一种用于自动化焊接的夹装装置的制作方法
本申请涉及工装夹具的,尤其是涉及一种用于自动化焊接的夹装装置。
背景技术:
1、随着自动焊接生产行业的快速发展,使自动化焊接机械手在汽车配件生产车间广泛应用,在对工件进行焊接时,需要将工件夹装固定在工作台上,才能保证自动化焊接机械手的焊接准确性。
2、目前,相关的焊接机械手的夹装装置例如授权公告号为cn208787845u的中国专利“一种焊装夹具正面自动装夹装置”,其公开一种焊装夹具正面自动装夹装置。包括底座、工件放置台、气缸、活动铰接块和压头,所述底座上表面前后两端分别设置有连接块,两连接块上螺钉固定搭设有气缸固定座,该气缸固定座上均匀固定有气缸,该气缸的活动端通过活动铰接块与压头相连,所述底座一侧与工件放置台连接并与压头对应。
3、在焊接汽车配件的过程中,通常需要将不同形状、不同大小的配件进行焊接,相关的夹装装置对大小差异较大的工件进行夹装的效果不佳,影响焊接机械手的焊接效果。
技术实现思路
1、为了方便对大小差异较大的两种工件进行夹装,保证焊接机械手的焊接效果,本申请提供一种用于自动化焊接的夹装装置。
2、本申请提供的一种用于自动化焊接的夹装装置采用如下的技术方案:
3、一种用于自动化焊接的夹装装置,包括将第一焊接件和第二焊接件同时进行夹持的夹持机构,所述夹持机构包括用于支撑第一焊接件的支撑底座,所述第二焊接件位于第一焊接件的指定焊接处,所述支撑底座的一侧铰接有夹持臂,所述夹持臂上固定有抵紧块,所述夹持机构还包括驱动夹持臂朝靠近支撑底座的方向转动的驱动组件,所述抵紧块将第二焊接件抵紧在第一焊接件的表面。
4、通过采用上述技术方案,当需要对第一焊接件和第二焊接件进行焊接时,先将第一焊接件水平放置在支撑底座上,然后将第二焊接件放置在第一焊接件的指定焊接处,驱动组件驱动夹持臂转动,使夹持臂上的抵紧块抵紧在第二焊接件的上表面,在夹持臂的夹持作用下,第一焊接件和第二焊接件被夹紧固定,方便后续对焊接机械手对两者进行焊接,从而保证焊接效果。
5、可选的,所述驱动组件包括驱动气缸和转动块,所述驱动气缸固定在支撑底座靠近夹持臂一侧的侧壁,所述转动块铰接在夹持臂上,所述驱动气缸的输出端与转动块固定连接,所述夹持臂与转动块的铰接轴线平行于夹持臂与支撑底座的铰接轴线。
6、通过采用上述技术方案,驱动气缸与夹持臂之间通过转动块连接,驱动气缸的输出端伸出时,夹持臂朝靠近支撑底座的方向转动,驱动气缸的输出端收回时,夹持臂朝远离支撑底座的方向转动,方便第一焊接件的安装和拆卸。
7、可选的,所述夹持机构还包括方便夹紧第一焊接件的支撑块,所述支撑块固定安装在支撑底座上表面的,所述支撑块与抵紧块相互靠近时,所述第一焊接件被夹紧在支撑块和抵紧块之间。
