框型薄壁零件加工装置的制作方法
本技术涉及冶金设备加工制造,尤其是一种框型薄壁零件加工装置。
背景技术:
1、框式薄壁导向器是铁合金设备夹持机构中的重要零件,如图1所示,框式薄壁导向器其形状为一框形,两头为开口,其顶板和两侧板有螺纹孔,该框形表面精度较高,其截面厚度尺寸小,仅为12 mm,且其表面堆焊3mm高铬耐磨材料,不能直接在其表面水冷。在加工过程中框式薄壁导向器易变形,用常规方法装夹不便,需多次装夹,无法保证表面一次性加工,平面度误差较高;且只能单件加工,生产效率低下,产品合格率较低。
技术实现思路
1、本实用新型提供一种框型薄壁零件加工装置,它可以解决现有的框型薄壁零件在加工过程中易变形、装夹不便的问题。
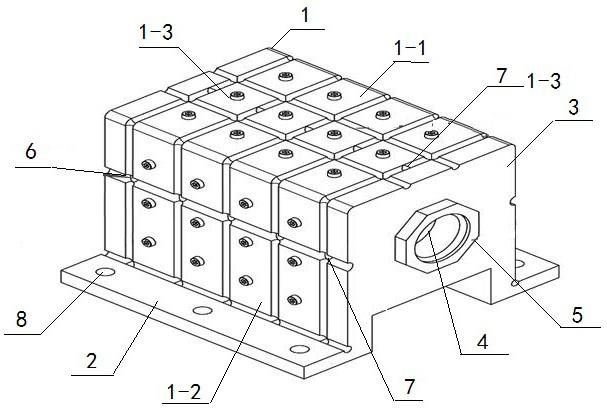
2、为了解决上述问题,本实用新型所采用的技术方案是:具有座体,该座体为一框形,在该座体底部两侧设有翼板,该座体的前后端封装有封盖,在该封盖上开有通孔,该通孔内装有连接螺母;在座体顶板及两侧板表面纵横交错开有冷却水槽,在所述冷却水槽内开有多个冷却水孔;在所述座体内设置有水管,所述水管连通所述冷却水孔,该水管两端与所述连接螺母连接;在座体顶板及两侧板开有与孔框型薄壁零件相对应的螺纹孔。
3、上述技术方案中,更具体的技术方案还可以是:所述冷却水孔设置在横向冷却水槽与所述纵向冷却水槽交错的位置上。
4、进一步的:所述水管直径与所述通孔直接相适应。
5、进一步的:所述翼板上设有固定孔。
6、由于采用了上述技术方案,本实用新型与现有技术相比具有如下有益效果:
7、1、由于本加工装置的顶板和两侧板开有冷却水槽和冷却水孔,且顶板和侧板开有与框式薄壁零件相对应的螺纹孔,加工框式薄壁零件时,将框式薄壁零件压在本装置的座体上,将沉头螺钉拧入螺纹孔,即可将框式薄壁零件装夹好,加工过程中,可通过本装置内部加冷却水,冷却水从冷却水孔中流出进入冷却水槽,可达到在框式薄壁零件内部将框式薄壁零件进行冷却,外部冷却采用镗床设备配套高速风冷装置,内水冷外风冷结合,达到降温,减少加工变形目的。
8、2、由于是通过沉头螺钉装夹及加工效率大幅提高,有效解决因装夹不便,多次装夹工效低下问题,装夹调校时间由原60min~75min/件,缩短至10 min钟/件;批量串联连接模式下,装夹效率30分钟/10件;应用该工装,无需二次装夹,一次加工成型,由原件加工模式转变为批量加工模式,可一次加工10件;加工效率由原180min/件,提高到45min/件,大幅提升了劳动生产效率。
技术特征:
1.一种框型薄壁零件加工装置,其特征在于:具有座体,该座体为一框形,在该座体底部两侧设有翼板,该座体的前后端封装有封盖,在该封盖上开有通孔,该通孔内装有连接螺母;在座体顶板及两侧板表面纵横交错开有冷却水槽,在所述冷却水槽内开有多个冷却水孔;在所述座体内设置有水管,所述水管连通所述冷却水孔,该水管两端与所述连接螺母连接;在座体顶板及两侧板开有与框式薄壁零件相对应的螺纹孔。
2.根据权利要求1所述的框型薄壁零件加工装置,其特征在于:所述冷却水孔设置在横向冷却水槽与所述纵向冷却水槽交错的位置上。
3.根据权利要求2所述的框型薄壁零件加工装置,其特征在于:所述水管直径与所述通孔直接相适应。
4.根据权利要求3所述的框型薄壁零件加工装置,其特征在于:所述翼板上设有固定孔。
技术总结
本技术公开了一种框型薄壁零件加工装置,涉及冶金设备加工制造技术领域,它具有座体,该座体为一框形,在该座体底部两侧设有翼板,该座体的前后端封装开有通孔的封盖,该通孔内装有连接螺母;在座体顶板及两侧板表面纵横交错开有冷却水槽,在冷却水槽内开有多个冷却水孔;在座体内设置有水管,水管连通冷却水孔,该水管两端与连接螺母连接;在座体顶板及两侧板开有与框式薄壁零件相对应的螺纹孔;与现有技术相比,采用本装置,在实际生产制作中工效提升显著,加工效率由原180min/件,提高到45min/件,大幅提升了劳动生产效率,采用内水冷外风冷结合方式,有效达到降温,减少加工变形目的,产品合格率100%。
技术研发人员:杨华,麦克冬,罗富恒,杨正府,梁宏冬,唐荣福,李文倩,程辉,梁小冬,罗明星,韦正祖,阮开成
受保护的技术使用者:广西柳州钢铁集团有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!