一种活塞加工用定位工装的制作方法
本技术属于活塞加工,具体涉及一种活塞加工用定位工装。
背景技术:
1、活塞是发动机的核心部件,活塞是承受缸内爆发压力时的主要受力配件,会直接影响发动机的使用寿命和安全性。
2、经检索,中国实用新型专利申请号为cn211489749u公开了一种活塞销孔加工用车床。包括床座,所述床座一侧上安装有平行设置的第一主轴箱和第二主轴箱,所述第一主轴箱内设置有高精密动静压主轴,所述高精密动静压主轴上安装有主轴头,所述主轴头上安装有镗刀杆;所述第二主轴箱内安装有机械主轴,所述机械主轴上安装有粗镗刀杆;所述床座另一侧上设置有滑鞍,所述滑鞍上设置有小拖板,所述小拖板上安装有活塞工装,所述活塞工装用于安装活塞。本实用新型通过以上设计,整体床座,整体刚性好,解决了大活塞销孔的难题。加工孔最大椭圆量2.2mm,最大形线量4mm,形线和椭圆的轮廓度偏差在≤0.003㎜,圆度偏差在≤0.002㎜,表面粗糙度≤ra0.4µm。完全达到了活塞异形孔尺寸精度要求。
3、但是活塞放置时,难以保证孔和主轴平行,上述现有技术通过旋转调整气缸开孔位置然后再液压推动的方式来对气缸定位,效率低,定位不准确,影响加工一致性。
技术实现思路
1、为解决现有技术中存在的上述问题,本实用新型提供了一种活塞加工用定位工装,具有便于活塞快速定位,提高加工效率的特点。
2、为实现上述目的,本实用新型提供如下技术方案:一种活塞加工用定位工装,包括活塞止口座,所述活塞止口座远离镗床连接一端内侧固定有固定座,所述固定座上设置有凸台,凸台上固定有定位轴,所述固定座的凸台上通过定位轴转动安装有支撑座,所述支撑座上安装有支撑块,所述支撑座、支撑块均为对称的两个,且两个所述支撑座之间还设置有对称的弹簧,所述支撑座与支撑块之间还设置有锁止组件,所述支撑座与支撑块之间设置有连接组。
3、作为本实用新型的一种活塞加工用定位工装优选技术方案,连接组包括固定在支撑座上表面的插块和开设在支撑块下端的插槽,所述支撑座与支撑块通过插块和插槽的插合连接,并通过锁止组件锁止。
4、作为本实用新型的一种活塞加工用定位工装优选技术方案,所述锁止组件包括开设在支撑座上端一侧的退位槽和转动在退位槽内部的锁止块,以及开设在支撑块下端一侧的锁止槽和固定在锁止块轴心的蜗轮,还包括转动在支撑座内部的蜗杆和固定在蜗杆一端的外接杆,所述外接杆另一端固定有拧轮。
5、作为本实用新型的一种活塞加工用定位工装优选技术方案,所述锁止块为偏心设置,且所述蜗杆与蜗轮啮合连接,且所述蜗轮、锁止块通过蜗杆与蜗轮的啮合移动在锁止槽和退位槽内部。
6、作为本实用新型的一种活塞加工用定位工装优选技术方案,所述支撑座与支撑块通过锁止块与锁止槽的对接锁止。
7、作为本实用新型的一种活塞加工用定位工装优选技术方案,所述支撑块上开设有用于活塞销孔加工的弧形槽。
8、与现有技术相比,本实用新型的有益效果是:首先本实用新型通过活塞内部卡口和支撑块之间的配合,当活塞夹装在活塞止口座的动作中即实现活塞销孔的自动定位,同时还能保证活塞销孔与镗床主轴平行,从而便于活塞销孔的精加工,以及活塞环的加工;其次还将支撑块设置成稳定的可更换结构,能根据活塞销孔直径和活塞内卡口的大小间距更换支撑块,以达到更强的适应性和实用性。
