一种电解槽极板焊接工艺的制作方法
本发明涉及电解制氢领域,具体涉及一种电解槽极板焊接工艺。
背景技术:
1、电解槽极板是由极框和乳突板焊接而成,焊接前,乳突板的外边沿需要通过工装与极框的内边沿相内外对接定位,现在普遍采用气保焊对乳突板外边沿和极框内边沿对接处的两面进行焊接,由于需要对两面进行焊接,焊接完一面后还需要对极板进行翻面,然后才能对另一面进行焊接,焊接时对极板进行翻转会大大增加工作量和工作强度,降低生产效率,并且还会存在安全隐患,极板经过两次焊接后热影响区域非常大,这样会导致焊接后极板扭曲变形量很大,所以后期还需要对极板进行校平,从而费时费力。
技术实现思路
1、本发明所要解决的技术问题是:将提供一种能大大提高生产效率、降低生产成本、提高产品质量、安全的电解槽极板焊接工艺。
2、为了解决上述问题,本发明所采用的技术方案为:一种电解槽极板焊接工艺,其特征在于:工艺步骤如下:
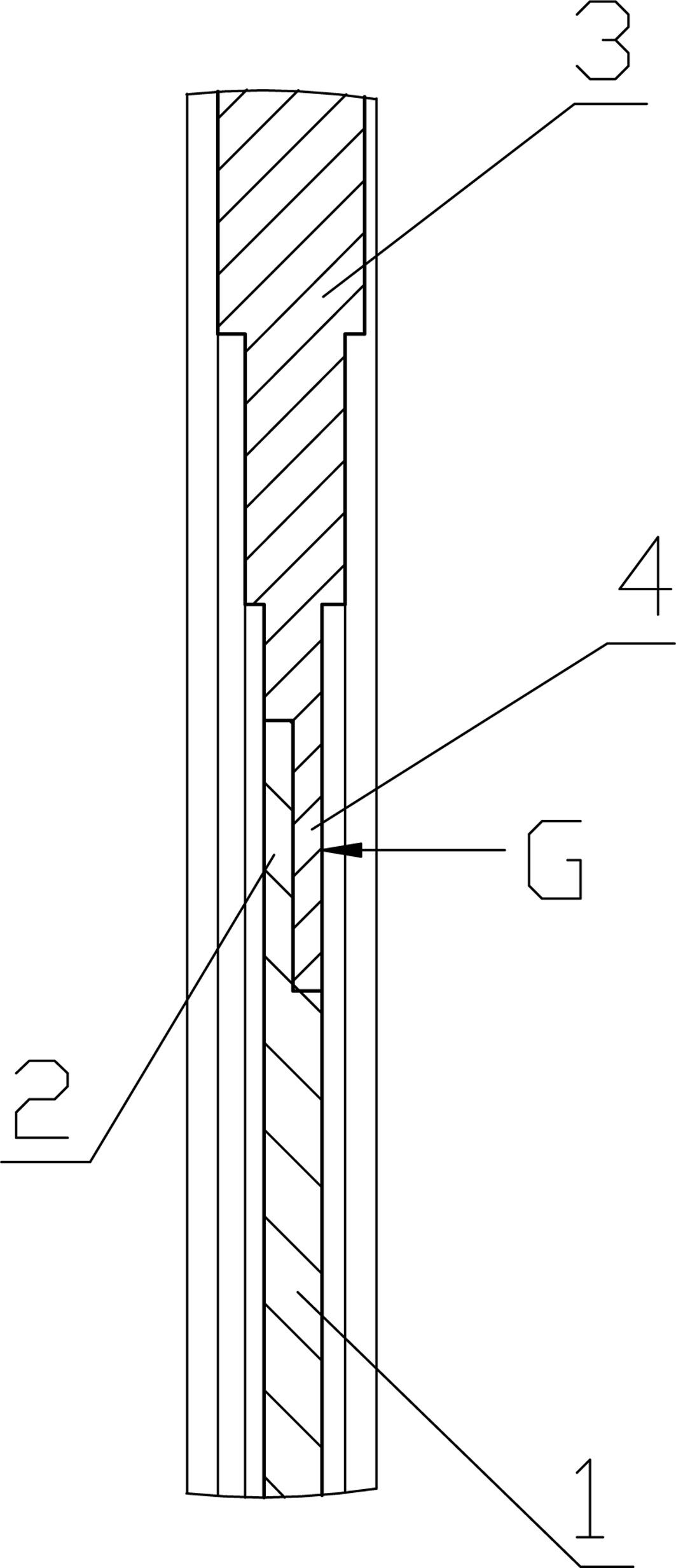
3、(1)在乳突板的外边沿上加工一个环形的下台阶,下台阶的高度为乳突板外边沿厚度的一半,乳突板的外边沿厚度和极框的内边沿厚度相等;
4、(2)在极框的内边沿上加工一个环形的上台阶,上台阶的高度和下台阶的高度相等,上台阶的宽度等于下台阶的宽度;乳突板放置于极框中时,下台阶能与上台阶相卡合而对乳突板进行定位;
5、(3)通过上台阶和下台阶相卡合将乳突板平躺着定位于极框中 ;
6、(4)采用激光沿着两个台阶卡合处中部的周向对上台阶的外表面或下台阶的外表面进行单面焊接,激光单面焊接时能一次性穿透上台阶和下台阶达到两者熔接的目的,使得乳突板和极框能相固定而组成极板。
7、进一步的,前述的一种电解槽极板焊接工艺,其中:下台阶的高度不大于1.2mm。
8、进一步的,前述的一种电解槽极板焊接工艺,其中:下台阶的高度为0.9mm。
9、进一步的,前述的一种电解槽极板焊接工艺,其中:下台阶的宽度为5~9mm。
10、进一步的,前述的一种电解槽极板焊接工艺,其中:下台阶的宽度均为7mm。
11、进一步的,前述的一种电解槽极板焊接工艺,其中:乳突板上的下台阶采用冲压加工而得。
12、进一步的,前述的一种电解槽极板焊接工艺,其中:极框上的上台阶采用机加工而得。
