一种钢板压型用的压制模具的制作方法
本技术涉及冲压成型相关,尤其是指一种钢板压型用的压制模具。
背景技术:
1、压型模具作为机械零部件制作的重要装置,需要根据不同的零部件结构来设计不同样式的模具,一般模具包含有上模和下模,通过下模的压型腔与上模的凸模相互配合使板材变成需要的零件。在进行深冲压时,由于压型的深度较深,在压制成型后出料比较困难,往往在出料时会使成型后的零件变形,使得压型质量较差。
2、中国专利授权公告号:cn 211757976 u,授权公告日 2020.10.27,公开了一种压型模具,包括下模结构和上模结构,所述下模结构的下模主体朝向上模结构的端面开设有凹型的模腔,所述上模结构的上模主体朝向下模结构的端面与模腔相对应的位置处设置有上凸模,所述模腔的内侧沿长度方向相对设置有下模芯,该压型模具还包括调整机构,用于调整下模芯之间的宽度。该方案设计通过改变模腔的有有效宽度来提高应用范围,但是对于出料困难的问题没有涉及。
3、因此需要设计一种钢板压型用的压制模具,来解决出料困难,成型质量差的问题。
技术实现思路
1、本实用新型为了克服现有技术中出料困难,容易卡料的不足,提供了一种可压型质量好,出料方便的钢板压型用的压制模具。
2、为了实现上述目的,本实用新型采用以下技术方案:
3、一种钢板压型用的压制模具,包括凸模和凹模,所述凸模设置有压型块,所述凹模设置有型腔,所述压型块与型腔相对应,所述型腔底部的拐角处设置有可伸缩的顶出镶块,所述顶出镶块侧壁设置有若干喷气孔,所述喷气孔外接喷气泵。
4、压制模具由凸模和凹模构成,其中在凸模上设置有压型块,在凹模上设置有型腔,压型块和型腔对应,压型块下移进入型腔可对放置在型腔口的钢板进行压制成型。在型腔底部的拐角处设置有顶出镶块,顶出镶块可进行伸缩动作。在完成压型后,顶出镶块向外伸缩,对压制成型的零部件的提供一个斜向上的力,方便压制成型的零件与型腔脱离,方便出料。同时,在顶出镶块的侧壁设置有若干个喷气孔,喷气孔外接喷气泵,其中喷气泵在顶出镶块向外顶出出料时向喷气孔喷气,使得压制成型后的钢板在喷气的作用下与型腔脱离,方便出料。
5、作为优选,所述型腔底部的拐角处设置有滑动槽,所述顶出镶块与滑动槽滑动连接,所述滑动槽底面设置有顶出气缸,所述顶出气缸与顶出镶块连接。滑动槽提供顶出镶块的安装位置,顶出镶块可沿滑动槽进行滑动,滑动槽的底面设置有顶出气缸,顶出气缸在完成压制成型后出料时,将顶出镶块从滑动槽内顶出,将成型后的钢板从型腔内顶出,完成出料,该种出料方式可实现方便出料。
