由具有六边形圈的钢丝制成的钢丝网、生产装置和生产方法与流程
本发明涉及一种根据权利要求1的前序部分所述的钢丝网、一种根据权利要求13的前序部分所述的生产装置以及一种根据权利要求17所述的生产方法。
背景技术:
1、在专利号为pl235814b1的波兰专利文献中,描述了一种六边形网,其由抗拉强度在1,500n/mm2和1,900n/mm2之间的高强度钢制成。然而,这里描述的六边形网具有特殊的、特别是细长的网孔形状,其中网孔宽度和网孔高度的比率强制地总是小于0.75。根据上述专利文献,这种网孔几何形状与由非高强度钢丝制成的六边形网的常规网孔几何形状显著不同,该六边形网孔通常为60mm×80mm(比率0.75)、80mm×100mm(比率0.8)或100mm×120mm(比率0.83)。然而,在欧洲标准“steel wire nettings having hexagonal meshesfor civil engineering purposes(用于土木工程目的具有六边形网孔的钢丝网)”(en10223-3:2013)中清楚地定义了这些网孔尺寸。因此,具有小于0.75的网孔宽度/网孔高度比率的网孔,即专利文献pl 235814 b1中描述的网孔宽度/网孔高度比率,不符合欧洲标准的要求。专利文献pl 235814 b1中描述的六边形网孔甚至具有仅为0.62的网孔宽度/网孔高度比率。只有当网孔宽度/网孔高度比率为0.75或更大时,六边形网也是符合标准的,因此可以以规则的方式用于土木工程目的。与此相反,在专利文献pl 235814 b1的第九段中清楚地描述了,在专利所有者的观点中,目前不可能由高强度钢丝制成标准尺寸的六边形网,因此如果使用高强度钢,则必然需要不同的(较小)网孔宽度/网孔高度比率。事实上,市场上对高强度六边形网的需求过去和现在都如此之大,专利文献pl 235814 b1的专利所有者尽管如此,仍然提供和分销该专利文献中描述的不符合标准的六边形网。市场长期以来显示出对高强度六边形网的巨大需求,该六边形网同时满足根据标准en 10223-3:2013关于网孔形状和网孔尺寸,特别是关于网孔宽度/网孔高度比率的要求。尽管付出了相当多的努力,但是在提交本文件时,市场上并不知道这种六边形网。
技术实现思路
1、本发明的目的尤其是提供一种由高强度钢丝制成的通用钢丝网,并且具有改进的网孔几何形状,尤其是改进的网孔宽度/网孔高度比率。根据本发明,该目的通过权利要求1、13和17的特征来实现,而本发明的有利实施方式和进一步的改进可从从属权利要求中获得。
2、本发明基于一种钢丝网,特别是六边形网,其由具有六边形网孔的钢丝制成,特别是用于土木工程目的,优选用于自然灾害防护领域中的应用,其中钢丝与相邻钢丝交替地扭绞,优选以规则的方式扭绞,并且其中钢丝由高强度钢形成或者至少具有由高强度钢制成的丝芯(例如,设置有覆层或涂层的高强度钢丝)。
