一种用于深孔加工的刀杆结构及刀具的制作方法
本技术涉及机械刀具,特别是涉及一种用于深孔加工的刀杆结构及刀具。
背景技术:
1、目前,在机械加工的领域中,深孔加工通常需要用到特制的刀具进行深孔加工。然而,传统的深孔加工过程中,并没有标准的加工刀具,基本上是通过非标设计的特制刀杆进行加工。这类刀杆也称一级刀杆,然后在一级刀杆上焊接或夹装上刀身以组成完整的刀具进行深孔加工。这样的组合刀具虽然能够解决刀杆长度不够、刚度不够等问题,但是在深孔加工的过程中,需要用到冷却液辅助刀尖配合使用以起到润滑冷却的作用,传统技术采用的是喷射冷却的方式,容易出现冷却液喷射不均匀而造成刀具产生钝口或崩裂的风险,使用寿命短,且不安全可靠。
技术实现思路
1、基于此,本实用新型的目的在于克服现有技术的不足,提供一种用于深孔加工的刀杆结构,在刀杆主体上开设冷却液流槽,使得冷却液能够沿着冷却液流槽流到刀尖上,从而对刀尖起到冷却润滑的保护作用。
2、为了实现上述目的,本实用新型采用的技术方案为:
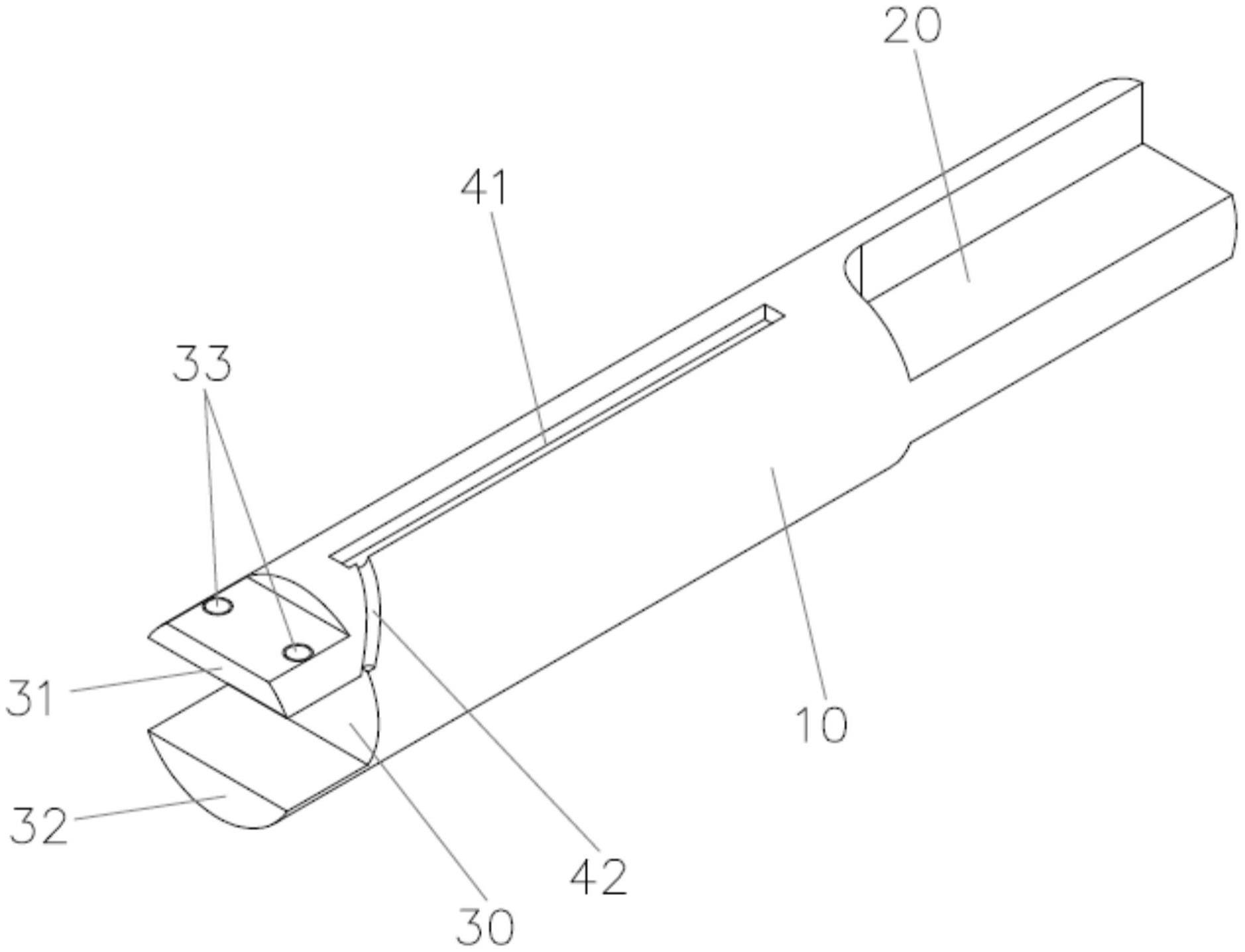
3、一种用于深孔加工的刀杆结构,包括刀杆主体;所述刀杆主体的一端设有刀杆装配部,所述刀杆装配部用于装夹在机床刀架上;所述刀杆主体的另一端设有刀尖装夹槽,所述刀尖装夹槽用于装夹刀尖;所述刀杆主体的侧壁岩该刀杆主体的长度方向开设有冷却液流槽,所述冷却液流槽的一端与所述刀尖装夹槽连通设置。
4、作为一种实施方式,所述冷却液流槽包括直流槽和弧形槽,所述直流槽沿所述刀杆主体的长度方向设置,所述弧形槽的一端与所述直流槽连通设置,所述弧形槽的另一端与所述刀尖装夹槽连通设置;所述直流槽远离所述弧形槽的一端设有冷却液入口。
5、作为一种实施方式,所述刀杆主体的一端面分别岩其长度方向延伸设有第一夹板和第二夹板,所述第一夹板与第二夹板间隔设置,且所述第一夹板与所述第二夹板之间形成所述刀尖装夹槽。
6、作为一种实施方式,所述第一夹板的侧壁开设有若干螺钉孔,所述若干螺钉孔用于与刀尖装配固定。
7、作为一种实施方式,所述第一夹板的侧壁开有两个螺钉孔,所述两个螺钉孔间隔设置。
8、作为一种实施方式,所述第一夹板、第二夹板与所述刀杆主体为一体成型结构。