技术特征:
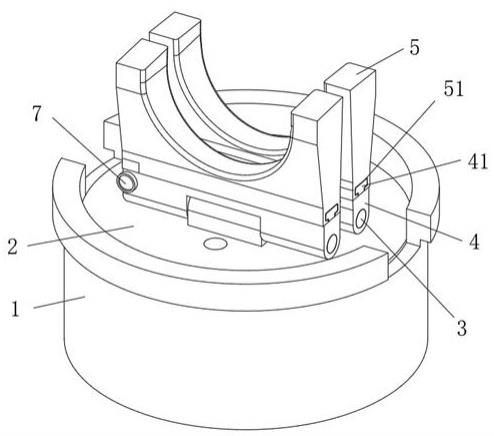
1.一种活塞加工用定位工装,其特征在于:包括活塞止口座(1),所述活塞止口座(1)远离镗床连接一端内侧固定有固定座(2),所述固定座(2)上设置有凸台,凸台上固定有定位轴(3),所述固定座(2)的凸台上通过定位轴(3)转动安装有支撑座(4),所述支撑座(4)上安装有支撑块(5),所述支撑座(4)、支撑块(5)均为对称的两个,且两个所述支撑座(4)之间还设置有对称的弹簧(6),所述支撑座(4)与支撑块(5)之间还设置有锁止组件(7),所述支撑座(4)与支撑块(5)之间设置有连接组。
2.根据权利要求1所述的一种活塞加工用定位工装,其特征在于:连接组包括固定在支撑座(4)上表面的插块(41)和开设在支撑块(5)下端的插槽(51),所述支撑座(4)与支撑块(5)通过插块(41)和插槽(51)的插合连接,并通过锁止组件(7)锁止。
3.根据权利要求1所述的一种活塞加工用定位工装,其特征在于:所述锁止组件(7)包括开设在支撑座(4)上端一侧的退位槽(71)和转动在退位槽(71)内部的锁止块(72),以及开设在支撑块(5)下端一侧的锁止槽(73)和固定在锁止块(72)轴心的蜗轮(74),还包括转动在支撑座(4)内部的蜗杆(75)和固定在蜗杆(75)一端的外接杆(76),所述外接杆(76)另一端固定有拧轮(77)。
4.根据权利要求3所述的一种活塞加工用定位工装,其特征在于:所述锁止块(72)为偏心设置,且所述蜗杆(75)与蜗轮(74)啮合连接,且所述蜗轮(74)、锁止块(72)通过蜗杆(75)与蜗轮(74)的啮合移动在锁止槽(73)和退位槽(71)内部。
5.根据权利要求3所述的一种活塞加工用定位工装,其特征在于:所述支撑座(4)与支撑块(5)通过锁止块(72)与锁止槽(73)的对接锁止。
6.根据权利要求1所述的一种活塞加工用定位工装,其特征在于:所述支撑块(5)上开设有用于活塞销孔加工的弧形槽。
技术总结
本技术属于活塞加工技术领域,尤其为一种活塞加工用定位工装,包括活塞止口座,所述活塞止口座远离镗床连接一端内侧固定有固定座,所述固定座上设置有凸台,凸台上固定有定位轴,所述固定座的凸台上通过定位轴转动安装有支撑座,所述支撑座上安装有支撑块,所述支撑座、支撑块均为对称的两个,首先本技术通过活塞内部卡口和支撑块之间的配合,当活塞夹装在活塞止口座的动作中即实现活塞销孔的自动定位,同时还能保证活塞销孔与镗床主轴平行,从而便于活塞销孔的精加工,以及活塞环的加工;其次还将支撑块设置成稳定的可更换结构,能根据活塞销孔直径和活塞内卡口的大小间距更换支撑块,以达到更强的适应性和实用性。
技术研发人员:夏志荣,马有宝,常国华
受保护的技术使用者:江苏牛牌精密机床有限公司
技术研发日:20221219
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!