3、提出的是,由六边形网孔的网孔宽度,特别是平均网孔宽度和垂直于网孔宽度测量的六边形网孔的网孔高度,特别是平均网孔高度计算的平均比率至少为0.75,优选至少为0.8。这有利地允许提供由高强度钢丝制成的具有特别有利的网孔几何形状的钢丝网,特别是已经广泛使用并且在非高强度领域中得到良好证明的网孔几何形状。有利地,以这种方式可以保持六边形网的已知的和经证实的保持特性(例如,该保持特性取决于岩石尺寸)同时六边形网的强度(即,例如抗撕裂性或抗破裂性)可以显著地增加。有利地,由于迄今为止已经使用具有符合标准的网孔尺寸的非高强度六边形网的现有规划和设计(例如,护坡石笼、海岸防护石笼、水沟网、石辊等)能够以简单、不复杂的方式(避免红胶带)被改进和/或加固,例如,因为非高强度六边形网可以直接且无需重大改变地被具有相同网孔几何形状的高强度六边形网孔网代替。例如,有利地,对于护坡石笼、海岸防护石笼、水沟网和/或石辊,可以使用相同的填充材料,特别是具有相同颗粒尺寸的填充材料。这有利地允许降低成本以及工作输入。特别地,根据本发明的钢丝网不能用已知的常规机器生产,也不能用专利文献pl 235814 b1中描述的生产装置生产。因此,在本技术中解释的进一步的修改和/或方法步骤对于根据本发明的钢丝网的生产是不可缺少的。
4、特别地,六边形网孔具有至少基本上对称的六边形的形状。特别地,六边形网孔在每种情况下具有稍微细长的蜂窝形状。特别地,六边形网孔在钢丝网的网平面中形成无间隙的镶嵌。“土木工程目的”尤其是要理解的目的,其包括对构筑物进行的规划、执行性能和/或修改。用于自然灾害防护领域中的应用的示例是前述的石笼,如护坡石笼、石辊、海岸防护石笼或水沟网,以及跨地形跨度、拦截围栏等。
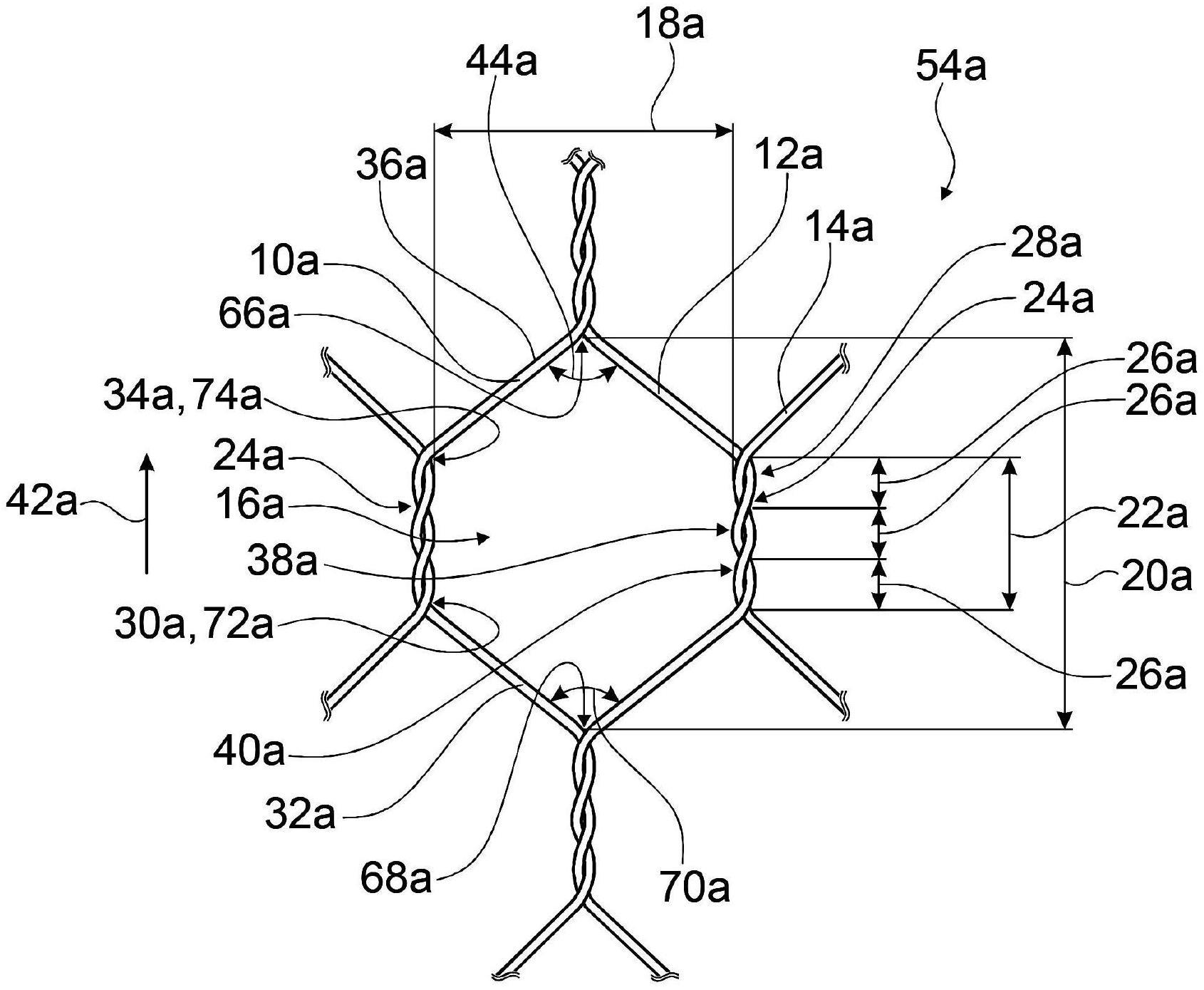
5、特别地,参数的平均值,例如平均网孔宽度/网孔高度比率、平均网孔宽度、平均网孔高度、界定六边形网孔的钢丝网的扭绞区域的平均长度、绞结的平均长度、在从界定六边形网孔的钢丝的至少基本上直的区段到界定六边形网孔的钢丝的扭绞区域的过渡部中钢丝的平均入口曲率、在从界定六边形网孔的钢丝的扭绞区域到界定六边形网孔的钢丝的至少基本上直的另一区段的过渡部中钢丝的平均出口曲率、和/或六边形网孔的平均张角,由具有该参数的钢丝网的若干个、特别地至少三个、优选地至少五个、优选地至少七个且特别地优选地至少十个网孔的平均值产生,其中用于产生平均值的网孔优选地不直接彼此相邻。
6、“网孔宽度”尤其是指在界定六边形网孔的钢丝网的两个扭绞区域之间的距离,扭绞区域至少基本上彼此平行地延伸并且位于六边形网孔的相对侧边上。“网孔高度”尤其是指钢丝网的六边形网孔的两个角部之间的距离,该两个角部在平行于扭绞区域的主延伸方向的方向上彼此相对布置。特别地,界定六边形网孔的两条钢丝的绞结在六边形网孔的角部处开始和/或结束,在所述六边形网孔的角部处测量网孔高度。尤其是,钢丝网的六边形网孔的网孔宽度小于钢丝网的六边形网孔的网孔高度。物体的“主延伸方向”在此尤其应理解为平行于刚好完全包围物体的最小几何矩形立方体的最长边延伸的方向。
7、进一步提出的是,钢丝的高强度钢的抗拉强度为至少1,560n/mm2,优选地至少1,700n/mm2,且优选地至少1,950n/mm2。这有利地允许获得特别高的稳定性的钢丝网和/或由钢丝网制成的构筑物/制成为具有钢丝网的构筑物。有利地,以这种方式,例如可实现特别有利的自然灾害防护。
