一种非晶钛基钎料带材及其制备方法、应用与流程
本发明属于钛与钛合金用焊接材料,具体涉及一种非晶钛基钎料带材及其制备方法、应用。
背景技术:
1、钛和钛合金具有高比强、高比模、耐腐蚀、无磁等优良性能,适合用作轻量化和提升性能作为首选的结构材料,已在航空航天和军事领域得到广泛应用。
2、钎焊连接在复杂结构件和精密件的制备过程中表现出突出的优势,钛和钛合金组合部件的连接通常采用钎焊方法。目前已经形成了ti-cu-ni,ti-zr-cu,ti-zr-ni,ti-zr-be,ti-zr-cu-ni等三元和四元体系的钛基钎料。尽管钛基钎料因其抗氧化、抗腐蚀、接头性能良好等优点而被广泛使用。但是,为了降低钎料的液相线温度,钛基钎料中常含有较多的活性β稳定元素(如cu和ni元素),同时由于钛元素的化学性质活泼,在焊接过程中这些元素易于加快钛合金的共析转变速度,使得钎焊接头中脆性金属间化合物含量较高并局部富集,而且焊接后的接头微观组织结构多为共晶结构,这会极大降低焊接部位的强度性能。
3、相比于晶态钎料,采用非晶钎料钎焊的接头强度明显提高,其主要原因是:(1)由于非晶钎料是在快速冷却条件下制备的,合金中的原子来不及有序排列从而形成长程杂乱无序结构,非晶钎料中的元素分布均匀,不存在晶态钎料进行铸、锻、轧、拉和拔等加工过程以及缓慢冷却过程中产生的元素的偏析甚至产生脆性金属间化合物和夹杂。在焊接的过程中熔点较高的脆性金属间化合物和夹杂往往难以熔化,焊缝中的夹杂等缺陷在材料服役的过程中会造成应力集中,从而诱发裂纹萌生导致材料断裂;(2)晶态钎料中存在大量的偏析现象导致各相熔点不一致,因此造成焊接区域的分层现象。非晶钎料的钎焊接头区域微观组织的冶金质量、元素的扩散深度及分布的均匀程度均大于晶态钎料;(3)非晶钎料在热力学上为非稳态组织,在熔化时会放出大量的热,一定程度上能够加剧钎料的流动,这有利于加速高温钎焊过程中原子的扩散和界面反应,从而降低焊接所需的温度,这可以有效降低焊接区域的残余应力,从而提高接头强度。然而,合适的非晶钎料体系的成功构建仍然存在相当大的难度。
4、因此,如何调控非晶钎料的成分设计与加工制备工艺,从而有效降低脆性中间化合物和共晶组织的析出风险,显著提高焊接区域的强度,以满足钛和钛合金在航空航天和军事领域的进一步应用要求,成为目前亟需解决的关键问题。
技术实现思路
1、为解决上述问题,本发明的目的在于提供一种非晶钛基钎料带材,其不仅熔点低,满足钛和钛合金焊接要求,而且具有均匀的成分及组织,熔化均匀,用于焊接钛/钛合金后所得焊接区域具有较高的强度。
2、本发明还提供上述非晶钛基钎料带材的制备方法,其工艺简单,制备效率高,适于工业化生产。