8、通过采用上述技术方案,通过支撑块与抵紧块的夹持作用,第一焊接件被固定在支撑底座上,使第一焊接件的位置固定,方便后续的焊接工作。
9、可选的,所述支撑底座与夹持臂之间还设有减少夹持臂与支撑底座夹紧时出现偏移的定位组件,所述定位组件包括固定在支撑底座上的定位块,所述定位块上带有自定位块的中心处向远离中心处逐渐倾斜向下的斜面,所述定位组件还包括固定在夹持臂上的安装块,所述安装块靠近定位块的一侧开设有定位槽,所述定位槽带有与定位块相匹配的槽面,所述定位块与定位槽相嵌合。
10、通过采用上述技术方案,定位组件保证夹持臂与支撑底座相互夹紧时,夹持臂能够正好处于支撑底座的正上方,减少夹持臂转动至支撑底座上出现偏移的情况,定位块与定位槽相嵌合时,能够保证夹持臂对第一焊接件和第二焊接件准确的夹紧固定。
11、可选的,所述定位块上还带有水平的平面,所述平面位于定位块的中心处,且所述平面与斜面的长度相同。
12、通过采用上述技术方案,在保证定位块与定位槽的相互配合减少夹持臂在转动至支撑底座的上方的过程中出现偏移的情况下,定位块的中心处带有平面,能够减少操作工人在拿取支撑底座上的第一焊接件或第二焊接件时出现被定位块划伤的情况。
13、可选的,所述支撑底座上还安装有方便定位第一焊接件放置位置的定位柱,所述支撑底座的侧壁固定有升降气缸,所述升降气缸的输出端与定位柱固定连接,所述第一焊接件上带有定位孔,所述升降气缸驱动所述定位柱与定位孔相插接。
14、通过采用上述技术方案,由于第一焊接件上带有定位孔,在将第一焊接件放置到支撑底座上时,升降气缸能够驱动定位柱向上移动,并且使定位柱与定位孔相互插接,方便对第一焊接件的放置位置进行定位。
15、可选的,所述定位柱靠近支撑底座一端的直径大于定位柱远离支撑底座一端的直径。
16、通过采用上述技术方案,定位柱从第一焊接件的下方穿过定位孔,夹持臂从第一焊接件的上方将第一焊接件抵紧在支撑底座上,使定位柱直径大的一端正好与定位孔相插紧,保证了第一焊接件放置在支撑底座上的稳定性。
17、可选的,所述支撑底座上还安装有驱动定位柱自动升降的感应组件,所述感应组件包括固定在支撑底座上的感应开关,所述感应开关可与第一焊接件抵接,所述感应开关上电连接有传感器,所述传感器上电连接有控制器,所述控制器与升降气缸电连接。
