一种具有等轴组织的钛基复材薄板及其热处理方法与流程
1.本发明属于钛合金热处理技术领域,尤其涉及一种具有等轴组织的钛基复材薄板及其热处理方法。
背景技术:
2.钛基复材作为航空高温结构材料,可用于高超声速蒙皮、锻件类结构件。超塑成形及超塑成形/扩散连接(spf/db)技术是一种低成本,高效益和近无余量的构件制造技术,能在一次热循环中制造出整体空心结构件,有益于降低结构重量。由于钛基复材中增强相的加入,使得钛基复材组织更加复杂,相变点提高,变形抗力增大,因此钛基复材较常规钛合金(如tc4、ta15、ta32等)的扩散连接要求高,甚至难以在工程化设备上实现高焊合率的扩散连接,严重影响了钛基复材在spf/db技术上的应用。目前,钛基复材实现较高90%焊合率的方法有高温、高压方法,扩散连接温度达到970℃以上,扩散连接压力达到3.0mpa~5.0mpa,扩散连接时间3~4h。从扩散连接理论方面可知,等轴细晶组织是较为理想的扩散连接用组织状态,晶界密度增加和晶界尺寸的减小有利于界面实现高质量的焊缝。对于普通钛合金,通常采用轧制工艺参数控制获得等轴细晶组织,而对于钛基复材难以通过低温轧制和静态再结晶的方法获得等轴细晶组织。另外,等轴细晶组织还有利于提高材料的超塑性变形能力。
3.传统制备等轴细晶组织的方法主要通过控制轧制工艺来实现,如对于tc4、ta15、ta32等钛合金,采用t
β-40~60℃,进行多火次,不同变形量进行轧制,实现晶粒破碎和动态再结晶获得等轴细晶组织。而对于钛基复材,由于对变形温度非常敏感,温度低易发生开裂,因此,钛基复材通常采用跨相区进行轧制,所获得的组织均为片层组织,如图1所示为1.2mm厚钛基复材薄板的微观组织。
技术实现要素:
4.本发明主要针对以上问题,提出了一种具有等轴组织的钛基复材薄板及其热处理方法,其目的是实现高焊合率的扩散连接,达到高质量的焊缝和超塑性变形能力的目的。
5.为实现上述目的,本发明提供了一种基于扩散连接用等轴组织钛基复材薄板的热处理方法,包括以下步骤:
6.在纯钛板和/或钛合金板与钛基复材薄板相接触的一面涂覆止焊剂,作为包夹钛基复材薄板的上包套和下包套;
7.将所述上包套和所述下包套分别放置在钛基复材薄板或钛基复材薄板叠层的最上层和最下层;
8.将上述步骤放置后的叠层整体进行包套焊接密封,再进行抽真空,得到内部为真空的包套;
9.将内部为真空的包套进行热处理,得到具有等轴组织的钛基复材薄板;
10.将所述具有等轴组织的钛基复材薄板进行扩散连接。
11.进一步地,将内部为真空的包套进行热处理的步骤包括:将内部为真空的包套放置于气体扩散炉或可实现施加气压的热处理炉内,升温至950~970℃,到温后施加0.5~3mpa的气压,保温保压2~3h后进行随炉冷却。
12.进一步地,在进行热处理后,还包括对经过热处理后的钛基复材薄板进行常规表面酸洗处理。
13.进一步地,所述扩散连接的工艺参数包括:扩散连接温度为940~960℃,扩散连接压力为1.5~2.0mpa的气压,保温保压1.5h~2h。
14.进一步地,在将所述上包套和所述下包套分别放置在钛基复材薄板或钛基复材薄板叠层的最上层和最下层之前,还包括根据表面平整度、清洁度要求对所述钛基复材薄板或钛基复材薄板叠层的表面进行预处理。
15.进一步地,对所述钛基复材薄板或钛基复材薄板叠层的表面进行预处理包括:通过钢刷打磨、机械打磨、磨砂或化学清洗对表面进行预处理。
16.进一步地,所述等轴组织的晶粒尺寸小于10μm。
17.为实现上述目的,本发明提供了一种具有等轴组织的钛基复材薄板,其特征在于,采用所述的基于扩散连接用等轴组织钛基复材薄板的热处理方法制备而成。
18.本发明的上述技术方案具有如下优点:通过将纯钛板和/或钛合金板包夹钛基复材薄板或钛基复材薄板叠层的最上层和最下层,然后进行包套焊接密封,再进行抽真空,得到内部为真空的包套,再通过包套和通过对包套施加一定的气压,在一定温度范围内进行热处理,获得晶粒尺寸小于10μm的等轴组织,将热处理后的薄板再进行扩散连接,可实现降低扩散连接温度、压力和时间的效果,实现高焊合率的扩散连接。