13、本发明的优点为:所述的电解槽极板焊接工艺中极框和乳突板之间由于增加了焊接工艺台阶,从产品定位上由工装定位优化成产品自定位,减少了工装重复定位偏差,提高了零部件定位精度,另外,采用薄片式激光焊接工艺,单面自熔母材本体达到焊接目的,激光焊接热影响区域相对现有的气保焊工艺减小了10.5mm,焊接变形量相对现有的气保焊工艺减小38.5~48.5mm,工时节约了31min,并且稳定安全可控,大大提高了产能及产品质量同时也降低了生产成本。
技术特征:
1.一种电解槽极板焊接工艺,其特征在于:工艺步骤如下:
2.根据权利要求1所述的一种电解槽极板焊接工艺,其特征在于:下台阶的高度不大于1.2mm。
3.根据权利要求2所述的一种电解槽极板焊接工艺,其特征在于:下台阶的高度为0.9mm。
4.根据权利要求1或2或3所述的一种电解槽极板焊接工艺,其特征在于:下台阶的宽度为5~9mm。
5.根据权利要求4所述的一种电解槽极板焊接工艺,其特征在于:下台阶的宽度均为7mm。
6.根据权利要求1或2或3所述的一种电解槽极板焊接工艺,其特征在于:乳突板上的下台阶采用冲压加工而得。
7.根据权利要求1或2或3所述的一种电解槽极板焊接工艺,其特征在于:极框上的上台阶采用机加工而得。
技术总结
本发明公开了一种电解槽极板焊接工艺,工艺步骤如下:(1)在乳突板的外边沿上加工一个下台阶,下台阶的高度为乳突板外边沿厚度的一半,乳突板的外边沿厚度和极框的内边沿厚度相等;(2)在极框的内边沿上加工一个上台阶,上台阶的高度和下台阶的高度相等,上台阶的宽度等于下台阶的宽度;(3)通过上台阶和下台阶相卡合将乳突板平躺着定位于极框中;(4)采用激光沿着两个台阶卡合处中部的周向对上台阶的外表面或下台阶的外表面进行单面焊接,激光单面焊接时能一次性穿透上台阶和下台阶达到两者熔接的目的,使得乳突板和极框能相固定而组成极板。所述的电解槽极板焊接工艺能大大提高生产效率,降低生产成本,提高产品质量,安全可靠。
技术研发人员:崔欣荣,府根明,袁瑞
受保护的技术使用者:江苏国富氢能技术装备股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!