一种全自动按钮组装机的制作方法
本技术涉及一种全自动按钮组装机。
背景技术:
1、目前,boa按钮主要是用于鞋子等需要自动系鞋带,通过转动按钮实现鞋带的自动收纳,常用的boa按钮一般包括外盖、棘爪、定位柱、线轮以及轮身,在生产时需要将各个部件的依次组装后再出产。在进行组装时,一般是通过将外盖与棘爪组装好之后上料,然后在定位柱内装配好铁片进行上料,再将线轮与装好铁片的定位柱进行装配,然后将轮身压合至线轮上,最后再将装好棘爪的外盖压合在轮身上即可完成组装,但是现有的设备组装效率低。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的在于提供一种全自动按钮组装机,其可以实现定位柱、线轮、轮身以及外盖的全自动组装,提高组装效率。
2、本实用新型的目的采用以下技术方案实现:
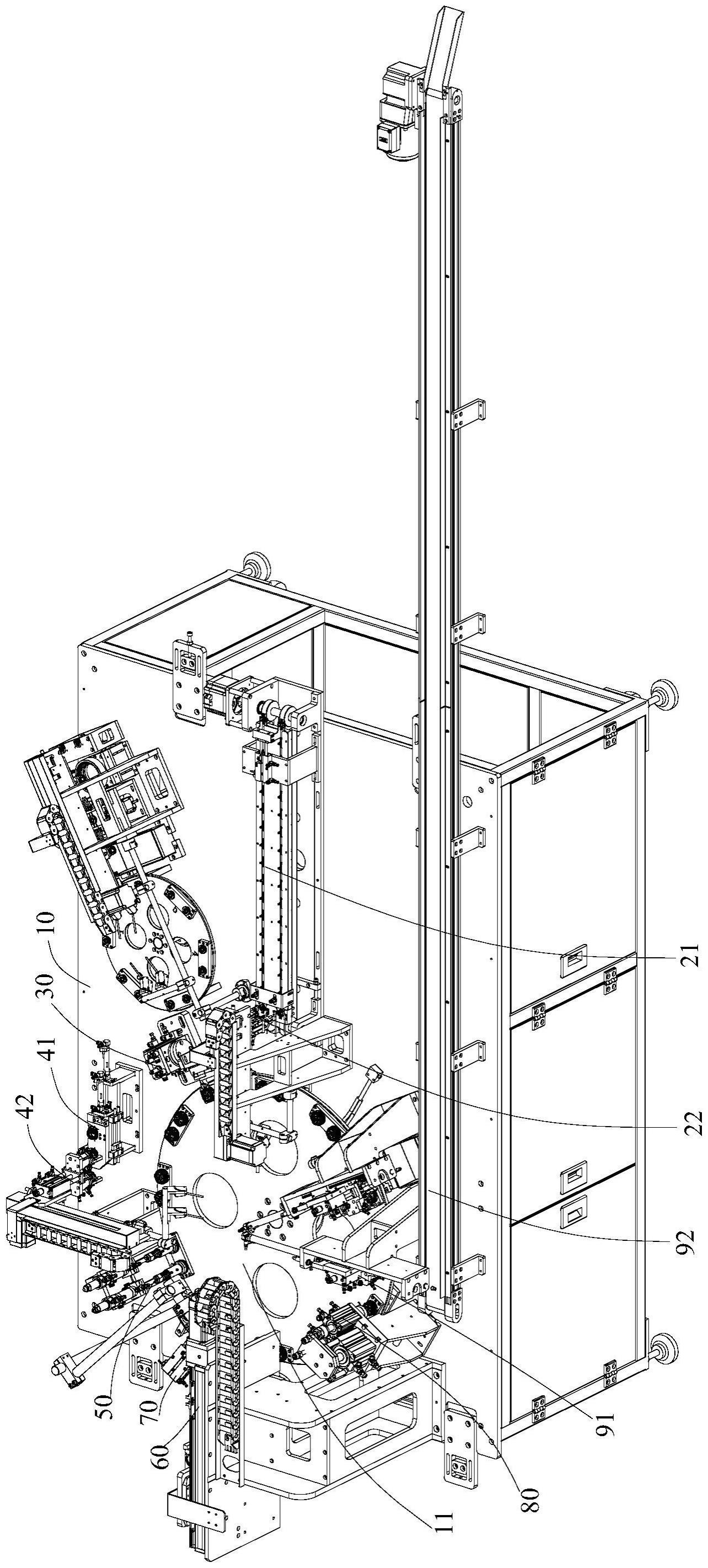
3、一种全自动按钮组装机,包括,
4、机体,所述机体上设有转盘以及转盘驱动件,所述转盘可转动的安装于所述机体上,所述转盘驱动件用于带动所述转盘转动;所述转盘上设有定位治具;
5、定位柱上料组件,包括定位柱夹取机构以及定位柱输送机构,所述定位柱输送机构的输送端面两侧均设有限位板,两个限位板之间间隔形成输送间隔;所述定位柱输送机构的末端与所述转盘衔接;所述定位柱夹取机构用于夹取所述定位柱转移至所述定位治具上;
6、线轮上料组件,用于转移线轮至所述定位治具上;
7、轮身上料组件,包括轮身夹取机构、轮身上料台以及轮身上料台驱动件,所述轮身上料台驱动件用于带动所述轮身上料台靠近或者远离所述轮身夹取机构运动;所述轮身夹取机构用于转移轮身上料台上的轮身并转移至所述定位治具上;
8、第一压合组件,用于压合轮身、线轮以及定位柱并形成半成品;
9、外盖上料组件,用于转移外盖至所述定位治具的半成品上;
10、第二压合组件,用于压合所述外盖至所述半成品并形成产品;
11、所述定位柱组件、线轮上料组件、轮身上料组件、第一压合组件、外盖上料组件以及第二压合组件在所述转盘的转动轨迹上依次间隔分布。
12、进一步地,所述第一压合组件包括第一压合架、第一压头、第一压头驱动件,所述第一压合架固接于所述机体上,所述第一压头与所述第一压头驱动件均安装于所述第一压合架上;所述第一压头驱动件用于带动所述第一压头上下运动;所述第一压头与所述第一压合架之间连接有弹性部件。
13、进一步地,所述第二压合组件包括第二压合架、第二压头、第二压头驱动件,所述第二压头架固接于所述机体上,所述第二压头与所述第二压头驱动件均安装于所述第二压合架上;所述第二压头驱动件用于带动所述第二压头上下运动。
14、进一步地,所述机体上还设有注油组件,所述注油组件设于第一压合组件与所述外盖上料组件之间,所述注油组件用于注油至所述线轮内。
15、进一步地,所述注油组件包括注油架、注油管以及注油管驱动件,所述注油架安装于所述机体上;所述注油管安装于所述注油架上,所述注油管驱动件用于带动所述注油管靠近或者远离所述转盘。