18、通过采用上述技术方案,当夹持臂对第一焊接件和第二焊接件压紧的力消失时,感应组件能够自动控制升降气缸的输出端向下移动,从而使定位柱朝远离定位孔的方向脱出,方便操作工人将已经焊接好的工件从支撑底座上移开,方便下一次焊接工作的进行。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.当需要对第一焊接件和第二焊接件进行焊接时,先将第一焊接件水平放置在支撑底座上,然后将第二焊接件放置在第一焊接件的指定焊接处,驱动组件驱动夹持臂转动,使夹持臂上的抵紧块抵紧在第二焊接件的上表面,在夹持臂的夹持作用下,第一焊接件和第二焊接件被夹紧固定,方便后续对焊接机械手对两者进行焊接,从而保证焊接效果;
21、2.定位组件保证夹持臂与支撑底座相互夹紧时,夹持臂能够正好处于支撑底座的正上方,减少夹持臂转动至支撑底座上出现偏移的情况,定位块与定位槽相嵌合时,能够保证夹持臂对第一焊接件和第二焊接件准确的夹紧固定;
22、3.由于第一焊接件上带有定位孔,在将第一焊接件放置到支撑底座上时,升降气缸能够驱动定位柱向上移动,并且使定位柱与定位孔相互插接,方便对第一焊接件的放置位置进行定位。
技术特征:
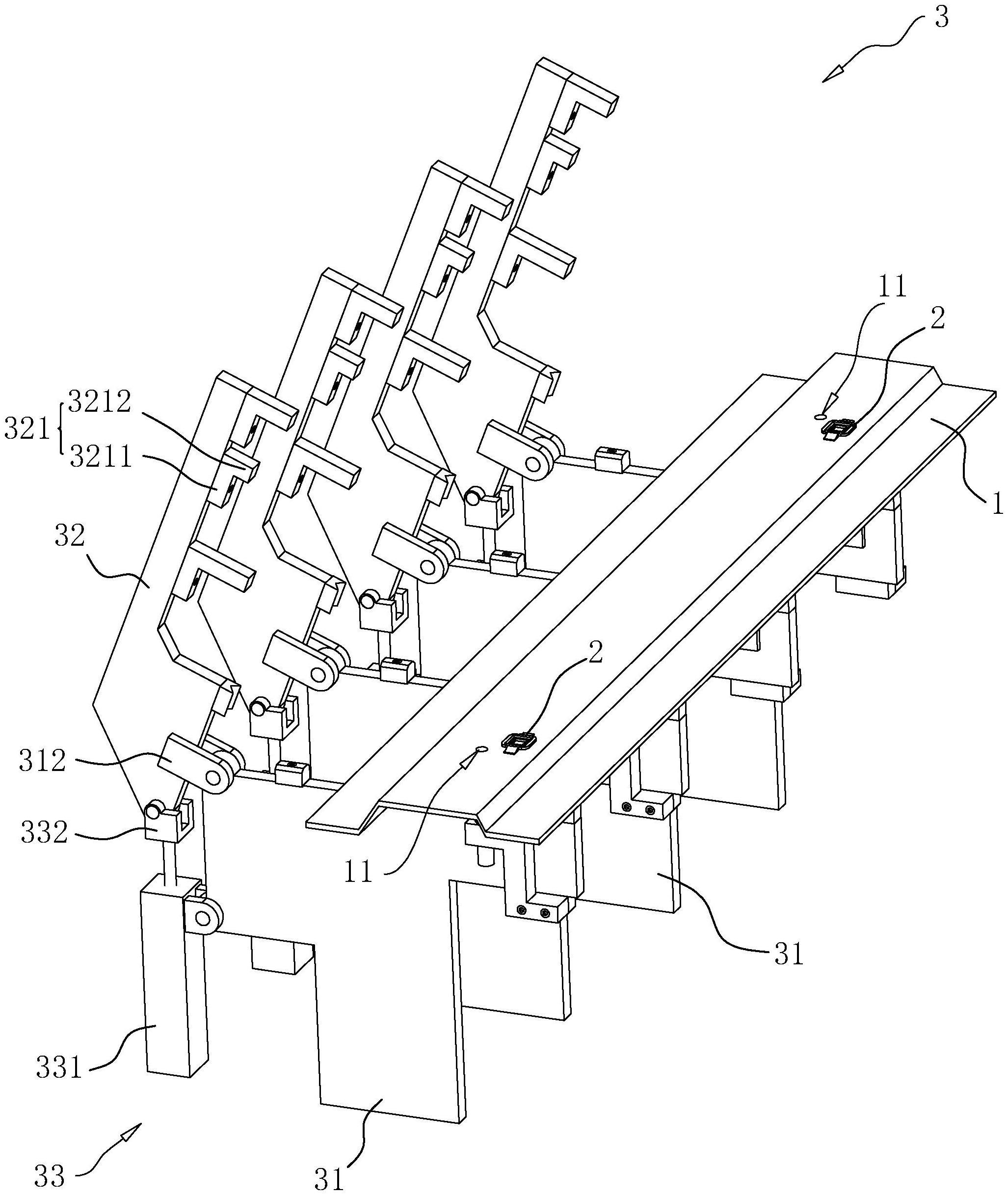
1.一种用于自动化焊接的夹装装置,其特征在于:包括将第一焊接件(1)和第二焊接件(2)同时进行夹持的夹持机构(3),所述夹持机构(3)包括用于支撑第一焊接件(1)的支撑底座(31),所述第二焊接件(2)位于第一焊接件(1)的指定焊接处,所述支撑底座(31)的一侧铰接有夹持臂(32),所述夹持臂(32)上固定有抵紧块(321),所述夹持机构(3)还包括驱动夹持臂(32)朝靠近支撑底座(31)的方向转动的驱动组件(33),所述抵紧块(321)将第二焊接件(2)抵紧在第一焊接件(1)的表面。
2.根据权利要求1所述的一种用于自动化焊接的夹装装置,其特征在于:所述驱动组件(33)包括驱动气缸(331)和转动块(332),所述驱动气缸(331)固定在支撑底座(31)靠近夹持臂(32)一侧的侧壁,所述转动块(332)铰接在夹持臂(32)上,所述驱动气缸(331)的输出端与转动块(332)固定连接,所述夹持臂(32)与转动块(332)的铰接轴线平行于夹持臂(32)与支撑底座(31)的铰接轴线。
3.根据权利要求1所述的一种用于自动化焊接的夹装装置,其特征在于:所述夹持机构(3)还包括方便夹紧第一焊接件(1)的支撑块(311),所述支撑块(311)固定安装在支撑底座(31)上表面的,所述支撑块(311)与抵紧块(321)相互靠近时,所述第一焊接件(1)被夹紧在支撑块(311)和抵紧块(321)之间。