8、例如,如果钢丝的高强度钢同时具有最大2,150n/mm2的抗拉强度,则有利地可以将钢丝网的钢丝的脆性保持在低水平,该脆性随着抗拉强度的增加而增加。实验表明,特别是当使用抗拉强度在1,700n/mm2和2,150n/mm2之间,优选在1,950n/mm2和2,150n/mm2之间的狭窄、特别地选择的抗拉强度范围内的钢丝时,可有利地在特别高的稳定性和同时有限的脆性之间产生特别有利的平衡。这种平衡尤其有利于利用钢丝网来生产任何种类的石笼。例如,这使得石笼能够具有特别高的填充能力,并因此具有特别大且稳定的构造,同时在例如石块坠落的事件的情况下,石笼特别抗断裂,其中石块坠落在石笼上。
9、此外,提出的是,界定六边形网孔的扭绞区域的长度,特别是平均长度,是特别是平均网孔高度的至少30%,优选地至少35%,并且优选地至少40%。这有利地允许获得特别高的钢丝网稳定性。有利地,以这种方式,六边形网孔的扭绞区域中的缠绕曲率可以保持在(适度)范围中,在该范围中,所使用的高强度钢丝的断裂风险相对较低。
10、此外,提出的是,界定六边形网孔的扭绞区域的长度,特别是平均长度,是特别是平均网孔宽度的至少50%,优选地至少55%,并且优选地至少60%。这有利地允许获得特别高的钢丝网稳定性。
11、还提出的是,在界定六边形网孔的扭绞区域内的绞结长度,特别是平均长度,小于1.1cm,优选地小于1cm,优选地钢丝的直径在2mm和4mm之间。这有利地允许将网孔高度保持在期望的范围内,而在从界定六边形网孔的非扭绞区域到扭绞区域的过渡部中或从扭绞区域到界定六边形网孔的非扭绞区域的过渡部中不需要太大的入口曲率和/或出口曲率。有利地,以这种方式并且特别地与上述扭绞区域的最小长度一起,可实现材料友好的缠绕曲率和材料友好的入口曲率和出口曲率的特别有利的平衡,因此特别地实现了钢丝网的高水平的整体稳定性和/或整体抗断裂性。
12、优选地,在从钢丝的界定六边形网孔的至少基本上直的区段到钢丝的界定六边形网孔的扭绞区段的过渡部中,钢丝的,特别是平均的入口曲率至少基本上等于在从钢丝的界定六边形网孔的扭绞区域到钢丝的界定六边形网孔的至少基本上直的另一区段的过渡部中钢丝的,特别是平均的出口曲率。这有利地允许实现六边形网孔的特别高的对称度,因此有利地使得能够在沿着网孔高度彼此相对定位的钢丝网的至少两个牵拉方向上,优选地在金属丝网的所有方向上,实现特别均匀的承载能力。这样,可以有利地防止安装错误,例如安装非对称钢丝网翻转180°。“基本上相等”在此是指曲率的曲率半径的偏差尤其小于20%,优选小于15%,有利地小于10%,优选小于5%和特别优选小于2.5%。优选地,在从界定六边形网孔的钢丝的至少基本上直的区段到界定六边形网孔的钢丝的扭绞区域的过渡部中,钢丝与在从界定六边形网孔的钢丝的扭绞区域到界定六边形网孔的钢丝的至少基本上直的另一区段的过渡部中弯曲到至少基本上相等的程度。“弯曲到至少基本上相等的程度”在此尤其是指,在从上方观察时在钢丝网上可见的弯曲在过渡部中具有弯曲角度,该弯曲角度相差小于20%,优选小于15%,有利地小于10%,优选小于5%,特别优选小于2.5%。
13、此外,提出的是,界定六边形网孔的扭绞区域包括多于三个连续的绞结,其特别地具有相同的方向。这特别允许获得钢丝网的高稳定性。此外,有利地,在扭绞区域中的丝材断裂的情况下,可以降低扭绞区域完全解开的可能性。优选地,界定六边形网孔的扭绞区域包括至少五个或至少七个连续的绞结,其优选地具有相同的方向。“绞结”尤其是由相邻的钢丝180°地缠绕钢丝中的一个。优选地,两根丝材彼此缠绕的牢固的螺旋状缠绕,其中两根丝材缠绕180°,被理解为绞结。在连续三个绞结的情况下,每根钢丝因此被各自的另一根钢丝缠绕540°(五次:900°,七次:1260°)。
