一种电动车车架单机焊机器人工装夹具定位底架的制作方法
本技术涉及电动自行车,尤其涉及一种电动车车架单机焊机器人工装夹具定位底架。
背景技术:
1、随着消费者对电动车品质需求不断的提高,厂商对车架等铁件的质量要求也不断提高。特别是使用焊接加工方式的部件,同时需要质量好、产能高。目前机器人焊接已经非常普遍,但由于车型工装夹具不同,对换模的质量要求也更高。
2、而目前传统的工装夹具定位底架,由一个铁架组成,定位基准不全面,安装平面度难于保证。固定工装夹具一般由四个螺丝孔固定组成,模具安装换模精度不高。换模需要人工推动滑到叉车上,再叉出移模,导致操作装夹工时较长、劳动强度大、工作效率低,大体上有以下几点不足:
3、1.由于是一整体架子结构,模具安装叉车无法直接叉出,需要手工推移,再叉出,安全系数低,劳动强度大,影响产能;
4、2.工装原是对角螺丝孔,对角插销定位,无相关标准尺寸标准,四孔精度不高,安装插销定位,劳动强度大,不易插入定位,在工装夹具需要转180度安装时,无法安装;
5、3.由于工装夹具焊接保存有焊接参数程序,无基准孔定位,换模换款定位误差较大,无法直接调用原程序进行焊接,换款后需要重新编程焊接程序,再进行焊接,时间较长,影响产能;
6、4.由于一体架子结构,水平面精度低,工装安装时,出现不平稳现象,影响整体焊接精度。
7、故需要对上述问题做出改进。
技术实现思路
1、本实用新型针对现有技术中存在的叉车无法直接叉出、转180度无法安装、换模定位误差较大、水平面精度低等缺陷,提供了新的一种电动车车架单机焊机器人工装夹具定位底架。
2、为了解决上述技术问题,本实用新型通过以下技术方案实现:
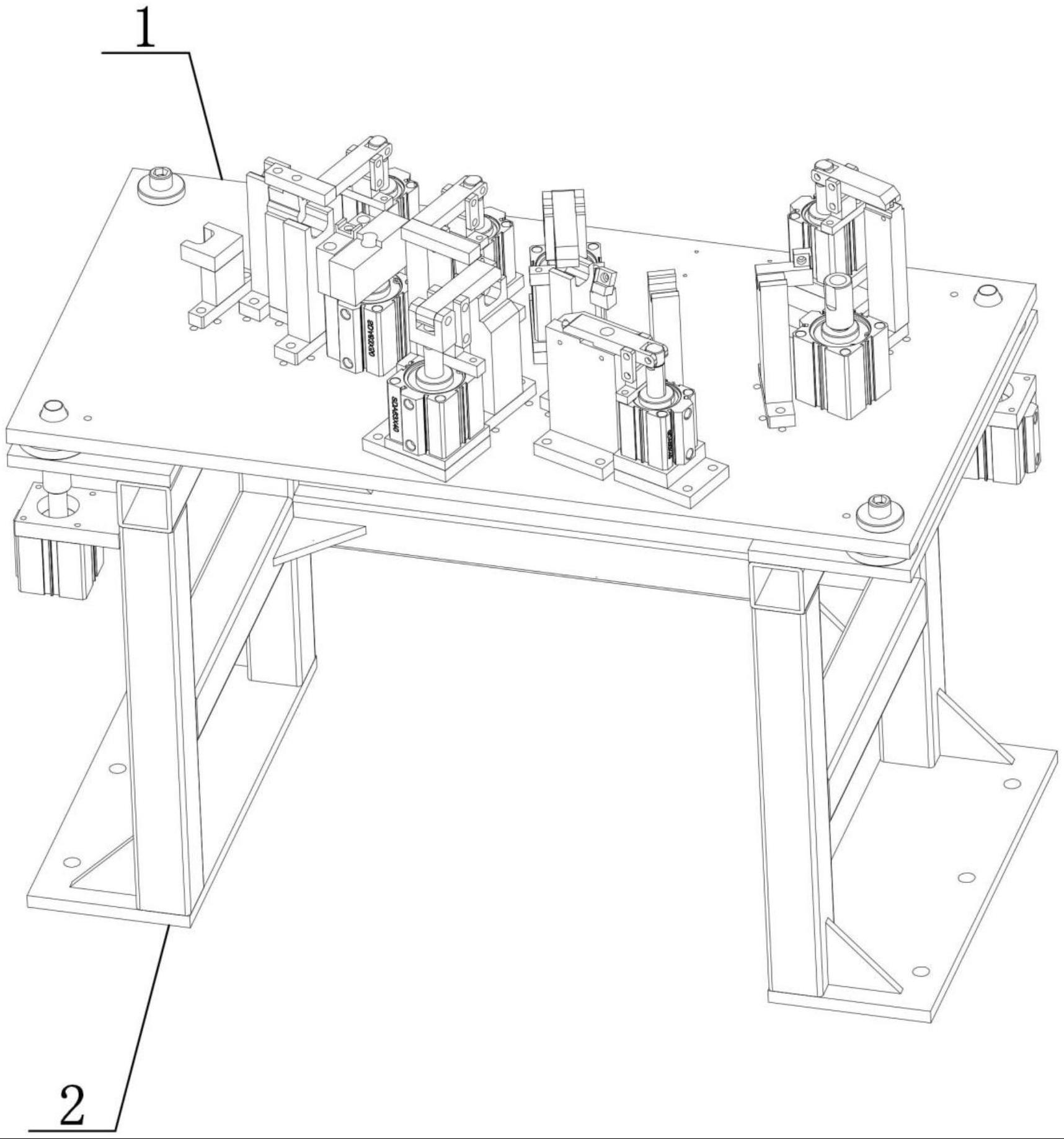
3、一种电动车车架单机焊机器人工装夹具定位底架,包括工装夹具部、定位底架部,所述定位底架部为c字形结构,所述定位底架部上设置有对角定位机构,所述对角定位机构将所述工装夹具部固定于所述定位底架部上,所述工装夹具部的四角都设置有安装孔,所述安装孔的孔径相同。
4、定位底架部为c字形结构,使叉车可以直接取放工装夹具部,提高了便捷性和安全性,从而提高产能。对角定位机构用于提高工装夹具部位置精度,从而使换模后能直接进行焊接,不需要重新编程调整,提高了便捷性和产能。对角定位机构与安装孔适配,在四角实现了四个基准平面定位,提高了工装夹具部的水平面精度。安装孔的孔径相同,使需要旋转工装夹具部时,不同角度下安装孔都可安装,提高了便捷性和使用体验。本实用新型通过上述设计,提高了便捷性、精度、安全性,从而提高了产能。
5、作为优选,上述所述的一种电动车车架单机焊机器人工装夹具定位底架,所述定位底架部包括底板、管材,所述管材连接形成c字形结构,所述底板固定于所述管材上,所述对角定位机构将所述工装夹具部固定于所述底板上。
6、底板用于安装对角定位机构。管材连接形成c字形结构,起到作为主体结构及支撑作用。c字形结构使叉车可以直接取放工装夹具部,提高了便捷性和安全性,从而提高产能。
7、作为优选,上述所述的一种电动车车架单机焊机器人工装夹具定位底架,所述管材上设置有加强筋。
8、加强筋起到提高结构强度的作用,提高了结构稳定性。
9、作为优选,上述所述的一种电动车车架单机焊机器人工装夹具定位底架,所述对角定位机构包括定位柱,所述定位柱固定于所述底板上,所述定位柱与所述安装孔适配。
