一种热丝定型工装的制作方法
本技术涉及镀膜辅助设备,特别涉及一种热丝定型工装。
背景技术:
1、随着光伏产业的不断发展,异质结及钙钛矿太阳能电池的呼声越来越高,其大规模量产使用的热度也在不断提高。但目前异质结和钙钛矿太阳能电池技术还有多项关键技术点等待突破,异质结主要设备pecvd占4亿元/gw的异质结设备投资成本的50%左右,其成本下降的空间十分有限。相对于pecvd设备,hwcvd技术具有镀膜质量好、速度块、耗气量低、不产生粉尘、不需要nf3清洗、产能高、设备成本低和运行成本低等诸多优势,逐渐被行业采纳,其热度正在逐渐升高。
2、hwcvd设备中,裂解特气(裂解特气是指真空镀膜过程中,需要通入特气,如:ph3、b2h6、sih4等)通入的气体在热丝高温环境中发生裂解,以此形成镀膜所需的离子。主要靠热丝的温度,所以热丝的整形与定型至关重要,其尺寸、与载盘的距离、温度大小和耐温特性等诸多特性参数均对镀膜效果和使用寿命有着密不可分的联系,所以热丝的选择与定型至关重要。目前因hwcvd技术在镀膜行业应用尚未普及,其热丝的整形与定型方法尚处于空白。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种热丝定型工装,能够实现热丝按照预期要求进行定型。
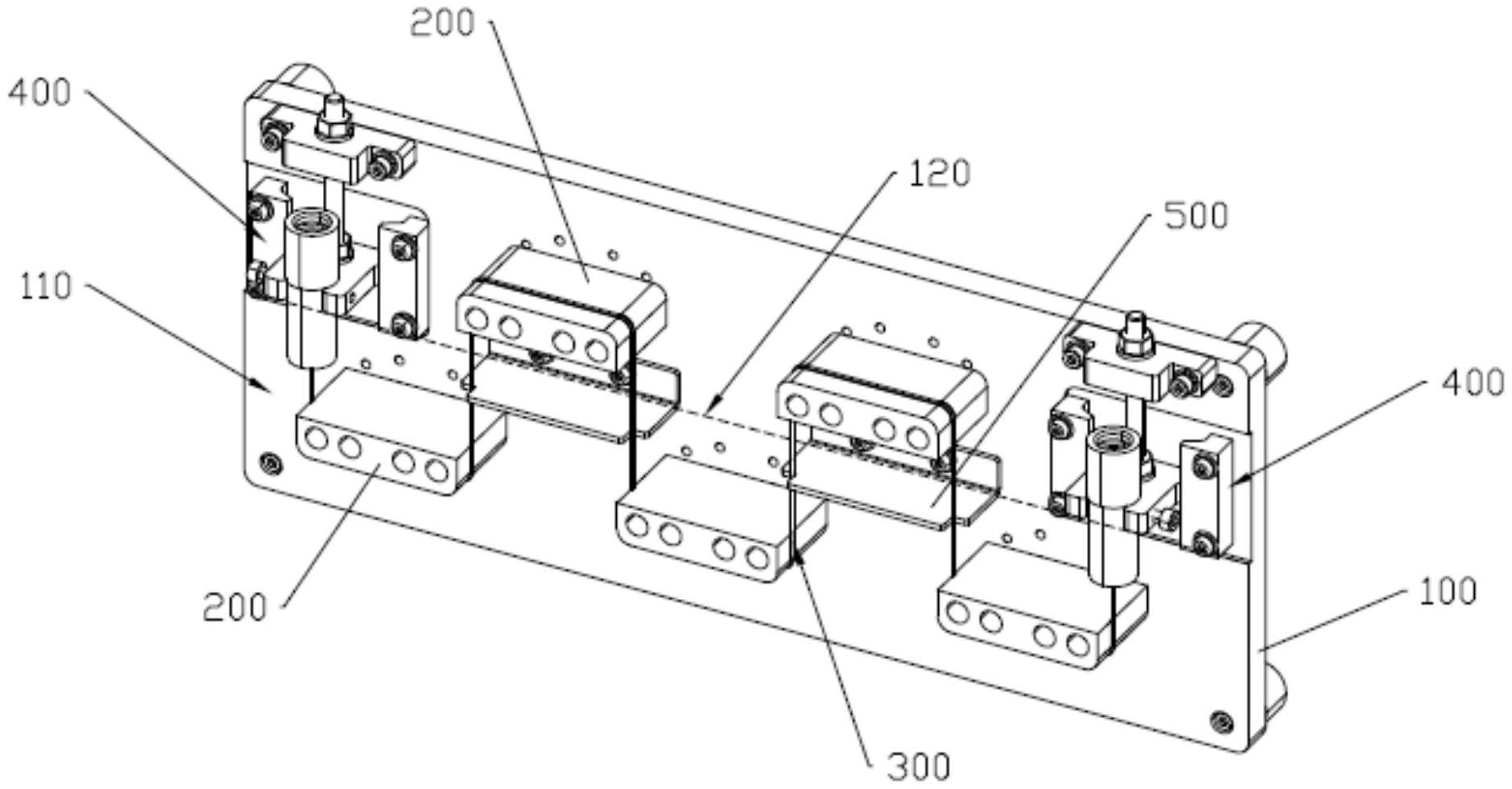
2、根据本实用新型实施例的一种热丝定型工装,包括:
3、安装面板;
4、热丝折角器,所述热丝折角器安装在所述安装面板上,以供热丝绕设而过;
5、热丝拉紧总成,所述热丝拉紧总成的数量为两个,所述热丝拉紧总成安装在所述安装面板上,两个所述热丝拉紧总成能够分别连接在绕设后所述热丝的一端,并能够将所述热丝沿预设拉紧方向拉紧,且使拉紧后的所述热丝整体处于同一平面。
6、根据本实用新型实施例的热丝定型工装,至少具有如下有益效果:在需要对热丝进行定型的时候,将热丝折角器按热丝预折方向交错布置在斩断线的两侧,并固定连接在安装面板上,热丝绕过各个热丝折角器以后,其形状即为所需要定型的热丝。再通过两个热丝拉紧总成连接在绕设后热丝的一端,并将热丝沿预设拉紧方向拉紧,使得热丝保持弯折后的形状,达到对热丝张紧、整形、定型的效果。拉紧后的热丝整体处于同一平面,保证各段的尺寸、性能相同,在将热丝斩断以后,不会出现各段的尺寸、性能出现不一样的情况。经过一定的时间定型以后,再将热丝从热丝拉紧总成上取下来以后,热丝依然能保持定型折线。
7、根据本实用新型的一些实施例,所述热丝折角器设有绕线槽,所述绕线槽沿所述热丝的绕设路径设置,所述绕线槽的槽向路径到所述安装面之间的距离保持不变。