14、如果优选地,六边形网孔的至少一个张角,特别是平均张角,在纵向方向上跨越六边形网孔,是至少70°,优选地至少80°,并且优选地至少90°,有利地,能够实现高度的稳定性,同时维持0.75的有利的网孔宽度/网孔高度比率。有利地,0.75或更大的有利的网孔宽度/网孔高度比率可利用同时具有足够长度的扭绞区域来实现,从而避免了丝材断裂。在纵向方向上跨越六边形网孔的张角尤其是(未扭绞的)钢丝在两个钢丝相遇或分离的角部中跨越的角,这两个钢丝一起界定六边形网孔(四周)。特别地,六边形网孔具有在纵向方向上跨越六边形网孔的两个张角。特别地,在纵向方向上跨越六边形网孔的两个张角为至少70°,优选地至少80°,并且优选地至少90°。特别地,在纵向方向上跨越六边形网孔的两个张角至少基本上相等。“基本上相等”在此尤其是指,张角在尺寸方面的一致性,其中最大偏差为8°,优选地6°,有利地4°并且优选地2°。六边形网孔的纵向方向特别地平行于六边形网孔的主延伸方向延伸。
15、因此,如果在纵向方向上跨越六边形网孔的相对布置的张角,特别是中间张角,彼此相差最大8°,优选最大6°,优选最大4°,有利地,可以实现钢丝网,特别是六边形网孔的高度对称性,因此,有利地,可以在沿着网孔高度彼此相对设置的钢丝网的至少两个牵引方向上,优选在钢丝网的所有方向上获得特别均匀的承载能力。
16、如果六边形网孔的特别是平均的网孔宽度为大约60mm、大约80mm或大约100mm,则有利地可以在规划和建设项目中获得钢丝网的高度且快速的接受。有利地,以这种方式,将能够实现已经规划或设计的构筑物的简单加强,特别是由于特别简单的重新规划。特别地,六边形网孔具有符合标准en 10223-3:2013的网孔尺寸和/或网孔形状。特别地,本文的钢丝具有2mm、3mm、4mm的直径或具有2mm至4mm之间的值。
17、此外,如果钢丝的高强度钢由不锈钢类型的钢实现或者至少具有由不锈钢类型的钢制成的鞘,则可以保持特别高的耐腐蚀性,并且因此保持包括钢丝网的构筑物的特别长的寿命。100年及更长的寿命往往是客户所要求的,并且理论上可通过使用不锈钢型钢来实现。特别地,钢丝由具有根据标准din en 10027-2:2015-07的材料编号在1.4001和1.4462之间的不锈钢制成,例如由具有din en 10027-2:2015-07的材料编号1.4301、1.4571、1.4401、1.4404或1.4462中的一种的不锈钢制成。
18、如果钢丝具有防腐蚀涂层或防腐蚀覆层,则也可以有利地实现高耐腐蚀性和长寿命,其中与不锈钢丝相比,成本可以保持在低水平。特别地,防腐蚀涂层实现为镀锌、znal涂层、znalmg涂层或相当的金属防腐蚀涂层。特别地,防腐蚀覆该层实现为在周向方向上围绕钢丝的非金属覆层,例如实现为塑料封套(例如pvc)或石墨烯封套。
