一种自动焊接设备的制作方法
本技术涉及焊接设备,具体而言,涉及一种自动焊接设备。
背景技术:
1、现有技术中,对架体结构(例如方通架)等焊接通常采用焊接设备进行半自动焊接,然而现有的焊接设备无法满足尺寸发生变化的架体结构的焊接需求,在焊接完成后通常还需要人工进行补焊,导致焊接效率低。
技术实现思路
1、本实用新型的目的在于提供一种自动焊接设备,其焊接精准度高且焊接效率高,其能够满足各种尺寸的待焊接件的焊接需求,提高了自动焊接设备的适应性。
2、本实用新型的实施例是这样实现的:
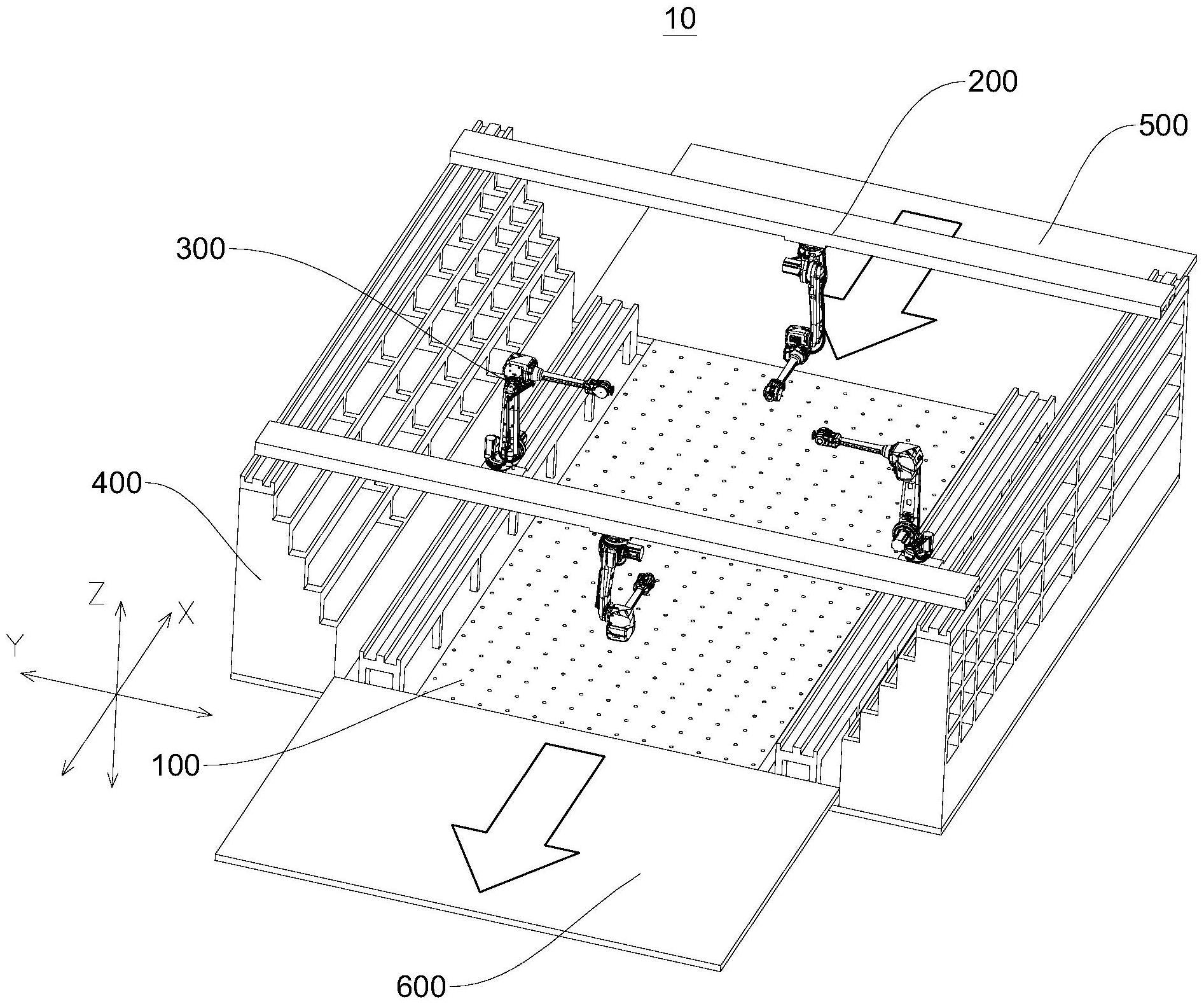
3、第一方面,本实用新型提供一种自动焊接设备,包括:
4、焊接平台;
5、取料机构,所述取料机构可活动地设置于所述焊接平台,所述取料机构用于取待焊接件并将所述待焊接件放置于所述焊接平台;
6、焊接机构,所述焊接机构可活动地设置于所述焊接平台,所述焊接机构用于对放置于所述焊接平台的所述待焊接件进行焊接。
7、在可选的实施方式中,所述自动焊接设备还包括储料架,所述储料架用于放置所述待焊接件,所述储料架设置于所述焊接平台的一侧和/或两侧,所述取料机构可活动地设置于储料架。
8、在可选的实施方式中,所述储料架的数量包括两个,两个所述储料架相对地设置于所述焊接平台的两侧。
9、在可选的实施方式中,所述取料机构的数量包括两个,两个所述取料机构分别设置于两个所述储料架。
10、在可选的实施方式中,所述取料机构包括第一滑轨、第二滑轨以及取料件,所述第一滑轨设置于所述储料架,并沿平行于所述焊接平台的一侧的第一方向延伸,所述第二滑轨可滑动地设置于所述第一滑轨,并沿垂直于所述第一方向的第二方向延伸,所述取料件滑动地设置于所述第二滑轨。
11、在可选的实施方式中,所述储料架开设有多个容置槽,所述容置槽用于容置所述待焊接件,所述多个容置槽的延伸长度沿平行于所述焊接平台的一侧的第一方向逐渐减小或增大。
12、在可选的实施方式中,所述焊接机构包括第三滑轨和焊接件,所述第三滑轨沿平行于所述焊接平台的一侧的第一方向延伸,所述焊接件滑动设置于所述第三滑轨。
13、在可选的实施方式中,所述焊接机构的数量包括两个,两个所述焊接机构相对地设置于所述焊接平台的两侧。
14、在可选的实施方式中,所述焊接平台开设有多个安装孔,所述多个安装孔呈矩阵排列,所述多个安装孔用于安装定位块。
15、在可选的实施方式中,所述自动焊接设备还包括进料区和出料区,所述进料区和所述出料区分别设置于所述焊接平台的两侧。
16、本实用新型实施例提供的自动焊接设备的有益效果包括:取料机构和焊接机构均可相对焊接平台所在的平面移动,因此取料机构可将待焊接件放置于焊接平台上的任意部位,以方便进行焊接;而焊接机构可在焊接平台上的任意位置进行焊接,以此满足各种尺寸的待焊接件的焊接需求,提高了自动焊接设备的适应性。因此,通过取料机构取待焊接件并将待焊接件放置于焊接平台上,再通过焊接机构对放置于焊接平台的待焊接件进行焊接,以此实现待焊接件的焊接及取料地全自动化焊接作业,焊接精准度高且焊接效率高。