8、根据本实用新型的一些实施例,所述热丝拉紧总成包括热丝固定组件和拉动组件,所述热丝固定组件用于和所述热丝的一端固定连接,所述拉动组件安装在所述安装面板上,所述热丝固定组件与所述拉动组件连接,所述拉动组件能够带动所述热丝固定组件沿所述热丝的预设拉紧方向运动。
9、根据本实用新型的一些实施例,所述热丝固定组件包括热丝固定块和紧固件,所述热丝固定块设有供所述热丝穿入的热丝穿入孔,所述热丝固定块上设有热丝固定孔,所述热丝固定孔和所述热丝穿入孔连通,所述紧固件安装在所述热丝固定孔上,且能够将穿入所述热丝穿入孔中的所述热丝固定,所述热丝固定块与所述拉动组件连接。
10、根据本实用新型的一些实施例,所述拉动组件上设有安装槽,所述热丝固定块可拆卸的安装在所述安装槽中。
11、根据本实用新型的一些实施例,所述拉动组件包括安装块、导向座和拉动件,所述导向座安装在所述安装面板上,所述导向座具有导向行程,所述导向行程与所述热丝的预设拉紧方向同向,所述安装块安装在所述导向座上,所述热丝固定组件安装在所述安装块上,所述拉动件与所述安装块连接,能够拉动所述安装块沿所述导向行程运动。
12、根据本实用新型的一些实施例,所述导向座设有导向槽,所述导向槽沿所述导向行程设置,所述安装块滑动安装在所述导向槽内,所述拉动件能够拉动所述安装块沿所述导向槽运动。
13、根据本实用新型的一些实施例,所述拉动件包括固定座、螺杆和螺母,所述固定座固定在所述安装面上,所述螺杆与所述导向行程平行设置,所述螺杆的一端与所述安装块固定连接,另一端穿过所述固定座和所述螺母连接。
14、根据本实用新型的一些实施例,所述斩断定位板上设有定位槽,所述定位槽位于所述热丝穿过所述斩断定位板的路径上。
15、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种热丝定型工装,其特征在于,包括:
2.根据权利要求1所述的热丝定型工装,其特征在于:所述热丝折角器设有绕线槽,所述绕线槽沿所述热丝的绕设路径设置,所述绕线槽的槽向路径到所述安装面之间的距离保持不变。
3.根据权利要求1所述的热丝定型工装,其特征在于:所述热丝拉紧总成包括热丝固定组件和拉动组件,所述热丝固定组件用于和所述热丝的一端固定连接,所述拉动组件安装在所述安装面板上,所述热丝固定组件与所述拉动组件连接,所述拉动组件能够带动所述热丝固定组件沿所述热丝的预设拉紧方向运动。
