冲压模具的制作方法
本技术涉及模具,尤其涉及一种冲压模具。
背景技术:
1、现有汽车顶棚通常包括有天窗和无天窗两个版本的顶棚,因此在生产顶棚的过程中,也需要切换两种不同的模具分别对两个版本的顶棚进行生产,切换生产时需要对顶棚对应的模具进行调运,存在生产效率低的问题。
2、现有技术公开了一种汽车顶盖带天窗和非天窗切换生产的模具,包括上模底板、设于上模底板下方的凸模、设于上模底板和凸模之间的压料板及可升降的活动凸模,还包括可沿直线方向往复移动的锁杆,活动凸模设有至少两个限位孔,活动凸模连接有用于驱动其升降的第一气缸,该模具通过控制锁杆分别移动插入两个限位孔,以将位于非天窗顶盖加工工位和带天窗顶盖加工工位的活动凸模与上模底板位置锁止,但是该模具仍需要通过切换活动凸模与锁杆的锁止位置以实现对带天窗和非天窗汽车顶盖进行生产加工,增大了工作人员的操作难度,存在增加工作人员的作业负担的问题。
3、因此,有必要提供一种新的冲压模具来解决上述技术问题。
技术实现思路
1、本实用新型的主要目的是提供一种冲压模具,旨在解决使用现有模具对两个版本的汽车顶棚进行生产时,存在工作人员的作业负担大和生产效率低的问题。
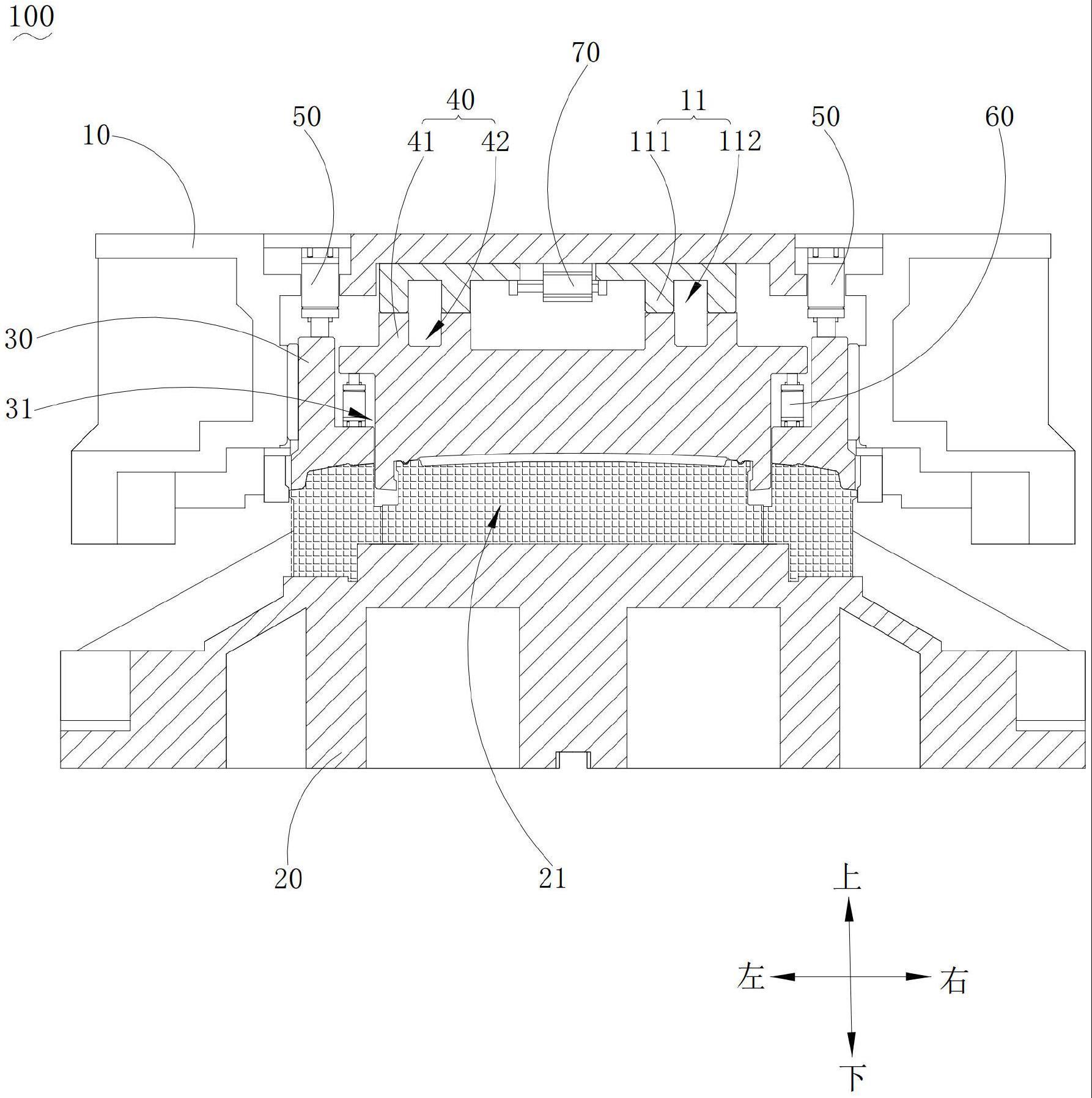
2、为实现上述目的,本实用新型提出的冲压模具包括上模座、下模座、压料板和切翻镶块,所述上模座的底部安装有敦实块,且所述敦实块与所述上模座滑动连接,所述敦实块能够在第一位置与第二位置之间滑动,所述下模座用于放置顶棚板材,所述上模座能够向靠近或远离所述下模座的方向移动;所述压料板位于所述上模座与所述下模座之间,所述压料板上开设有供所述切翻镶块滑动的型腔,所述敦实块位于所述第一位置时,所述敦实块与所述切翻镶块抵接,当所述上模座向靠近所述下模座的方向移动时,所述敦实块带动所述切翻镶块滑动直至所述切翻镶块伸出所述压料板以加工所述顶棚板材;所述敦实块位于所述第二位置时,所述敦实块与所述切翻镶块相配合以带动所述压料板滑动直至所述压料板与所述顶棚板材抵接以使所述切翻镶块与所述顶棚板材之间存在间隔。
3、可选地,所述敦实块上设置有多个间隔设置的导柱,所述切翻镶块上设置有多个间隔设置的安装柱;所述敦实块位于所述第一位置时,所述导柱一一对应的与所述安装柱抵接;所述敦实块位于所述第二位置时,所述导柱与所述安装柱错位设置。
4、可选地,相邻两个所述导柱之间形成卡槽,相邻两个所述安装柱之间形成限位槽;所述导柱的形状与所述限位槽的形状相匹配,且所述安装柱的形状与所述卡槽的形状相匹配。