技术特征:
1.一种自动焊接设备,其特征在于,包括:
2.根据权利要求1所述的自动焊接设备,其特征在于,所述自动焊接设备还包括储料架,所述储料架用于放置所述待焊接件,所述储料架设置于所述焊接平台的一侧和/或两侧,所述取料机构可活动地设置于储料架。
3.根据权利要求2所述的自动焊接设备,其特征在于,所述储料架的数量包括两个,两个所述储料架相对地设置于所述焊接平台的两侧。
4.根据权利要求3所述的自动焊接设备,其特征在于,所述取料机构的数量包括两个,两个所述取料机构分别设置于两个所述储料架。
5.根据权利要求2所述的自动焊接设备,其特征在于,所述取料机构包括第一滑轨、第二滑轨以及取料件,所述第一滑轨设置于所述储料架,并沿平行于所述焊接平台的一侧的第一方向延伸,所述第二滑轨可滑动地设置于所述第一滑轨,并沿垂直于所述第一方向的第二方向延伸,所述取料件滑动地设置于所述第二滑轨。
6.根据权利要求2所述的自动焊接设备,其特征在于,所述储料架开设有多个容置槽,所述容置槽用于容置所述待焊接件,所述多个容置槽的延伸长度沿平行于所述焊接平台的一侧的第一方向逐渐减小或增大。
7.根据权利要求1所述的自动焊接设备,其特征在于,所述焊接机构包括第三滑轨和焊接件,所述第三滑轨沿平行于所述焊接平台的一侧的第一方向延伸,所述焊接件滑动设置于所述第三滑轨。
8.根据权利要求1所述的自动焊接设备,其特征在于,所述焊接机构的数量包括两个,两个所述焊接机构相对地设置于所述焊接平台的两侧。
9.根据权利要求1所述的自动焊接设备,其特征在于,所述焊接平台开设有多个安装孔,所述多个安装孔呈矩阵排列,所述多个安装孔用于安装定位块。
10.根据权利要求1所述的自动焊接设备,其特征在于,所述自动焊接设备还包括进料区和出料区,所述进料区和所述出料区分别设置于所述焊接平台的两侧。
技术总结
本技术的目的在于提供一种自动焊接设备,涉及焊接设备技术领域。自动焊接设备包括焊接平台、取料机构、以及焊接机构。其中,取料机构和焊接机构均可活动地设置于焊接平台,通过取料机构取待焊接件并将待焊接件放置于焊接平台上,再通过焊接机构对放置于焊接平台的待焊接件进行焊接,以此实现待焊接件的全自动化焊接作业,焊接精准度高且焊接效率高。取料机构和焊接机构均可相对焊接平台所在的平面移动,因此取料机构可将待焊接件放置于焊接平台上的任意部位,以方便进行焊接;而焊接机构可在焊接平台上的任意位置进行焊接,以此满足各种尺寸的待焊接件的焊接需求,提高了自动焊接设备的适应性。
技术研发人员:请求不公布姓名
受保护的技术使用者:利元亨(博罗)智能机械有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!