一种压铆螺栓的压铆装置的制作方法
本技术涉及压铆装置,具体为一种压铆螺栓的压铆装置。
背景技术:
1、铆机(也称之为铆钉机、旋铆机、铆合机、辗铆机等)是依据冷辗原理研制而成的一种新型铆接设备,就是指能用铆钉把物品铆接起来机械装备,解决了部分钣金件折弯后不能直接套放在普通斜坡式铸钢机械上进行压铆的问题,常见的工艺为:压铆铆接和无铆铆接,压铆机主要应用于实心铆钉或中空铆钉、空心铆钉等方面的铆接;可以把实心钉子的一头铆成平头或者蘑菇头,也可以把空心的钉子辗成翻边的效果。
2、现有专利(公开号:cn113059111b)公开了一种压铆螺栓的压铆装置,包括冲压台和设于冲压台上的冲压机,所述冲压台上开设有供所述压铆螺栓插入的凹槽,所述冲压台上转动连接有转轴,所述转轴上安装有用于存储所述压铆螺栓的上料筒,所述上料筒两端均为贯穿设置,所述上料筒转动以供所述压铆螺栓掉落并插入到所述凹槽中,所述冲压台上设有用于带动所述上料筒转动的电机一,所述冲压台于所述上料筒转动路径上设有用于限制所述压铆螺栓完全伸出所述上料筒的限位台,本申请具有便于压铆螺栓的自动上料的效果。
3、在实现本实用新型的过程中,发明人发现现有技术中至少存在如下问题没有得到解决:现有技术在使用时,通过旋转上料筒实现压铆螺栓的上料,但是采用该方式无法检测压铆螺栓是否到位,压铆螺栓若未到位,可能导致冲压头将其以及钣金件压坏,同时现有技术采用气囊以及吹气的方式,实现上料的压铆螺栓的推送以及未上料压铆螺栓的固定,其结构设计不仅复杂,而且控制精度也存在不足。
技术实现思路
1、本实用新型的目的在于提供一种压铆螺栓的压铆装置,以解决背景技术中所提出的问题。
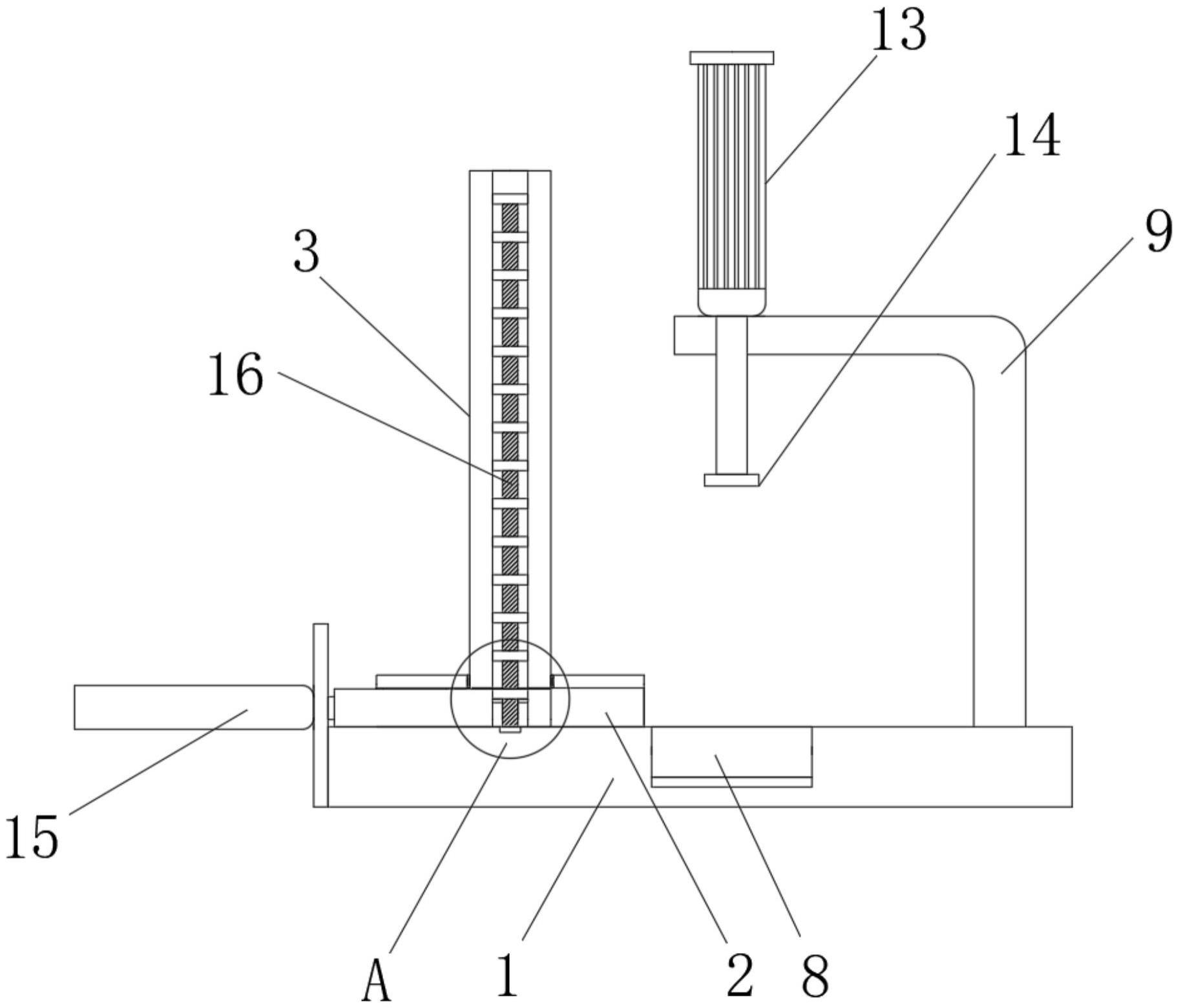
2、为实现上述目的,本实用新型提供如下技术方案:一种压铆螺栓的压铆装置,包括底座,所述底座顶部的一侧固定安装有安装座,所述安装座的左右两侧相贯通,所述安装座的顶部设置有储料柱,所述储料柱的底部与安装座的内腔顶部连通,所述安装座的左侧设置有推料驱动机构,所述推料驱动机构的驱动端固定安装有推块,所述推块的上下两侧分别与安装座内腔的上下两侧相抵,所述推块的右部竖向开设有转移槽,所述转移槽内部的两侧均通过自动复位铰链转动安装有夹料板,所述底座顶部的右侧设置有工件放置槽,所述工件放置槽的上方设置有冲压机构,所述冲压机构通过支架安装在底座上。
