一种终端双耳零部件的加工工装的制作方法
本技术涉及铁路接触网零部件加工工装,具体涉及适用于加工一种终端双耳的工装。
背景技术:
1、对铁路接触网安装时使用的一种终端双耳零部件,目前的加工方式为单件加工。加工部位涉及如图1所示的终端双耳本体的上下面、端面、耳部口部等不同位置,加工过程中为每道工序配备了不同的工装夹具。加工工序多且主要包括,车双耳本体尾部锥度与端面尺寸定长、车双耳部位圆孔、铣双耳部位平面及钻孔、倒角去毛刺等。
2、由以上陈述可知,终端双耳加工的工艺路线较长,所需的设备、工装夹具及人员投入较大,工序流转较长,工人劳动强度较大,而且生产及工序流转过程的产品防护投入较大,生产效率低,容易造成加工精度及合格率达不到要求。为减少工序流转,提高工作效率,防止过程流转和作业对产品表面损伤和伤害,提高合格率,亟待设计一款针对终端双耳(本体)的加工工装,以实现能将不同工序在一次夹紧定位中完成的作业过程。
技术实现思路
1、针对现有终端双耳零部件加工过程存在的工序流转长、使用的夹具多以及加工精度与合格率较低的问题,本实用新型提供了一种适用于加工终端双耳零部件的加工工装,将终端双耳零部件的本体夹持在该工装夹具上,有助于实现在一次夹装定位中完成对双耳不同位置的多个工序的加工作业。
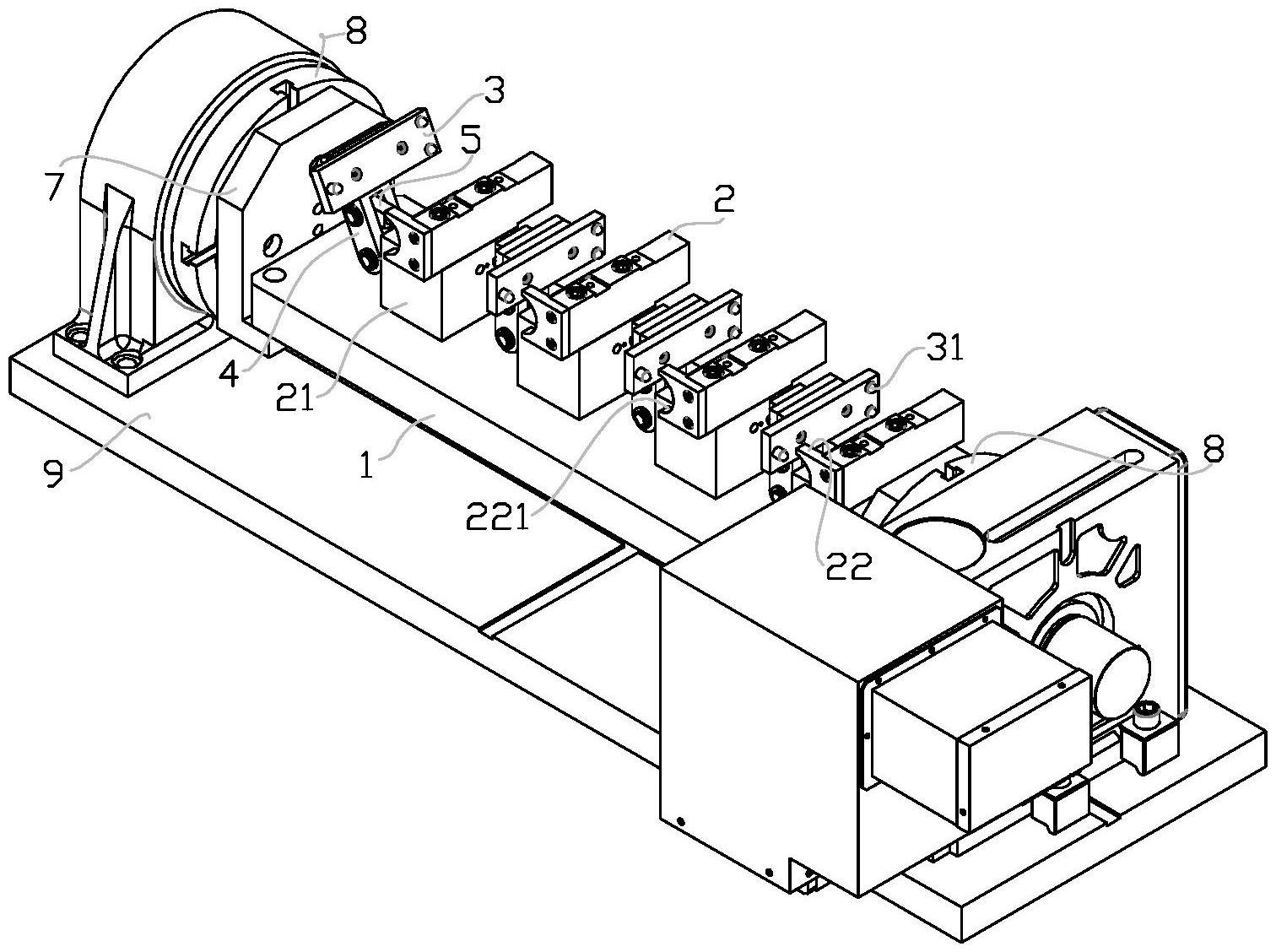
2、本实用新型解决其技术问题所采取的技术方案是:一种终端双耳零部件的加工工装,包括工作台、定夹块、动夹块、连接臂、动力推杆和顶杆。
3、所述定夹块通过其下部的底座固定安装在所述工作台上。所述动夹块安装在所述连接臂的一端。所述连接臂的另一端与所述顶杆的一端铰接连接。所述顶杆的另一端连接在所述底座上。所述动力推杆的一端铰接连接在所述连接臂的中部,所述动力推杆的另一端连接在所述底座上。
4、所述动力推杆能够作伸缩动作且伴随着所述动力推杆的伸缩动作,能带动着所述连接臂转动而选择地使所述动夹块的一端面靠近和远离所述定夹块的一端面。
5、在所述定夹块与所述动夹块的相对端面上设有能对双耳本体实现轴向定位的定位结构。同时,在所述定夹块与所述动夹块的相对端面上还设有能与双耳本体上两耳部内侧面匹配实现对双耳本体在竖直方向上限定作用的限定结构。
6、在使用时,将双耳本体的前、后端面对应向所述定夹块与所述动夹块的相对端面,当动力推杆作收缩动作时,能带着所述连接臂朝靠近所述底座的一侧翻转,而使所述动夹块朝向所述定夹块的一侧端面逐渐靠近所述定夹块的端面,最终使两端面相对而将双耳本体的前后端面夹在两个夹块的相对端面之间,而将双耳本体夹紧固定住。反之,随着所述动力推杆的伸长,能带着所述连接臂朝背离所述底座的一侧翻转,而使所述动夹块朝向所述定夹块的一侧端面逐渐远离所述定夹块的端面,而解除对双耳本体的夹紧固定作用。