4.根据权利要求3所述的热丝定型工装,其特征在于:所述热丝固定组件包括热丝固定块和紧固件,所述热丝固定块设有供所述热丝穿入的热丝穿入孔,所述热丝固定块上设有热丝固定孔,所述热丝固定孔和所述热丝穿入孔连通,所述紧固件安装在所述热丝固定孔上,且能够将穿入所述热丝穿入孔中的所述热丝固定,所述热丝固定块与所述拉动组件连接。
5.根据权利要求3所述的热丝定型工装,其特征在于:所述拉动组件包括安装块、导向座和拉动件,所述导向座安装在所述安装面板上,所述导向座具有导向行程,所述导向行程与所述热丝的预设拉紧方向同向,所述安装块安装在所述导向座上,所述热丝固定组件安装在所述安装块上,所述拉动件与所述安装块连接,能够拉动所述安装块沿所述导向行程运动。
6.根据权利要求5所述的热丝定型工装,其特征在于:所述导向座设有导向槽,所述导向槽沿所述导向行程设置,所述安装块滑动安装在所述导向槽内,所述拉动件能够拉动所述安装块沿所述导向槽运动。
7.根据权利要求5所述的热丝定型工装,其特征在于:所述拉动件包括固定座、螺杆和螺母,所述固定座固定在所述安装面上,所述螺杆与所述导向行程平行设置,所述螺杆的一端与所述安装块固定连接,另一端穿过所述固定座和所述螺母连接。
8.根据权利要求1所述的热丝定型工装,其特征在于:所述热丝折角器的数量为多个,所述热丝折角器交错布置在所述安装面板上,并排列形成两行热丝折角器组。
9.根据权利要求8所述的热丝定型工装,其特征在于:还包括斩断定位板,两行所述热丝折角器组的之间形成有斩断线,所述斩断线到两行所述热丝折角器组的之间的距离相等,两侧相邻的所述热丝折角器之间均设有所述斩断定位板,所述斩断定位板沿所述斩断线设置,所述斩断定位板位于所述热丝的绕设路径上。
10.根据权利要求9所述的热丝定型工装,其特征在于:所述斩断定位板上设有定位槽,所述定位槽位于所述热丝穿过所述斩断定位板的路径上。
技术总结
本技术公开了一种热丝定型工装,涉及镀膜设备技术领域。热丝定型工装,安装面板;热丝折角器,所述热丝折角器安装在所述安装面板上,以供热丝绕设而过;热丝拉紧总成,所述热丝拉紧总成的数量为两个,所述热丝拉紧总成安装在所述安装面板上,两个所述热丝拉紧总成能够分别连接在绕设后所述热丝的一端,并能够将所述热丝沿预设拉紧方向拉紧,且使拉紧后的所述热丝整体处于同一平面。本技术的热丝定型工装能够实现热丝按照预期要求进行定型。
技术研发人员:张勇,程培勇,杨福满,赵步举,张海涛,刘顺,谭晓华
受保护的技术使用者:深圳市捷佳伟创新能源装备股份有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!