5、可选地,所述上模座上设置有多根导向杆,所述下模座上设置有多个直线轴承,所述导向杆的数量与所述直线轴承的数量一致,所述导向杆一一对应地穿过所述直线轴承且与所述直线轴承滑动连接。
6、可选地,所述冲压模具还包括多个第一弹性件,多个所述第一弹性件分设于所述上模座的两侧,所述第一弹性件的一端与所述上模座的底部连接,另一端与所述压料板连接。
7、可选地,所述冲压模具还包括多个第二弹性件,多个所述第二弹性件分设于所述切翻镶块的两端,所述第二弹性件的一端与所述切翻镶块连接,另一端与所述压料板连接。
8、可选地,所述下模座的底部设置有防滑垫。
9、可选地,所述冲压模具还包括驱动件,所述驱动件安装于所述上模座的底部,所述驱动件的输出端与所述敦实块连接,所述驱动件驱动所述敦实块向所述第一位置或所述第二位置滑动。
10、可选地,所述驱动件为气缸。
11、本实用新型技术方案中,冲压模具包括上模座、下模座、压料板和切翻镶块,上模座的底部安装有敦实块,且敦实块与上模座滑动连接,敦实块能够在第一位置与第二位置之间滑动,上模座能够向靠近或远离下模座的方向移动;敦实块滑动至第一位置时,敦实块与切翻镶块抵接,当上模座向靠近下模座的方向移动时,敦实块带动切翻镶块滑动直至切翻镶块伸出压料板以加工顶棚板材进而得到有天窗汽车顶棚;敦实块滑动至第二位置时,敦实块与切翻镶块相配合以带动压料板滑动直至压料板与顶棚板材抵接以使切翻镶块与顶棚板材之间存在间隔以得到无天窗汽车顶棚。由此,上述技术方案中,通过敦实块向第一位置或第二位置滑动,以实现切翻镶块分别加工得到有天窗汽车顶棚或无天窗汽车顶棚,无需对冲压模具进行切换,降低了顶棚的生产成本,同时降低了工作人员的操作难度,减轻了工作人员的作业负担,进而提高了生产效率。
技术特征:
1.一种冲压模具,其特征在于,所述冲压模具包括上模座、下模座、压料板和切翻镶块,所述上模座的底部安装有敦实块,且所述敦实块与所述上模座滑动连接,所述敦实块能够在第一位置与第二位置之间滑动,所述下模座用于放置顶棚板材,所述上模座能够向靠近或远离所述下模座的方向移动;所述压料板位于所述上模座与所述下模座之间,所述压料板上开设有供所述切翻镶块滑动的型腔,所述敦实块位于所述第一位置时,所述敦实块与所述切翻镶块抵接,当所述上模座向靠近所述下模座的方向移动时,所述敦实块带动所述切翻镶块滑动直至所述切翻镶块伸出所述压料板以加工所述顶棚板材;所述敦实块位于所述第二位置时,所述敦实块与所述切翻镶块相配合以带动所述压料板滑动直至所述压料板与所述顶棚板材抵接以使所述切翻镶块与所述顶棚板材之间存在间隔。
