行,直到所述深拉伸活动模具块(6)接触所述支撑块(8)的上端面,这是所述深拉伸活动模具块(6)的给予所述零件(2)正确形状的位置,所述深拉伸活动模具块(6)两侧具有凸起导轨(9)侧面具有润滑脂槽(12),所述润滑脂槽(12)的深度为0.5mm-3mm,所述润滑脂槽(12)的宽度为2mm-10mm,所述润滑脂槽(12)的形状为直槽、折线槽、曲线槽之一,这主要和所述凸起导轨(9)的尺寸和受力有关,不同的所述润滑脂槽(12)的形状对于所述凸起导轨(9)的润滑效果不一样,所述盲孔(10)内安装有所述螺旋压缩弹簧(13)和螺旋弹簧(15),所述螺旋压缩弹簧(13)和所述螺旋弹簧(15)的长度为相同和不同的两者之一,所述螺旋压缩弹簧(13)的端面1(14)和所述螺旋弹簧(15)的端面2(16)与所述支撑块(8)的上端面接触,所述螺旋压缩弹簧(13)和所述螺旋弹簧(15)的旋向相反,防止两个弹簧相互嵌入,所述间隙(7)的厚度范围为0.2mm-5mm,这与所述冲材(1)的材质、厚度和拉伸程度有关,所述间隙(7)中安装有缓冲弹性波纹片(17),这与所述螺旋压缩弹簧(13)和所述螺旋弹簧(15)的弹力有关,设置所述缓冲弹性波纹片(17)能延长局部模具寿命。
4、本实用新型一种薄壁复杂深拉伸冲压件凸模的局部柔性结构:
5、1.局部深拉伸结构能提前得到额外的材料量,提前少量改变了冲压件材料的区域分配,大幅避免了拉裂状况的出现;
6、2.间隙7的尺寸对于局部改进效果非常重要,这和材料、零件结构参数等均有关,甚至和车间温度也有关系,设计时要根据情况精确确定。
技术特征:
1.一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,具有在局部提前拉伸冲压材料,避免深拉伸部位出现拉裂状况的功能,其特征在于凸模(4)具有局部窗口(18),所述局部窗口(18)安装有深拉伸活动模具块(6),所述深拉伸活动模具块(6)具有深拉伸模具结构(5),所述深拉伸活动模具块(6)两侧具有凸起导轨(9),所述局部窗口(18)具有导向凹槽(11),所述凸起导轨(9)配合安装在所述导向凹槽(11)中,所述深拉伸活动模具块(6)与所述局部窗口(18)的边之间具有间隙(7),所述局部窗口(18)的下部固定安装有支撑块(8),所述支撑块(8)的上端面为所述深拉伸活动模具块(6)的第一极限位置,所述局部窗口(18)的平面(19)为所述深拉伸活动模具块(6)的第二极限位置,所述深拉伸活动模具块(6)下端面开设有盲孔(10),所述盲孔(10)内安装有螺旋压缩弹簧(13)。
2.根据权利要求1所述的一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,其特征在于所述深拉伸活动模具块(6)两侧具有凸起导轨(9)侧面具有润滑脂槽(12),所述润滑脂槽(12)的深度为0.5mm-3mm,所述润滑脂槽(12)的宽度为2mm-10mm,所述润滑脂槽(12)的形状为直槽、折线槽、曲线槽之一。
3.根据权利要求1所述的一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,其特征在于所述盲孔(10)内安装有所述螺旋压缩弹簧(13)和螺旋弹簧(15),所述螺旋压缩弹簧(13)和所述螺旋弹簧(15)的长度为相同和不同的两者之一,所述螺旋压缩弹簧(13)的端面1(14)和所述螺旋弹簧(15)的端面2(16)与所述支撑块(8)的上端面接触,所述螺旋压缩弹簧(13)和所述螺旋弹簧(15)的旋向相反。
4.根据权利要求1所述的一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,其特征在于所述间隙(7)的厚度范围为0.2mm-5mm。
5.根据权利要求1所述的一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,其特征在于所述间隙(7)中安装有缓冲弹性波纹片(17)。
技术总结
本技术涉及的是一种薄壁复杂深拉伸冲压件凸模的局部柔性结构,模具具有在局部提前拉伸冲压材料,避免深拉伸部位出现拉裂状况的功能;适合薄壁复杂深拉伸冲压件模具的局部结构,特别适合汽车消声包、半壳等壳体类冲压件模具的局部结构;具体结构是由凸模4的局部窗口18、深拉伸活动模具块6、支撑块8和弹簧13部分组成。
技术研发人员:谈正光,邹政耀
受保护的技术使用者:无锡鹏德汽车配件有限公司
技术研发日:20221212
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!