7、进一步,所述定夹块、动夹块、连接臂、动力推杆和顶杆配置成多组,各组沿所述工作台的长度方向相间分布。各组中的所述动力推杆能分别动作或者能同步动作。
8、进一步,还包括与所述工作台的两端相连接的一对连接板、与所述连接板对应匹配的一对卡定盘,以及设有驱动单元的机座。
9、所述卡定盘安装在所述机座上能由所述驱动单元驱使着在竖直面内作旋转动作。
10、所述卡定盘上设有与所述连接板对应匹配的紧定定位机构,而使所述连接板能承载所述工作台与所述卡定盘同步在竖直面内旋转。
11、进一步,所述动力推杆为液压推杆或者气压推动杆。
12、进一步,在所述定夹块的一端固定设有端板,该端板朝向所述动夹块的端面上形成有弧形槽。同时,在所述动夹块朝向所述定夹块的端面上,于与所述端板同侧的一端设有突柱。所述弧形槽能与双耳本体上的柱体部分根部的外侧面匹配,所述突柱能与双耳本体的两耳部内底面匹配,来实现对双耳本体的轴向定位作用。
13、进一步,在所述定夹块朝向所述动夹块的端面上设有支撑块,同时在所述动夹块朝向所述定夹块的端面上设有相间布置的两个突柱。所述支撑块能与双耳本体的两耳部内侧面匹配,两个所述突柱能分别与双耳本体的两耳部内侧面的近端口处匹配。所述支撑块与所述突柱的设置能实现对双耳本体在竖直方向上限定作用。
14、进一步,所述支撑块可设为沿轴向相间分布的多个。
15、当在所述定夹块的一端设置了端板,并对应地在所述动夹块的同侧一端设置了突柱。则此时在所述动夹块端面上设置的用于实现对双耳本体在竖直方向上的限定作用的两个所述突柱应设置在所述动夹块的另一端。
16、本实用新型的有益效果是:本专利针对现有终端双耳零部件单件加工方式的加工过程存在的工序流转长、效率低、工人劳动强度大、使用的夹具多以及由此造成的加工精度与合格率较低的问题,所设计的工装能在将终端双耳零部件的本体夹持定位住,并使工作台首先保持在水平面上后,通过使工作台在竖直面内绕顺时针方向和绕逆时针方向旋转90度夹角,来使双耳本体的端面朝上和使双耳本体的双耳口部朝上,来实现对双耳本体各个面上的端面、孔、倒角、锥度等工艺要求的加工作业。故而本专利设计的加工工装有助于实现在一次夹装定位中完成对双耳不同位置的多个工序的加工作业,不仅能够显著提高生产效率,降低生产成本,而且能够提升工件加工的精度水平,降低不合格率且使加工获得的终端双耳零部件具有好的可靠性和一致性,也显著减轻了工人的劳动强度。
技术特征:
1.一种终端双耳零部件的加工工装,其特征在于:包括工作台、定夹块、动夹块、连接臂、动力推杆和顶杆;