2.如权利要求1所述的冲压模具,其特征在于,所述敦实块上设置有多个间隔设置的导柱,所述切翻镶块上设置有多个间隔设置的安装柱;所述敦实块位于所述第一位置时,所述导柱一一对应的与所述安装柱抵接;所述敦实块位于所述第二位置时,所述导柱与所述安装柱错位设置。
3.如权利要求2所述的冲压模具,其特征在于,相邻两个所述导柱之间形成卡槽,相邻两个所述安装柱之间形成限位槽;所述导柱的形状与所述限位槽的形状相匹配,且所述安装柱的形状与所述卡槽的形状相匹配。
4.如权利要求1所述的冲压模具,其特征在于,所述上模座上设置有多根导向杆,所述下模座上设置有多个直线轴承,所述导向杆的数量与所述直线轴承的数量一致,所述导向杆一一对应地穿过所述直线轴承且与所述直线轴承滑动连接。
5.如权利要求1至4中任一项所述的冲压模具,其特征在于,所述冲压模具还包括多个第一弹性件,多个所述第一弹性件分设于所述上模座的两侧,所述第一弹性件的一端与所述上模座的底部连接,另一端与所述压料板连接。
6.如权利要求1至4中任一项所述的冲压模具,其特征在于,所述冲压模具还包括多个第二弹性件,多个所述第二弹性件分设于所述切翻镶块的两端,所述第二弹性件的一端与所述切翻镶块连接,另一端与所述压料板连接。
7.如权利要求1至4中任一项所述的冲压模具,其特征在于,所述下模座的底部设置有防滑垫。
8.如权利要求1至4中任一项所述的冲压模具,其特征在于,所述冲压模具还包括驱动件,所述驱动件安装于所述上模座的底部,所述驱动件的输出端与所述敦实块连接,所述驱动件驱动所述敦实块向所述第一位置或所述第二位置滑动。
9.如权利要求8所述的冲压模具,其特征在于,所述驱动件为气缸。
技术总结
本技术公开一种冲压模具,其包括上模座、下模座、压料板和切翻镶块,上模座的底部安装有敦实块,敦实块能够在第一位置与第二位置之间滑动。本技术中,敦实块滑动至第一位置时,敦实块与切翻镶块抵接,当上模座向靠近下模座的方向移动时,敦实块带动切翻镶块滑动直至切翻镶块伸出压料板以加工顶棚板材进而得到有天窗汽车顶棚;敦实块滑动至第二位置时,敦实块与切翻镶块相配合以带动压料板滑动直至压料板与顶棚板材抵接以使切翻镶块与顶棚板材之间存在间隔以得到无天窗汽车顶棚,无需对冲压模具进行切换,降低了工作人员的操作难度,减轻了工作人员的作业负担,进而提高了生产效率。
技术研发人员:邓标,黄斌,幸庭锋,王成新,王阿古达木
受保护的技术使用者:广汽丰田汽车有限公司
技术研发日:20221227
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!