3、作为本实用新型的一种优选实施方式,所述安装座的顶部开设有螺纹孔,所述螺纹孔的底部与安装座的内腔顶部连通,所述储料柱的底部与螺纹孔通过螺纹连接,所述储料柱的上下两端相贯通。
4、作为本实用新型的一种优选实施方式,所述底座顶部与储料柱底部相对应的位置上嵌入设置有压力传感器,所述压力传感器的顶部与底座的顶部平齐。
5、作为本实用新型的一种优选实施方式,所述夹料板顶侧横截面的长度小于转移槽顶侧横截面的长度,所述夹料板顶侧横截面的宽度小于转移槽顶侧横截面的宽度的二分之一,所述夹料板远离相应自动复位铰链的一侧开设有顶侧横截面呈半圆状的夹持槽,所述夹持槽顶侧横截面的圆心与转移槽顶侧横截面的中心重合。
6、作为本实用新型的一种优选实施方式,所述冲压机构包括伸缩驱动装置和冲压头,所述伸缩驱动装置固定安装在支架顶部,所述冲压头固定安装在伸缩驱动装置的驱动端,所述冲压头呈圆盘状,所述冲压头的外径大于夹持槽的直径。
7、作为本实用新型的一种优选实施方式,所述推料驱动机构包括第二伸缩驱动装置,所述第二伸缩驱动装置通过安装板固定安装在底座的左侧,所述推块的一侧固定安装在第二伸缩驱动装置的驱动端。作为本实用新型的一种优选实施方式,。
8、与现有技术相比,本实用新型提供了一种压铆螺栓的压铆装置,具备以下有益效果:
9、该一种压铆螺栓的压铆装置,通过设置的推块、转移槽、自动复位铰链和夹料板,在使用时,压铆螺栓放在储料柱内,最下方的压铆螺栓在夹料板的限制下落在转移槽内,上料时,工件置于工件放置槽内,通过推料驱动机构推动推块移动至工件上方,此时,通过冲压机构控制冲压头下移,使得冲压头穿过转移槽,实现压铆螺栓的压铆,相较于现有技术,本装置的压铆螺栓从上料到被冲压时,都处于被固定的状态,从而避免了现有技术中,压铆螺栓未上料到位,就开始冲压的情况,而且本装置结构设计简单,仅通过一个推料驱动机构就可实现压铆螺栓的直线上料,而且储料柱内压铆螺栓的限位,仅通过推块的顶部高度以及整体长度设置就可以实现,大幅减少了现有技术的生产成本。
技术特征:
1.一种压铆螺栓的压铆装置,包括底座,其特征在于:所述底座顶部的一侧固定安装有安装座,所述安装座的左右两侧相贯通,所述安装座的顶部设置有储料柱,所述储料柱的底部与安装座的内腔顶部连通,所述安装座的左侧设置有推料驱动机构,所述推料驱动机构的驱动端固定安装有推块,所述推块的上下两侧分别与安装座内腔的上下两侧相抵,所述推块的右部竖向开设有转移槽,所述转移槽内部的两侧均通过自动复位铰链转动安装有夹料板,所述底座顶部的右侧设置有工件放置槽,所述工件放置槽的上方设置有冲压机构,所述冲压机构通过支架安装在底座上。