16、进一步地,所述线轮上料组件包括翻转架、第一夹爪、第一夹爪翻转驱动件,所述翻转架安装于机体上,所述第一夹爪可转动的安装于所述翻转架上,所述第一夹爪翻转驱动件用于带动所述第一夹爪靠近或者远离所述转盘转动。
17、进一步地,所述定位柱夹取机构包括第一电动滑台、第一气缸以及第二夹爪,所述第一电动滑台安装于所述机体上并位于所述定位柱输送机构的末端;所述第一电动滑台用于带动所述第二夹爪在转盘与定位柱输送机构的末端之间运动;所述第一气缸的缸体安装于所述第一电动滑台的滑台上,所述第二夹爪与所述第一气缸的活塞杆连接,所述第一气缸的活塞杆用于带动所述第二夹爪上下运动。
18、进一步地,所述轮身夹取机构包括第二电动滑台、第二气缸以及第三夹爪,所述第二电动滑台安装于所述机体上并位于所述轮身上料台的上方;所述第二电动滑台用于带动所述第三夹爪在转盘与轮身上料台之间运动;所述第二气缸的缸体安装于所述第二电动滑台的滑台上,所述第三夹爪与所述第二气缸的活塞杆连接,所述第二气缸的活塞杆用于带动所述第三夹爪上下运动。
19、进一步地,所述外盖上料组件包括第三电动滑台、第三气缸以及第四夹爪,所述第三电动滑台安装于所述机体上;所述第三电动滑台用于带动所述第四夹爪靠近或者远离所述转盘运动;所述第三气缸的缸体安装于所述第三电动滑台的滑台上,所述第四夹爪与所述第三气缸的活塞杆连接,所述第三气缸的活塞杆用于带动所述第四夹爪上下运动;所述第四夹爪外包覆橡胶层。
20、进一步地,所述机体上设有下料组件,所述下料组件设于第二压合组件远离外盖上料组件的一侧,所述下料组件包括下料夹取机构以及下料输送机构,所述下料夹取机构用于夹取所述定位治具上的成品转移至所述下料输送机构上。
21、相比现有技术,本实用新型的有益效果在于:其在进行组装时,可以通过定位柱上料组件将定位柱转移至转盘的定位治具上,然后转盘转动,带动转盘上的定位柱转动至线轮上料组件处,线轮上料组件将线轮转移至转盘的定位柱上,然后转盘继续转动至轮身上料组件处,轮身上料组件转移至转盘的线轮上,转盘继续转动至第一压合组件可以将轮身、线轮以及定位柱压合形成半成品。转盘继续转动,带动半成品转移至外盖上料组件,外盖上料组件转移外盖至半成品后,转盘继续转动至第二压合组件,将外盖与半成品压合形成成品,自动化程度高,提高装配效率。
技术特征:
1.一种全自动按钮组装机,其特征在于,包括,
2.如权利要求1所述的全自动按钮组装机,其特征在于,所述第一压合组件包括第一压合架、第一压头、第一压头驱动件,所述第一压合架固接于所述机体上,所述第一压头与所述第一压头驱动件均安装于所述第一压合架上;所述第一压头驱动件用于带动所述第一压头上下运动;所述第一压头与所述第一压合架之间连接有弹性部件。
3.如权利要求1所述的全自动按钮组装机,其特征在于,所述第二压合组件包括第二压合架、第二压头、第二压头驱动件,所述第二压头架固接于所述机体上,所述第二压头与所述第二压头驱动件均安装于所述第二压合架上;所述第二压头驱动件用于带动所述第二压头上下运动。
4.如权利要求1所述的全自动按钮组装机,其特征在于,所述机体上还设有注油组件,所述注油组件设于第一压合组件与所述外盖上料组件之间,所述注油组件用于注油至所述线轮内。
