管件冲压自动化设备的制作方法
本技术涉及管件冲压,特别是涉及一种管件冲压自动化设备。
背景技术:
1、传统的钢管模具成型中,是利用人工拿起钢管,再将钢管放入模具成型,存在成本高,效率低,不安全的问题。
技术实现思路
1、本实用新型的目的是要提供一种可以实现管件的自动拿取和输送的管件冲压自动化设备,效率高,稳定安全。
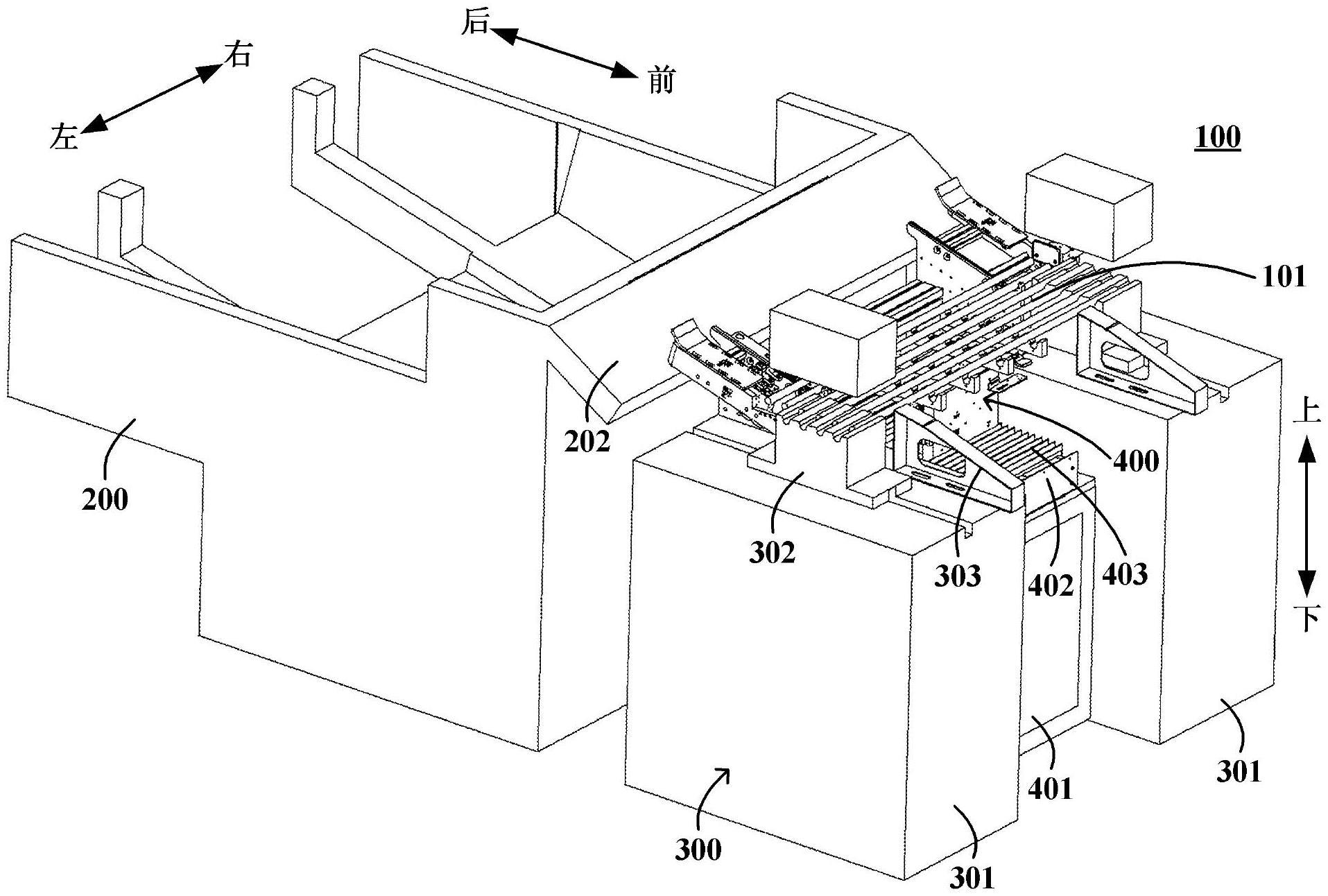
2、特别地,本实用新型提供了一种管件冲压自动化设备,包括:提升机、冲床和机械手机构;其中,提升机配置为将管件提升至移送面;冲床设置于提升机的下游,用于对管件进行冲压成型;机械手机构设置于冲床的两个左右相对设置的冲床台之间,配置为将到达移送面的管件移送到冲床台的冲压模具处。
3、可选地,提升机包括机架、移送板和提升单元,其中,机架的后侧形成有用于容纳多个管件的放置槽;移送板自机架的顶端向前且倾斜向下延伸形成,移送板的上表面形成移送面;提升单元用于将管件从放置槽提升至机架的顶端。
4、可选地,机械手机构包括:支撑框架、多个抓手架、抓手安装板、前后移动单元和上下移动单元;其中,多个抓手架沿左右方向间隔固定在抓手安装板上,每个抓手架上形成有多个沿前后方向间隔设置的开口向上的抓手槽;抓手安装板配置为受前后移动单元驱动相对于支撑框架在前后方向上移动,受上下移动单元驱动相对于支撑框架在上下方向上移动。
5、可选地,支撑框架上方设置有具有向上的敞口的辅助安装盒;
6、前后移动单元包括:伺服电机、滚珠丝杠副和水平支撑架,其中,伺服电机的输出轴与滚珠丝杠副相连,滚珠丝杠副与水平支撑架相连,使得水平支撑架相对于辅助安装盒前后滑动。
7、可选地,上下移动单元包括:移动气缸、第一竖向固定架和第二竖向固定架,其中,移动气缸夹设于沿前后方向间隔设置的第一竖向固定架和第二竖向固定架之间,并且移动气缸的输出端与抓手安装板相连;第一竖向固定架或第二竖向固定架与水平支撑架相固定。
8、可选地,管件冲压自动化设备还包括防尘罩,防尘罩覆盖辅助安装盒的敞口。
9、可选地,管件冲压自动化设备还包括分料机构,分料机构设置于移送面和机械手机构之间,用于将到达移送面的管件依次分离开。
10、可选地,分料机构包括至少两个分料气缸和至少两个分料隔板,每个分料气缸的输出端与一个分料隔板相连,每个分料隔板上形成有开口向上的分料槽,至少两个分料气缸受控地前后动作以依次使不同的分料隔板的分料槽接收管件。
11、可选地,管件冲压自动化设备还包括校正机构,用于对放置于机械手机构上的管件进行位置校正,其中,校正机构包括校正气缸和定位挡板,校正气缸的输出端与定位挡板相连。
12、可选地,管件冲压自动化设备还包括具有从后向前倾斜向下的上表面的滑料板,设置于冲压模具的下游。
13、本实用新型的管件冲压自动化设备通过设置成包括提升机、冲床和机械手机构,利用提升机将管件提升至移送面,将冲床设置于提升机的下游,将机械手机构设置于冲床的两个左右相对设置的冲床台之间,使得可以利用机械手机构将到达移送面的管件移送到冲床台的冲压模具处,实现了管件的自动输送和拿取,效率高,速度快,全程无需人工操作,稳定安全。
14、根据下文结合附图对本实用新型具体实施例的详细描述,本领域技术人员将会更加明了本实用新型的上述以及其他目的、优点和特征。
技术特征:
1.一种管件冲压自动化设备,其特征在于,包括:提升机、冲床和机械手机构;其中,所述提升机配置为将所述管件提升至移送面;所述冲床设置于所述提升机的下游,用于对所述管件进行冲压成型;所述机械手机构设置于所述冲床的两个左右相对设置的冲床台之间,配置为将到达所述移送面的所述管件移送到所述冲床台的冲压模具处。
2.根据权利要求1所述的管件冲压自动化设备,其特征在于,所述提升机包括机架、移送板和提升单元,其中,所述机架的后侧形成有用于容纳多个所述管件的放置槽;所述移送板自所述机架的顶端向前且倾斜向下延伸形成,所述移送板的上表面形成所述移送面;所述提升单元配置为将所述管件从所述放置槽提升至所述机架的顶端。
3.根据权利要求1所述的管件冲压自动化设备,其特征在于,所述机械手机构包括:支撑框架、多个抓手架、抓手安装板、前后移动单元和上下移动单元;其中,所述多个抓手架沿左右方向间隔固定在所述抓手安装板上,每个所述抓手架上形成有多个沿前后方向间隔设置的开口向上的抓手槽;所述抓手安装板配置为受所述前后移动单元驱动相对于所述支撑框架在前后方向上移动,受所述上下移动单元驱动相对于所述支撑框架在上下方向上移动。
4.根据权利要求3所述的管件冲压自动化设备,其特征在于,所述支撑框架上方设置有具有向上的敞口的辅助安装盒;
5.根据权利要求4所述的管件冲压自动化设备,其特征在于,所述上下移动单元包括:移动气缸、第一竖向固定架和第二竖向固定架,其中,所述移动气缸夹设于沿前后方向间隔设置的所述第一竖向固定架和所述第二竖向固定架之间,并且所述移动气缸的输出端与所述抓手安装板相连;所述第一竖向固定架或所述第二竖向固定架与所述水平支撑架相固定。
6.根据权利要求4所述的管件冲压自动化设备,其特征在于,所述管件冲压自动化设备还包括防尘罩,所述防尘罩覆盖所述辅助安装盒的所述敞口。
7.根据权利要求1所述的管件冲压自动化设备,其特征在于,所述管件冲压自动化设备还包括分料机构,所述分料机构设置于所述移送面和所述机械手机构之间,用于将到达所述移送面的所述管件依次分离开。
8.根据权利要求7所述的管件冲压自动化设备,其特征在于,所述分料机构包括至少两个分料气缸和至少两个分料隔板,每个所述分料气缸的输出端与一个所述分料隔板相连,每个所述分料隔板上形成有开口向上的分料槽,所述至少两个分料气缸受控地前后动作以依次使不同的所述分料隔板的所述分料槽接收所述管件。
9.根据权利要求1所述的管件冲压自动化设备,其特征在于,所述管件冲压自动化设备还包括校正机构,用于对放置于所述机械手机构上的管件进行位置校正,其中,所述校正机构包括校正气缸和定位挡板,所述校正气缸的输出端与所述定位挡板相连。
10.根据权利要求1所述的管件冲压自动化设备,其特征在于,所述管件冲压自动化设备还包括具有从后向前倾斜向下的上表面的滑料板,设置于所述冲压模具的下游。
技术总结
本技术提供了一种管件冲压自动化设备,包括:提升机、冲床和机械手机构;其中,所述提升机配置为将所述管件提升至移送面;所述冲床设置于所述提升机的下游,用于对所述管件进行冲压成型;所述机械手机构设置于所述冲床的两个左右相对设置的冲床台之间,配置为将到达所述移送面的所述管件移送到所述冲床台的冲压模具处。本技术的管件冲压自动化设备实现了管件的自动输送和拿取,效率高,速度快,全程无需人工操作,稳定安全。
技术研发人员:牛海平
受保护的技术使用者:昆山汇欣德智能科技有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!