6、作为优选,所述滑动槽两侧侧壁的中部设置有限位卡块,所述限位卡块与顶出镶块相对应。限位卡块可提供顶出镶块的限位位置,在压型时,顶出镶块的底面与限位卡块连接保证顶出镶块与型腔底部拐角处的面平整,同时限位块还可防止在压型时顶出镶块被压入到滑动槽内,保证压型质量。
7、作为优选,所述凸模设置有导柱,所述导柱的底面连接有红外感应接收器,所述凹模侧壁顶面设置有导槽,所述导槽的底面设置有红外感应发生器,所述红外感应发生器与红外感应接收器相对应,所述红外感应发生器电连接有控制器,所述控制器与顶出气缸电连接。凸模上设置导柱,导柱的底面连接一个红外感应接收器,在凹模上设置一个导槽,导槽内安装一个红外感应发生器,红外感应发生器与红外感应接收器相对应,红外感应发生器连接一个控制器,控制器可控制红外感应发生器发出信号,在进行压型时,随着红外感应接收器与红外感应发生器间距的变化,传输给控制器信号,在完成压型时,红外感应接收器和红外感应发生器到达一个固定位置,此时控制器发出信号给顶出气缸,使顶出气缸充气支撑住顶出镶块,防止压型过程中将顶出镶块压入到滑动槽内,保证成型质量和方便后续出料。
8、作为优选,所述顶出镶块的外顶面设置有成型面,所述成型面与型腔的表面相匹配。顶出镶块的外顶面的成型免于型腔的内表面平齐,保证顶出镶块在压型时,保证压型的成型面的质量,在后续顶出出料时,不会破坏钢板的成型面,保证压型的质量。
9、作为优选,所述型腔的底面设置有让位孔,所述让位孔套接有出料顶杆,所述出料顶杆外接有出料气缸。让位孔套接的出料顶杆,提供从底部顶出的力,保证出料方便。
10、本实用新型的有益效果是:在型腔底部的拐角处设置有顶出镶块,顶出镶块向外顶出,配合型腔底部设置的出料顶杆,使得出料方便;在顶出镶块的侧壁设置的喷气孔,可在顶出出料时,向钢板压型后的零件与型腔之间喷出气体,使得零件与型腔分离,方便出料;在压型时,导柱和导槽内分别设置的红外感应接收器和红外感应发生器,外接的控制器根据红外感应接收器和红外感应发生器的信号反馈,向顶出气缸发出信号,进行气缸充气,避免顶出镶块被压入滑动槽,同时,可向顶出气缸发出信号,将顶出镶块顶出,方便出料。
技术特征:
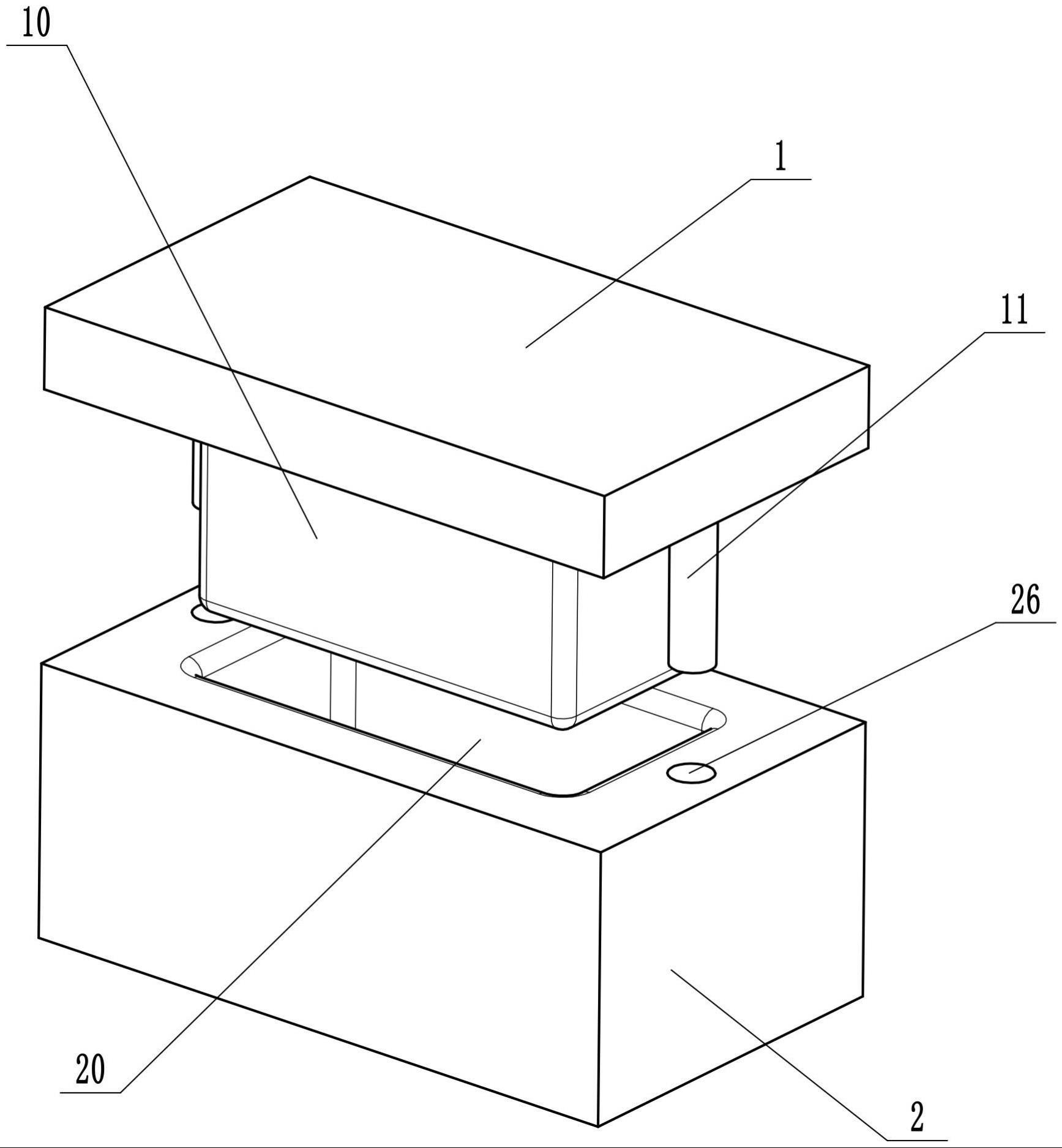