19、还提出的是,防腐蚀涂层至少实现为根据标准din en 10244-2:2001-07的b级防腐蚀涂层,优选地实现为根据标准din en 10244-2:2001-07的a级防腐蚀涂层。这有利地允许获得特别高的耐腐蚀性并因此获得长的寿命。优选地,不仅原材料,即未弯曲的钢丝,具有b级或a级防腐蚀涂层,而且成品钢丝网也具有。特别地,在具有交替气候试验的试验运行中,具有防腐蚀层的钢丝网的至少一部分具有超过1,680小时、优选超过2,016小时、有利地超过2,520小时、优选超过3,024小时并且特别优选超过3,528小时的耐腐蚀性。“交替气候试验”尤其是指防腐蚀,特别是防腐蚀层的耐腐蚀性试验,优选遵循vda(德国汽车工业协会)在其建议vda 233-102中给出的规范,其特别地至少在部分周期内用盐雾对至少一个试件进行雾化或和/或喷雾,和/或在至少子周期内将试件暴露于从室温到零下温度的温度变化。通过改变试件所暴露于的温度、相对湿度和/或盐浓度,可以有利地提高试验方法的可靠性。特别地,试验条件可以适应为更接近金属丝网装置所暴露于的实际条件,特别是当在现场使用时。试件优选地实施为丝材的子部分,该丝材至少基本上与金属丝网装置的丝材相同,优选地实施为金属丝网装置的丝材的子部分。交替气候试验优选地根据交替气候试验的常规边缘条件进行,所述常规边缘条件是本领域技术人员已知的,并且特别地在2013年6月30日的vda推荐233-102中列出。交替气候试验特别地在试验室中进行。在交替气候试验期间,试验室内部的条件特别是严格控制的条件。特别地,在交替气候试验中必须遵循关于温度分布、相对空气湿度和用盐雾进行雾化的期间的严格规范。交替气候试验的试验循环特别地被分成七个循环部分。交替气候试验的试验循环特别地持续一周。一个循环部分特别地持续一天。试验循环包括三个不同的试验子循环。试验子循环实施循环部分。三个试验子循环包括至少一个循环a、至少一个循环b和/或至少一个循环c。在试验循环期间,试验子循环按以下顺序逐个实现:循环b、循环a、循环c、循环a、循环b、循环b、循环a。
20、循环a特别地包括盐雾阶段。在盐雾阶段,特别地在试验室内喷洒盐雾。特别地,在循环a期间喷洒的盐溶液在此特别地实现为氯化钠在蒸馏水中的溶液,其优选地在溶液制备之前煮沸,并且其优选地在(25±2)℃下具有最大20μs/cm的电导率,质量浓度在(10±1)g/l的范围内。用于交替气候试验的试验室特别地具有至少0.4m3的内部容积。特别是在试验室的操作中,内部容积均匀地填充有盐雾。试验室的上部优选地以在表面上形成的水滴不能落到试件上的方式实现。有利地,在盐雾的喷洒期间,特别是在试验室内,温度为(35±0.5)℃,优选地在距试验室的壁至少100mm的距离处测量温度。
21、循环b特别地包括工作阶段,在该阶段期间,温度保持在室温(25℃)并且相对湿度保持在室内典型的相对空气湿度(70%)。在工作阶段中,特别是试验室可以打开,并且可以评估和/或检查试件。
22、循环c特别地包括冷冻阶段。在冷冻阶段,特别地,试验室温度保持在低于0℃的值,优选-15℃的值。
23、“耐腐蚀性”尤其应理解为在腐蚀试验例如交替气候试验期间材料的耐久性,特别是根据2013年6月30日的vda建议233-102,在此期间保持试件的功能性,和/或优选地在交替气候试验期间低于试件的腐蚀参数的阈值的持续时间。“保持的功能性”尤其应理解为,试件与金属丝网的功能性相关的材料特性,如抗撕裂性和/或脆性,保持基本上不变。“材料特性保持基本上不变”尤其应理解为,材料参数和/或材料特性的变化相对于腐蚀试验之前的初始值小于10%,优选地小于5%,优选地小于3%,特别优选地小于1%。优选地,腐蚀参数实施为试件的整个表面的百分比,在该试件上,深棕锈(dbr)是特别地可视觉地感知。腐蚀参数的阈值优选为5%。因此,耐腐蚀性优选指示直到在试件的总表面的5%上,特别是试件在交替气候试验中暴露于盐雾的总表面的5%上可视觉地感知深棕锈(dbr)时,所经过的时间间隔。优选地,耐腐蚀性是在交替气候试验开始和在试件表面上出现5%dbr之间经过的时间。
