一种新型L型刨边机的制作方法
本技术涉及一种刨边机,尤其涉及一种新型l型刨边机。
背景技术:
1、目前市面上常规刨边机采用单排工作台,刨削移动机构只能在一个方向往复工作。吊装一次只能加工工件的一个边,吊装完毕后还需要人工定位。想要加工4个边需要重复3次吊装工件并旋转90°。如果需要加工较长工件的短边,还需要配置长拖料架,占地大,效率低,操作繁琐,安全系数低,劳动强度大。
技术实现思路
1、本实用新型的目的在于提供一种结构简单、吊装次数少、操作方便、提高工作效率的新型l型刨边机,以解决现有技术中的问题。
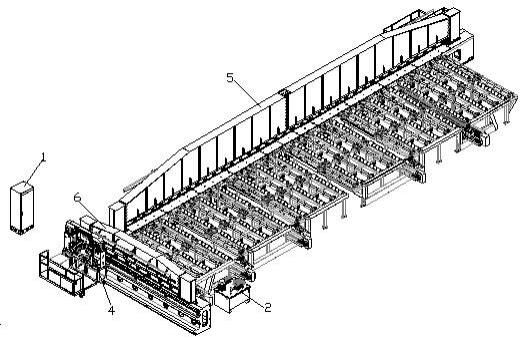
2、本实用新型的技术方案是:一种新型l型刨边机,所述的刨边机包括电器柜、液压站、横纵双向自动输送滚轮架、两组工作台和两台刨削机构,所述两组工作台呈l型布局,通过螺栓连接为一体,所述的横纵双向自动输送滚轮架设置在两组工作台之间,所述的两组工作台上分别设置一台刨削机构。
3、优选地,所述的两组工作台包括长边工作台和短边工作台,所述的长边工作台和短边工作台垂直布置,所述的长边工作台上设有长边上压梁,所述的短边工作台上设有短边上压梁。
4、优选地,所述的横纵双向自动输送滚轮架包括纵向输送辊、横向输送辊和滚轮架连接板,所述的滚轮架连接板分别与两组工作台通过螺栓连接。
5、优选地,所述的两组工作台背面设有定位台阶,所述的滚轮架连接板与定位台阶靠齐设置。
6、本实用新型的有益效果是:在原本单工作台的基础上,增加了一个工作台并配备一个刨削机构,通过横纵双向自动输送滚轮架实现纵向和横向双向自动输送功能,只需人工将工件吊装至横纵双向自动输送滚轮架,即可自动将工件送至工作台完成定位,再自动退回将工件送至另一边工作台加工,吊装一次工件即可加工工件的相邻两边,吊装两次即可加工完工件的四个边,减少了吊装次数,提高加工的效率。
技术特征:
1.一种新型l型刨边机,其特征在于:所述的刨边机包括电器柜(1)、液压站(2)、横纵双向自动输送滚轮架(3)、两组工作台()和两台刨削机构(4),所述两组工作台呈l型布局,通过螺栓连接为一体,所述的横纵双向自动输送滚轮架(3)设置在两组工作台之间,所述的两组工作台上分别设置一台刨削机构(4)。
2.根据权利要求1所述的一种新型l型刨边机,其特征在于:所述的两组工作台包括长边工作台(5)和短边工作台(6),所述的长边工作台(5)和短边工作台(6)垂直布置,所述的长边工作台(5)上设有长边上压梁,所述的短边工作台(6)上设有短边上压梁。
3.根据权利要求1所述的一种新型l型刨边机,其特征在于:所述的横纵双向自动输送滚轮架(3)包括纵向输送辊、横向输送辊和滚轮架连接板(7),所述的滚轮架连接板(7)分别与两组工作台通过螺栓连接。
4.根据权利要求3所述的一种新型l型刨边机,其特征在于:所述的两组工作台背面设有定位台阶,所述的滚轮架连接板(7)与定位台阶靠齐设置。
技术总结
本技术涉及一种新型L型刨边机。所述的刨边机包括电器柜、液压站、横纵双向自动输送滚轮架、两组工作台和两台刨削机构,所述两组工作台呈L型布局,通过螺栓连接为一体,所述的横纵双向自动输送滚轮架设置在两组工作台之间,所述的两组工作台上分别设置一台刨削机构。本技术在原本单工作台的基础上,增加了一个工作台并配备一个刨削机构,通过横纵双向自动输送滚轮架实现纵向和横向双向自动输送功能,只需人工将工件吊装至横纵双向自动输送滚轮架,即可自动将工件送至工作台完成定位,再自动退回将工件送至另一边工作台加工,吊装一次工件即可加工工件的相邻两边,吊装两次即可加工完工件的四个边,减少了吊装次数,提高加工的效率。
技术研发人员:王修山,邵玉武,张亚
受保护的技术使用者:江苏一重数控机床有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!