1.一种钢板压型用的压制模具,包括凸模(1)和凹模(2),其特征是,所述凸模(1)设置有压型块(10),所述凹模(2)设置有型腔(20),所述压型块(10)与型腔(20)相对应,所述型腔(20)底部的拐角处设置有可伸缩的顶出镶块(21),所述顶出镶块(21)侧壁设置有若干喷气孔(22),所述喷气孔(22)外接喷气泵。
2.根据权利要求1所述的一种钢板压型用的压制模具,其特征是,所述型腔(20)底部的拐角处设置有滑动槽(23),所述顶出镶块(21)与滑动槽(23)滑动连接,所述滑动槽(23)底面设置有顶出气缸(24),所述顶出气缸(24)与顶出镶块(21)连接。
3.根据权利要求2所述的一种钢板压型用的压制模具,其特征是,所述滑动槽(23)两侧侧壁的中部设置有限位卡块(25),所述限位卡块(25)与顶出镶块(21)相对应。
4.根据权利要求2所述的一种钢板压型用的压制模具,其特征是,所述凸模(1) 设置有导柱(11),所述导柱(11)的底面连接有红外感应接收器(12),所述凹模(2)侧壁顶面设置有导槽(26),所述导槽(26)的底面设置有红外感应发生器(27),所述红外感应发生器(27)与红外感应接收器(12)相对应,所述红外感应发生器(27)电连接有控制器(28),所述控制器(28)与顶出气缸(24)电连接。
5.根据权利要求1所述的一种钢板压型用的压制模具,其特征是,所述顶出镶块(21)的外顶面设置有成型面(210),所述成型面(210)与型腔(20)的表面相匹配。
6.根据权利要求1所述的一种钢板压型用的压制模具,其特征是,所述型腔(20)的底面设置有让位孔(200),所述让位孔(200)套接有出料顶杆(201),所述出料顶杆(201)外接有出料气缸。
技术总结
本技术公开了一种钢板压型用的压制模具,旨在提供了一种可压型质量好,出料方便的钢板压型用的压制模具。包括凸模和凹模,所述凸模设置有压型块,所述凹模设置有型腔,所述压型块与型腔相对应,所述型腔底部的拐角处设置有可伸缩的顶出镶块,所述顶出镶块侧壁设置有若干喷气孔,所述喷气孔外接喷气泵。本技术的有益效果是:型腔底部的拐角处设置有顶出镶块,顶出镶块向外顶出,配合型腔底部设置的出料顶杆,使得出料方便;在顶出镶块的侧壁设置的喷气孔,可在顶出出料时,向钢板压型后的零件与型腔之间喷出气体,使得零件与型腔分离,方便出料。
技术研发人员:孙东明
受保护的技术使用者:杭州康鹏机械制造有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!