10、定位柱用于定位工装夹具部,通过在工装夹具部四角形成四个圆形基准平面定位结构,提高了工装夹具部的水平面精度。
11、作为优选,上述所述的一种电动车车架单机焊机器人工装夹具定位底架,所述对角定位机构还包括2个定位杆,所述定位杆对角设置并贯穿所述定位柱,所述定位杆与所述安装孔适配。
12、定位杆通过顶出从而定位工装夹具部,提高了工装夹具部安装的便捷性,保证了换模精度,使焊接能直接进行,无需调整。
13、作为优选,上述所述的一种电动车车架单机焊机器人工装夹具定位底架,所述对角定位机构还包括气缸,所述气缸与所述定位杆连接。
14、气缸用于顶出定位杆,提高了工装夹具部安装的便捷性。
15、作为优选,上述所述的一种电动车车架单机焊机器人工装夹具定位底架,所述对角定位机构还包括定位板,所述定位板固定于所述管材上,所述气缸固定于所述定位板上。
16、定位板用于固定气缸,提高了对角定位机构的结构稳定性。
技术特征:
1.一种电动车车架单机焊机器人工装夹具定位底架,包括工装夹具部(1)、定位底架部(2),其特征在于:所述定位底架部(2)为c字形结构,所述定位底架部(2)上设置有对角定位机构(21),所述对角定位机构(21)将所述工装夹具部(1)固定于所述定位底架部(2)上,所述工装夹具部(1)的四角都设置有安装孔(11),所述安装孔(11)的孔径相同。
2.根据权利要求1所述的一种电动车车架单机焊机器人工装夹具定位底架,其特征在于:所述定位底架部(2)包括底板(22)、管材(23),所述管材(23)连接形成c字形结构,所述底板(22)固定于所述管材(23)上,所述对角定位机构(21)将所述工装夹具部(1)固定于所述底板(22)上。
3.根据权利要求2所述的一种电动车车架单机焊机器人工装夹具定位底架,其特征在于:所述管材(23)上设置有加强筋(24)。
4.根据权利要求2所述的一种电动车车架单机焊机器人工装夹具定位底架,其特征在于:所述对角定位机构(21)包括定位柱(25),所述定位柱(25)固定于所述底板(22)上,所述定位柱(25)与所述安装孔(11)适配。
5.根据权利要求4所述的一种电动车车架单机焊机器人工装夹具定位底架,其特征在于:所述对角定位机构(21)还包括2个定位杆(26),所述定位杆(26)对角设置并贯穿所述定位柱(25),所述定位杆(26)与所述安装孔(11)适配。
6.根据权利要求5所述的一种电动车车架单机焊机器人工装夹具定位底架,其特征在于:所述对角定位机构(21)还包括气缸(27),所述气缸(27)与所述定位杆(26)连接。
7.根据权利要求6所述的一种电动车车架单机焊机器人工装夹具定位底架,其特征在于:所述对角定位机构(21)还包括定位板(28),所述定位板(28)固定于所述管材(23)上,所述气缸(27)固定于所述定位板(28)上。
技术总结
本技术公开了一种电动车车架单机焊机器人工装夹具定位底架,包括工装夹具部、定位底架部,定位底架部为C字形结构,定位底架部上设置有对角定位机构,对角定位机构将工装夹具部固定于定位底架部上,工装夹具部的四角都设置有安装孔,安装孔的孔径相同。本技术通过上述设计,提高了便捷性、精度、安全性,从而提高了产能。
技术研发人员:杨正意,姚愉
受保护的技术使用者:浙江绿源电动车有限公司
技术研发日:20221219
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!