24、特别地,所使用的防腐蚀涂层的钢丝网的生产方法已经被特别地修改,使得所得钢丝具有高抗断裂性,尽管抗拉强度高且防腐蚀层厚,并且特别地,经受得住钢丝网的生产过程,使得所得钢丝网不断裂且防腐蚀层保持不受破坏。为此,例如特别选择涂覆温度,使得涂覆的高强度钢丝的额外脆性可以保持较低。为此,例如在镀锌中,镀浴的温度特别地保持低于通常的温度。特别地,在每个工艺步骤中,本文的镀浴的温度保持低于440℃,优选低于435℃,有利地低于430℃,优选地低于425℃。同时本文的镀浴的涂布温度保持高于421℃。特别地,为此需要对镀浴进行广泛的温度控制。特别地,在此考虑在涂覆过程期间碳从高强度钢丝的额外泄漏,从而影响钢丝的脆性和强度。此外,由涂覆钢丝制造钢丝网的方法优选特别地以这样的方式进行适应,即,在编织六边形网孔时,在最大可能的程度上防止钢丝的破裂或防腐蚀层的损坏。为此,与常规的生产工艺相比,特别是相邻钢丝被扭绞的扭绞速度被降低。特别地,扭绞速度为至少0.5秒每(180°)绞结,优选至少0.75秒每(180°)绞结,并且优选至少一秒每(180°)绞结。
25、在具有b级防腐蚀涂层和具有约2mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少115g/m2。在具有b级防腐蚀涂层和具有约3mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少135g/m2。在具有b级防腐蚀涂层和具有约4mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少135g/m2。在具有b级防腐蚀涂层和具有约5mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少150g/m2。在具有a级防腐蚀涂层和具有约2mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少205g/m2。在具有a级防腐蚀涂层和具有约3mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少255g/m2。在具有a级防腐蚀涂层和具有约4mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少275g/m2。在具有a级防腐蚀涂层和具有约5mm的丝材直径的钢丝的情况下,防腐蚀层的面密度为至少280g/m2。
26、特别地,所使用的钢丝和施加到钢丝上的防腐蚀层尤其在至少一个试验运行中经受钢丝的n次扭绞而没有损坏,尤其没有断裂,其中n可通过向下舍入,作为b*r-0.5·d-0.5来确定,并且d是以mm计的丝材直径,r是以n*mm-2计的丝材抗拉强度,并且b是至少960n0.5mm-0.5,优选至少1,050n0.5mm-0.5,有利地至少1,200n0.5mm-0.5,优选至少1,500n0.5mm-0.5,并且尤其优选至少2,000n0.5mm-0.5的因子。特别地,根据标准din en 10218-1:2012-03和din en10264-2:2012-03的要求进行扭绞试验。这特别允许提供一种合适的丝材的选择方法,与根据标准din en 10218-1:2012-03和din en 10264-2:2012-03的扭绞试验相比,该方法在承载能力方面明显更严格且更特异。“绞结”尤其是指夹紧的丝材围绕纵向轴丝的绞结。