2.根据权利要求1所述的一种终端双耳零部件的加工工装,其特征在于:所述定夹块、动夹块、连接臂、动力推杆和顶杆配置成多组,各组沿所述工作台的长度方向相间分布;各组中的所述动力推杆能分别动作或者能同步动作。
3.根据权利要求2所述的一种终端双耳零部件的加工工装,其特征在于:还包括与所述工作台的两端相连接的一对连接板、与所述连接板对应匹配的一对卡定盘,以及设有驱动单元的机座;
4.根据权利要求1所述的一种终端双耳零部件的加工工装,其特征在于:还包括与所述工作台的两端相连接的一对连接板、与所述连接板对应匹配的一对卡定盘,以及设有驱动单元的机座;
5.根据权利要求1至4中任一项所述的一种终端双耳零部件的加工工装,其特征在于:所述动力推杆为液压推杆或者气压推动杆。
6.根据权利要求1至4中任一项所述的一种终端双耳零部件的加工工装,其特征在于:在所述定夹块的一端固定设有端板,该端板朝向所述动夹块的端面上形成有弧形槽;在所述动夹块朝向所述定夹块的端面上,于与所述端板同侧的一端设有突柱;
7.根据权利要求6所述的一种终端双耳零部件的加工工装,其特征在于:在所述定夹块朝向所述动夹块的端面上设有支撑块,同时在所述动夹块朝向所述定夹块的端面上设有相间布置的两个突柱;
8.根据权利要求7所述的一种终端双耳零部件的加工工装,其特征在于:所述支撑块可设为沿轴向相间分布的多个。
9.根据权利要求1至4中任一项所述的一种终端双耳零部件的加工工装,其特征在于:在所述定夹块朝向所述动夹块的端面上设有支撑块,同时在所述动夹块朝向所述定夹块的端面上设有相间布置的两个突柱;
10.根据权利要求9所述的一种终端双耳零部件的加工工装,其特征在于:所述支撑块可设为沿轴向相间分布的多个。
技术总结
本技术涉及一种终端双耳零部件的加工工装,包括工作台、定夹块、动夹块、连接臂、动力推杆和顶杆。定夹块通过其下部的底座固定在工作台上。动夹块装在连接臂的一端,连接臂的另一端与顶杆的一端铰接。动力推杆的一端铰接在连接臂的中部。顶杆的另一端、动力推杆的另一端分别连接在底座上。动力推杆能作伸缩动作来带动着连接臂转动而选择地使动夹块靠近和远离定夹块。在定夹块与动夹块的相对端面上设有能对双耳本体实现轴向定位的定位结构,以及设有实现对双耳本体在竖直方向上限定作用的限定结构。将终端双耳本体夹持在本专利所涉及工装上后,有助于实现在一次夹装定位中完成对双耳不同位置的多个工序的加工作业。
技术研发人员:金勇,郭强,庞维彬,任晓冉,李浩
受保护的技术使用者:铁设(济南)电气设备有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!