3、本发明还提供上述非晶钛基钎料带材的应用,具体是在在钎焊钛和/或钛合金中的应用。
4、为了实现以上目的,本发明的非晶钛基钎料带材,采用的技术方案是:
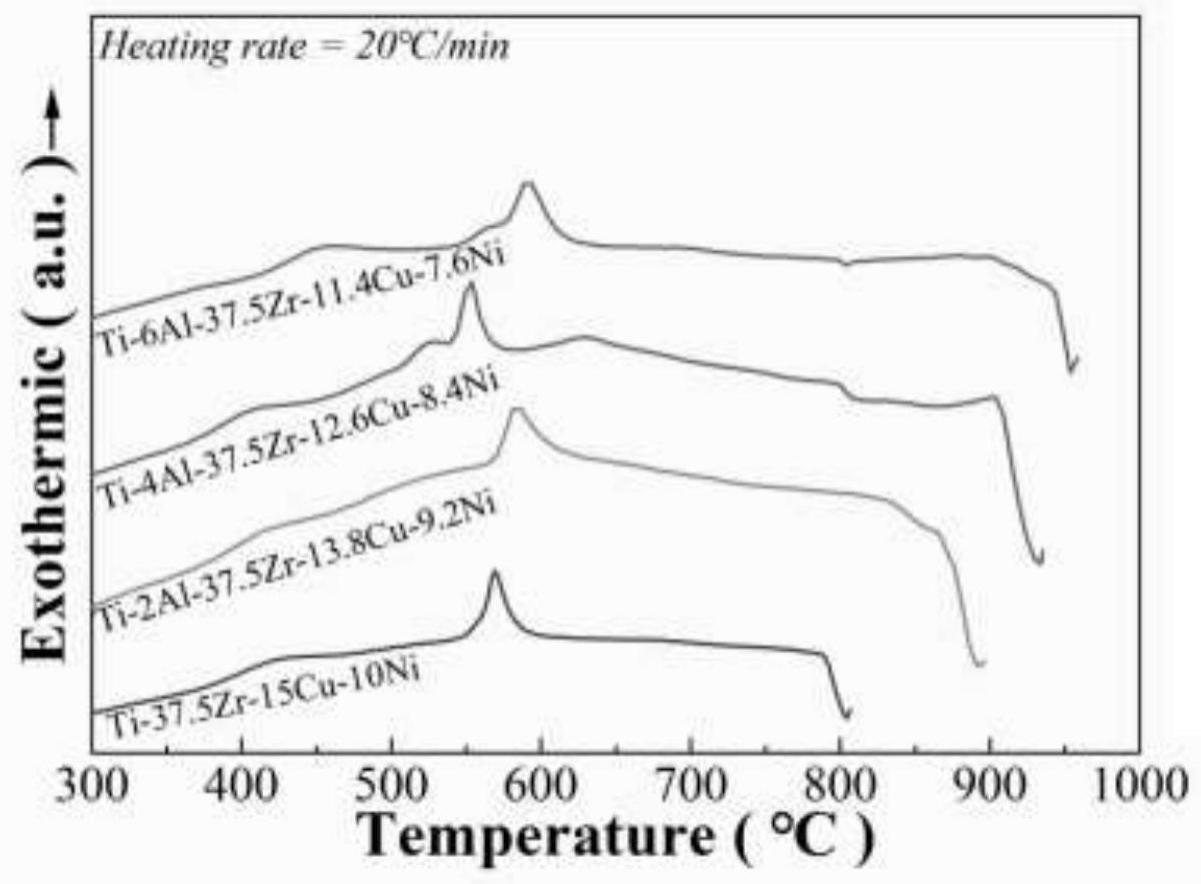
5、一种非晶钛基钎料带材,采用熔体快淬法制备,由以下质量百分比的组分组成:2~6%的al,37~38%的zr,11.4~13.8%的cu,7.6~9.2%的ni,余量为ti。
6、在对结构材料进行焊接时,要求钎料的熔点尽可能的降低以避免焊接温度对基体材料造成晶粒的回复、再结晶甚至晶粒尺寸长大,相变甚至材料损伤从而造成性能下降。本发明提供的非晶钛基钎料带材,熔化温度范围为851~936℃,熔化温度较低,能够满足钛及钛合金的钎焊需求,钎焊所得接头的强度较高。
7、本发明在ti-zr-cu-ni钎料的基础上,通过添加al元素,控制cu、ni元素含量,使得各元素含量配比范围较宽且合理。其中,al元素不仅为钛合金α稳定元素,而且借鉴高熵合金扩散迟滞效应,五组元的成分设计能够有效降低共析转变速度,有效抑制金属间化合物的析出。并且,本发明合金设计中,ti和zr的质量含量非常接近,能够有效降低钎料熔点和钎焊温度。同时,本发明中采用的al元素,与ti、zr、cu、ni元素有较大的原子半径差异,有利于提高钎料非晶形成能力以提高焊接过程中的熔化潜热,且钎料扩散能力较好、避免产生脆性化合物相,利于获得尺寸范围较宽的非晶钎料带材,便于钛及钛合金精密焊接过程中的装配和填隙。
8、试验证明,本发明非晶钛基钎料带材比传统钛基钎料具有更均匀的成分及组织,并且熔化均匀避免了分层现象,且流动性和对基材的润湿性更好;同时本发明钎料带材焊接区域具有更高的强度,适于钎焊含纯钛和/或钛合金的钛材料组合部件。
9、进一步地,基于提高钎焊组织均匀性和钎焊强度的考虑,所述非晶钛基钎料带材可选用以下典型配比:2%的al,37.5%的zr,13.8%的cu,9.2%的ni,余量为ti。
10、优选地,zr与ti的质量比为1:1。当ti和zr质量含量(wt.%)相同时,合金熔点最低,因此相同质量比的ti和zr能够进一步降低钎料使用温度。
11、本发明采用熔体快淬法,能够获得大尺寸的非晶带材,可用于钎焊含纯钛的钛材料组合部件。进一步地,所述非晶钛基钎料带材的厚度为20~30μm,宽度为5~25mm。
12、本发明的非晶钛基钎料带材的制备方法,采用的技术方案是:
13、上述非晶钛基钎料带材的制备方法,包括以下步骤:
14、(1)按照非晶钛基钎料带材的元素和配比取ti、al、zr、cu、ni原料进行电弧熔炼,得到合金锭;