27、特别地,所用的钢丝和施加到钢丝上的防腐蚀层尤其在至少一个试验运行中经受钢丝分别在相反反向上围绕至少一个弯曲圆筒的m次来回弯曲至少90°,而没有损坏,尤其没有破裂,该弯曲圆筒具有最大8d,优选不大于6d,优选最大4d和特别优选不大于2d的直径,其中m可以确定为c*r-0.5*d-0.5(如果适用四舍五入),并且其中d是以mm为单位的丝材直径,r是以nmm-2为单位给出的丝材抗拉强度,并且c是至少350n0.5mm-0.5,优选至少600n0.5mm-0.5,有利地至少850n0.5mm-0.5,优选至少1,000n0.5mm-0.5和特别优选至少1,300n0.5mm-0.5的因子。特别地,根据标准din en 10218-1:2012-03和din en 10264-2:2012-03进行反向弯曲试验。这特别地允许提供用于合适丝材的选择方法,该方法比根据标准din en 10218-1:2012-03和din en 10264-2:2012-03的反向弯曲试验关于承载能力方面明显地更严格和/或更具体。在反向弯曲时,丝材优选地围绕两个相对设置的弯曲圆筒弯曲,所述弯曲圆筒相同地实施。
28、除此之外,提出的是,至少两个钢丝子片经受围绕彼此的螺旋状缠绕,特别是在试验运行中,而不断裂,其包括至少n+1个绞结,优选n+2个绞结,并且优选n+4个绞结,其中n是(如果适用,通过向下舍入)将六边形网孔界定到相对侧边的钢丝的绞结数量。这有利地允许确保钢丝网的高抗断裂性,特别是在启动钢丝网的额外变形的情况下。此外,有利地,可以确保用于制造钢丝网的钢丝在制造过程中不会断裂,特别是在绞结过程中不会断裂,从而不会导致生产停止和/或损坏生产设备。此外,有利地,可以确保所使用的钢丝的过度弯曲是可行的,这对于具有至少0.75的有利的网孔宽度/网孔高度比率的钢丝网的生产是必要的,因此基本上能够实现具有至少0.75的有利的网孔宽度/网孔高度比率的钢丝网的生产。
29、此外,提出一种用于由包括高强度钢的钢丝编织具有六边形网孔的钢丝网,特别是六边形网孔的生产装置,具有用于交替地将钢丝与在该钢丝的相应相对侧边上被引导的另外的钢丝扭绞的至少一个扭绞单元阵列,并且具有至少一个可旋转辊,可旋转辊被支撑在扭绞单元的下游并且在鞘表面上具有被配置成接合到新编织的六边形网孔中的挡块,从而向前推动或拉动钢丝网,其中扭绞单元被配置成使钢丝过度旋转和/或可旋转辊被配置成使六边形网孔的网孔宽度过度扩张,特别是与成品六边形网孔的网孔宽度相比。有利地,以这种方式能够实现由高强度钢丝制造具有改进的网孔几何形状、尤其具有符合标准的网孔宽度/网孔高度比率的钢丝网。特别地,扭绞单元被配置为产生部分地界定六边形网孔的扭绞区域。特别地,每个扭绞单元包括两个半壳扭绞元件,每个半壳扭绞元件引导钢丝并且交替地围绕共用旋转轴线和围绕两个单独的旋转轴线旋转以进行扭绞,其中特别地,在彼此单独旋转时,每个半壳与相邻扭绞单元的半壳组合。