9、作为一种实施方式,所述刀杆装配部的横截面为t型结构。
10、与传统技术相比,本实用新型的有益效果是:
11、本实用新型通过在刀杆主体的一端设置刀杆装配部,以方便刀杆主体装夹在机床刀架上;在刀杆主体的另一端设置刀尖装夹槽,以方便刀杆主体装夹不同种类的刀尖进行使用,并且本实用新型的刀杆装配部、刀杆主体及刀尖装夹槽为一体成型的结构,从而保证了刀杆结构的整体强度。另外,本实用新型通过在刀杆主体的侧壁开设冷却液流槽,使得冷却液能够沿着冷却液流槽流到刀尖装夹槽,从而对刀尖装夹槽中装夹的刀尖起到冷却润滑的保护作用,提高了刀杆结构的使用安全性及使用寿命。
12、另外,本实用新型还提供一种刀具,其包括如上任一实施例所述的用于深孔加工的刀杆结构,还包括刀尖,所述刀尖可拆卸地装夹于所述刀杆主体的刀尖装夹槽中。
13、为了更好地理解和实施,下面结合附图详细说明本实用新型。
技术特征:
1.一种用于深孔加工的刀杆结构,其特征在于:
2.根据权利要求1所述的用于深孔加工的刀杆结构,其特征在于:
3.根据权利要求2所述的用于深孔加工的刀杆结构,其特征在于:
4.根据权利要求3所述的用于深孔加工的刀杆结构,其特征在于:
5.根据权利要求4所述的用于深孔加工的刀杆结构,其特征在于:
6.根据权利要求3所述的用于深孔加工的刀杆结构,其特征在于:
7.根据权利要求1所述的用于深孔加工的刀杆结构,其特征在于:
8.一种刀具,其特征在于:
技术总结
本技术涉及一种用于深孔加工的刀杆结构及刀具,所述刀杆结构包括刀杆主体;所述刀杆主体的一端设有刀杆装配部,所述刀杆装配部用于装夹在机床刀架上;所述刀杆主体的另一端设有刀尖装夹槽,所述刀尖装夹槽用于装夹刀尖;所述刀杆主体的侧壁岩该刀杆主体的长度方向开设有冷却液流槽,所述冷却液流槽的一端与所述刀尖装夹槽连通设置。本技术通过在刀杆主体上开设冷却液流槽,使得冷却液能够沿着冷却液流槽流到刀尖上,从而对刀尖起到冷却润滑的保护作用。
技术研发人员:王东华,伍锐彬
受保护的技术使用者:广东海亮铜业有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!