15、(2)对合金锭进行破碎处理,然后采用高频感应加热进行熔化,得熔体;再利用压力差将熔体喷射在旋转的水冷铜辊上,即得非晶钛基钎料带材。
16、传统的ti-zr-cu-ni钎料制备方法,是利用其脆性,采用机械研磨的方法将成型质量差的带材或片材研磨成粉。由于ti-zr-cu-ni钎料未对合金系的脆性特点进行成分控制,而是利用其脆性特点制备钎焊粉末,在后续机械研磨过程中不仅要严格把控研磨气氛以防止钎料氧化,而且在加工制备过程中难以避免夹杂和杂质元素的引入。这就导致传统生产方法的生产制备过程复杂且苛刻,而且焊接性能往往较差且机械性能不稳定。同时,钎焊粉末料在使用时需要与酒精或丙酮混合成膏状,难以满足小结构件和复杂结构件的使用。
17、本发明的非晶钛基钎料带材的制备方法,非晶钎料带材通过熔体快淬法直接获得,无须复杂苛刻的退火工艺和机械研磨处理,流程短且节约能源,符合工业化生产要求。并且,本发明在制备钎料带材时,al元素的添加可以制备较宽的且质量较好的非晶带材,更容易控制钎料用量从而保证装配效率和生产效率。
18、优选地,步骤(1)中,所述电弧熔炼具体是:将原料置于电弧熔炼炉后,将电弧熔炼炉内抽至真空度大于6.0×10-3pa后充入高纯氩气,然后接通电源进行5次以上的电弧熔炼。
19、进一步地,步骤(2)中,高频感应加热是将破碎后的合金置于石英管中,然后将石英管放入单辊铜轮快淬炉内进行加热;采用高频感应加热的方式熔化合金之前,先将单辊铜轮快淬炉的炉体抽至真空度大于6.0×10-3pa后充入高纯氩气,再进行高频感应加热。
20、更优选地,步骤(2)中,所述压力差为石英管与单辊铜轮快淬炉的炉体之间的压力差;所述压力差的大小为0.05~0.07mpa;所述水冷铜辊的表面线速度为20~30m/s。
21、本发明的非晶钛基钎料带材的应用,具体是在钎焊钛和/或钛合金中的应用。
22、所述非晶钛基钎料带材适用于纯钛/纯钛之间、钛合金/钛合金之间、纯钛/钛合金之间的钎焊。优选地,钛合金的材质为tc4合金。
23、进一步地,所述钎焊为真空钎焊;真空钎焊的工艺为:温度920~1000℃,时间为20~40min,真空度为6.0×10-3pa以上。
24、本发明的非晶钛基钎料带材,合金成分有钛合金α稳定al元素,并且含量配比范围较宽且合理,有利于提高非晶形成能力和成型性,并获得尺寸范围较宽的非晶钎料带材,利于精密焊接过程中的装配和填隙。本发明的钛基非晶钎料带材,比传统钛基钎料具有更均匀的成分及组织,熔化均匀避免了分层现象,且流动性和对基材的润湿性更好,用于钛和/或钛合金焊接后,焊接区域具有较高的强度,在钛及钛合金组件的焊接领域有着广阔的应用前景。
- 还没有人留言评论。精彩留言会获得点赞!