特别地,可旋转辊的旋转轴线定向为至少基本上垂直于扭绞单元的旋转轴线。通过将扭绞单元配置成“过度旋转”钢丝,特别地应当理解,在扭绞过程中由扭绞单元扫过的旋转角大于界定成品钢丝网的六边形网孔的扭绞区域的总扭绞角。通过将可旋转辊配置成“过度扩张”六边形网孔的网孔宽度,特别地应当理解为,通过可旋转辊、特别是通过可旋转辊的挡块施加在钢丝网上的网孔宽度大于成品钢丝网的六边形网孔的网孔宽度。“配置”尤其是指专门设计和/或配备。“物体被配置用于特定功能”特别应理解为,该物体在至少一种使用状态和/或运行状态中实现和/或执行所述特定功能。
30、如果这里扭绞钢丝的过度旋转和/或六边形网孔的过度扩张被配置成补偿高强度钢丝的回弹,该高强度钢丝与非高强度钢相比显著上更弹性,则有利地,能够利用改进的网孔几何形状,特别是利用符合标准的网孔宽度/网孔高度比率,来制造由高强度钢丝制成的钢丝网,这利用常规方法是不可能的。特别地,过度旋转/扭绞的尺寸被选择为使得与所使用的相应钢丝的材料、抗拉强度和丝材厚度相对应的回弹效果被尽可能完全地补偿。
31、在该上下文中,提出的是,扭绞单元被配置成将钢丝彼此扭绞至少m次,其中m由公式m=u+0.5*g给出,并且u是≥3的奇数,其优选地对应于在界定六边形网孔的成品钢丝网的扭绞区域内的绞结数量,并且其中g是≥1且≤3的任何实数。因此,有利地,可以充分补偿特别是厚度在2mm和4mm之间的高强度钢丝的回弹效应。优选地g≥1.5,优选地≥2。
32、在本发明的另一方面中,单独地或与本发明的其余方面中的至少一个组合地,特别地与本发明的其余方面中的任何数量的其余方面组合地,提出的是,生产装置包括拉伸单元,该拉伸单元被集成在可旋转辊中,该拉伸单元被支撑在可旋转辊的下游或与可旋转辊分开地布置,并且该拉伸单元被配置成至少在平行于网孔宽度的方向上拉伸成品钢丝网,特别是六边形网,优选地至少拉伸30%,优选地至少拉伸50%,特别优选地至少拉伸55%。特别地,拉伸单元被配置成同时夹持和拉伸钢丝网的多个网孔,网孔在平行于网孔宽度的方向上彼此前后布置或彼此间隔开。优选地,网孔网的所有六边形网孔中的至少大部分被直接拉伸。术语“直接拉伸”特别地应当理解为拉伸单元直接接触网孔并且独立于其他网孔的拉伸而拉伸网孔。“大部分”尤其是指10%,优选20%,有利地30%,特别有利地50%,优选66%和特别优选85%。
33、此外,提出了一种用于编织具有六边形网孔的钢丝网,特别是六边形网的生产方法,特别是借助于生产装置。这有利地允许提供由高强度钢丝制成的具有特别有利的网孔几何形状的钢丝网,其特别地已经广泛地使用并且在非高强度领域中得到良好证明。
34、如果在制造钢丝网时,钢丝在钢丝网的扭绞区域中过度旋转和/或如果六边形网孔在平行于网孔宽度的方向上过度扩张,则这有利地使得能够由高强度钢丝制造具有改进的网孔几何形状的钢丝网,特别是具有符合标准的网孔宽度/网孔高度比率的钢丝网,这是迄今为止已知的方法不可实现的。
35、根据本发明的钢丝网、根据本发明的生产装置和根据本发明的生产方法在此不应限于上述应用和实施。特别地,为了实现这里描述的功能,根据本发明的钢丝网、根据本发明的生产装置和根据本发明的生产方法可以包括与这里给出的数量不同的多个单独的元件、部件和单元。
- 还没有人留言评论。精彩留言会获得点赞!