5.如权利要求4所述的全自动按钮组装机,其特征在于,所述注油组件包括注油架、注油管以及注油管驱动件,所述注油架安装于所述机体上;所述注油管安装于所述注油架上,所述注油管驱动件用于带动所述注油管靠近或者远离所述转盘。
6.如权利要求1所述的全自动按钮组装机,其特征在于,所述线轮上料组件包括翻转架、第一夹爪、第一夹爪翻转驱动件,所述翻转架安装于机体上,所述第一夹爪可转动的安装于所述翻转架上,所述第一夹爪翻转驱动件用于带动所述第一夹爪靠近或者远离所述转盘转动。
7.如权利要求1所述的全自动按钮组装机,其特征在于,所述定位柱夹取机构包括第一电动滑台、第一气缸以及第二夹爪,所述第一电动滑台安装于所述机体上并位于所述定位柱输送机构的末端;所述第一电动滑台用于带动所述第二夹爪在转盘与定位柱输送机构的末端之间运动;所述第一气缸的缸体安装于所述第一电动滑台的滑台上,所述第二夹爪与所述第一气缸的活塞杆连接,所述第一气缸的活塞杆用于带动所述第二夹爪上下运动。
8.如权利要求1所述的全自动按钮组装机,其特征在于,所述轮身夹取机构包括第二电动滑台、第二气缸以及第三夹爪,所述第二电动滑台安装于所述机体上并位于所述轮身上料台的上方;所述第二电动滑台用于带动所述第三夹爪在转盘与轮身上料台之间运动;所述第二气缸的缸体安装于所述第二电动滑台的滑台上,所述第三夹爪与所述第二气缸的活塞杆连接,所述第二气缸的活塞杆用于带动所述第三夹爪上下运动。
9.如权利要求1所述的全自动按钮组装机,其特征在于,所述外盖上料组件包括第三电动滑台、第三气缸以及第四夹爪,所述第三电动滑台安装于所述机体上;所述第三电动滑台用于带动所述第四夹爪靠近或者远离所述转盘运动;所述第三气缸的缸体安装于所述第三电动滑台的滑台上,所述第四夹爪与所述第三气缸的活塞杆连接,所述第三气缸的活塞杆用于带动所述第四夹爪上下运动;所述第四夹爪外包覆橡胶层。
10.如权利要求1-9任一项所述的全自动按钮组装机,其特征在于,所述机体上设有下料组件,所述下料组件设于第二压合组件远离外盖上料组件的一侧,所述下料组件包括下料夹取机构以及下料输送机构,所述下料夹取机构用于夹取所述定位治具上的成品转移至所述下料输送机构上。
技术总结
本技术公开了一种全自动按钮组装机,包括机体,机体上设有转盘以及转盘驱动件;转盘上设有定位治具;定位柱上料组件,包括定位柱夹取机构以及定位柱输送机构,定位柱输送机构的输送端面两侧均设有限位板;定位柱夹取机构用于夹取定位柱转移至定位治具上;线轮上料组件,用于转移线轮至定位治具上;轮身上料组件,包括轮身夹取机构、轮身上料台以及轮身上料台驱动件,轮身上料台驱动件用于带动轮身上料台靠近或者远离轮身夹取机构运动;轮身夹取机构用于转移轮身上料台上的轮身并转移至定位治具上;第一压合组件;外盖上料组件;第二压合组件。本技术可以实现定位柱、线轮、轮身以及外盖的全自动组装,提高组装效率。
技术研发人员:傅军,康敏敏,陈正超
受保护的技术使用者:江西宇瀚智慧装备科技有限公司
技术研发日:20221219
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!