2.根据权利要求1所述的一种压铆螺栓的压铆装置,其特征在于:所述安装座的顶部开设有螺纹孔,所述螺纹孔的底部与安装座的内腔顶部连通,所述储料柱的底部与螺纹孔通过螺纹连接,所述储料柱的上下两端相贯通。
3.根据权利要求1所述的一种压铆螺栓的压铆装置,其特征在于:所述底座顶部与储料柱底部相对应的位置上嵌入设置有压力传感器,所述压力传感器的顶部与底座的顶部平齐。
4.根据权利要求1所述的一种压铆螺栓的压铆装置,其特征在于:所述夹料板顶侧横截面的长度小于转移槽顶侧横截面的长度,所述夹料板顶侧横截面的宽度小于转移槽顶侧横截面的宽度的二分之一,所述夹料板远离相应自动复位铰链的一侧开设有顶侧横截面呈半圆状的夹持槽,所述夹持槽顶侧横截面的圆心与转移槽顶侧横截面的中心重合。
5.根据权利要求4所述的一种压铆螺栓的压铆装置,其特征在于:所述冲压机构包括伸缩驱动装置和冲压头,所述伸缩驱动装置固定安装在支架顶部,所述冲压头固定安装在伸缩驱动装置的驱动端,所述冲压头呈圆盘状,所述冲压头的外径大于夹持槽的直径。
6.根据权利要求1所述的一种压铆螺栓的压铆装置,其特征在于:所述推料驱动机构包括第二伸缩驱动装置,所述第二伸缩驱动装置通过安装板固定安装在底座的左侧,所述推块的一侧固定安装在第二伸缩驱动装置的驱动端。
技术总结
本技术涉及压铆装置技术领域,公开了一种压铆螺栓的压铆装置,包括底座,所述底座顶部的一侧固定安装有安装座,所述安装座的左右两侧相贯通,所述安装座的顶部设置有储料柱,所述储料柱的底部与安装座的内腔顶部连通,所述安装座的左侧设置有推料驱动机构,所述推料驱动机构的驱动端固定安装有推块。本技术使用时,压铆螺栓从上料到被冲压时,都处于被固定的状态,从而避免了现有技术中,压铆螺栓未上料到位,就开始冲压的情况,而且本装置结构设计简单,仅通过一个推料驱动机构就可实现压铆螺栓的直线上料,而且储料柱内压铆螺栓的限位,仅通过推块的顶部高度以及整体长度设置就可以实现,大幅减少了现有技术的生产成本。
技术研发人员:仓中清,林唐
受保护的技术使用者:盐城斯天康精密制造有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!