4.根据权利要求1所述的一种用于自动化焊接的夹装装置,其特征在于:所述支撑底座(31)与夹持臂(32)之间还设有减少夹持臂(32)与支撑底座(31)夹紧时出现偏移的定位组件(34),所述定位组件(34)包括固定在支撑底座(31)上的定位块(341),所述定位块(341)上带有自定位块(341)的中心处向远离中心处逐渐倾斜向下的斜面(3411),所述定位组件(34)还包括固定在夹持臂(32)上的安装块(342),所述安装块(342)靠近定位块(341)的一侧开设有定位槽(3421),所述定位槽(3421)带有与定位块(341)相匹配的槽面,所述定位块(341)与定位槽(3421)相嵌合。
5.根据权利要求4所述的一种用于自动化焊接的夹装装置,其特征在于:所述定位块(341)上还带有水平的平面(3412),所述平面(3412)位于定位块(341)的中心处,且所述平面(3412)与斜面(3411)的长度相同。
6.根据权利要求1所述的一种用于自动化焊接的夹装装置,其特征在于:所述支撑底座(31)上还安装有方便定位第一焊接件(1)放置位置的定位柱(313),所述支撑底座(31)的侧壁固定有升降气缸(315),所述升降气缸(315)的输出端与定位柱(313)固定连接,所述第一焊接件(1)上带有定位孔(11),所述升降气缸(315)驱动所述定位柱(313)与定位孔(11)相插接。
7.根据权利要求6所述的一种用于自动化焊接的夹装装置,其特征在于:所述定位柱(313)靠近支撑底座(31)一端的直径大于定位柱(313)远离支撑底座(31)一端的直径。
8.根据权利要求6所述的一种用于自动化焊接的夹装装置,其特征在于:所述支撑底座(31)上还安装有驱动定位柱(313)自动升降的感应组件(35),所述感应组件(35)包括固定在支撑底座(31)上的感应开关(351),所述感应开关(351)可与第一焊接件(1)抵接,所述感应开关(351)上电连接有传感器,所述传感器上电连接有控制器,所述控制器与升降气缸(315)电连接。
技术总结
本申请涉及工装夹具的技术领域,公开了一种用于自动化焊接的夹装装置,解决了相关的夹装装置对大小差异较大的工件进行夹装的效果不佳,影响焊接机械手的焊接效果的问题,其包括将第一焊接件和第二焊接件同时进行夹持的夹持机构,所述夹持机构包括用于支撑第一焊接件的支撑底座,所述第二焊接件位于第一焊接件的指定焊接处,所述支撑底座的一侧铰接有夹持臂,所述夹持臂上固定有抵紧块,所述夹持机构还包括驱动夹持臂朝靠近支撑底座的方向转动的驱动组件,所述抵紧块将第二焊接件抵紧在第一焊接件的表面,由此方便后续对焊接机械手对工件进行焊接,从而保证焊接效果。
技术研发人员:马金亮,石何,朴炳民
受保护的技术使用者:天津市琪达汽车配件有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!