附图说明
19.图1为本发明披露的一种1.2mm厚钛基复材薄板的微观组织。
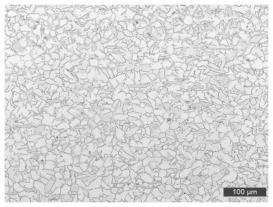
20.图2为本发明实施例制得的一种钛基复材薄板具有等轴组织的微观图。
21.图3为利用本发明实施例方法制得的具有等轴组织的钛基复材薄板进行扩散连接得到的高质量焊缝微观组织。
具体实施方式
22.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
23.本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.本发明针对现有技术中在实现高焊合率的扩散连接中存在的问题及不足,提出了一种基于扩散连接用等轴组织钛基复材薄板的热处理方法,该方法基于钛基复材对变形温度敏感,在温度低易发生开裂的特性,采用与钛基复材薄板接触面涂覆止焊剂的纯钛板或其他钛合金板放置钛基复材薄板叠层的最上和最下进行包套焊接密封,经抽真空后,可得
到内部为真空的包套,再采用真空包套和通过对包套施加一定的气压,在一定温度范围内进行热处理,获得晶粒尺寸小于10μm的等轴组织,即获得一种具有等轴组织的钛基复材薄板,将该具有等轴组织的钛基复材薄板进行扩散连接,可实现降低扩散连接温度、压力和时间的效果,有利于界面实现高质量的焊缝,提高材料的超塑性变形能力。
25.请参阅图2及图3,本发明提供的一种基于扩散连接用等轴组织钛基复材薄板的热处理方法主要包括以下步骤:
26.步骤一:在纯钛板和/或钛合金板与钛基复材薄板相接触的一面涂覆止焊剂,作为包夹钛基复材薄板的上包套和下包套。
27.具体地,将两块纯钛板或两块钛合金板或一块纯钛板和一块钛合金板的一侧涂覆止焊剂,将涂覆止焊剂的一侧作为包夹钛基复材薄板的接触面,避免钛基复材薄板与纯钛板或钛合金板相接触的一面焊接为一体。
28.步骤二:将所述上包套和所述下包套分别放置在钛基复材薄板或钛基复材薄板叠层的最上层和最下层。
29.步骤三:将上述步骤放置后的叠层整体进行包套焊接密封,再进行抽真空,得到内部为真空的包套。
30.具体地,首先根据表面平整度、清洁度、粗糙度要求对钛基复材薄板的表面进行预处理,将钛基复材薄板表面处理干净,无杂质;于本实施例一种对钛基复材薄板表面预处的例子,可以包括通过钢刷打磨、机械打磨、磨砂、化学清洗等方式对表面进行预处理。
31.其次,可对钛基复材薄板进行叠层排放,可也用单一钛基复材薄板进行后续加工,将上述涂覆有止焊剂的上包套和下包套分别放置在钛基复材薄板或钛基复材薄板叠层的最上层和最下层。
32.最后,对整体进行包套焊接密封,并留有抽真空气道,对整个包套进行抽真空,得到内部为真空的包套。
33.步骤四:将内部为真空的包套进行热处理,得到具有等轴组织的钛基复材薄板;
34.具体地,将内部为真空的包套放置于气体扩散炉或可实现施加气压的热处理炉内,将包套升温至950~970℃,到温后施加0.5~3mpa的气压,保温保压2~3h后进行随炉冷却,得到如图2所示的等轴组织,与钛基复材薄板现有制备方法相比,该方法获得的等轴组织,其晶粒尺寸小于10μm,该等轴组织是较为理想的扩散连接用组织状态,可实现降低扩散连接温度、压力和时间,使焊合率达到95%以上。进行扩散连接前,还需要将经过热处理后的钛基复材薄板进行常规表面酸洗处理。
35.步骤五:将所述具有等轴组织的钛基复材薄板进行扩散连接。
36.具体地,对于钛基复材,扩散连接中的工艺参数包括:扩散连接温度为940~960℃,扩散连接压力为1.5~2.0mpa的气压,保温保压1.5h~2h,根据该步骤,所获得的焊缝组织如图3所示,具有高质量的焊缝。
37.本发明还提供了一种具有等轴组织的钛基复材薄板,所述具有等轴组织的钛基复材薄板是采用如上所述的一种基于扩散连接用等轴组织钛基复材薄板的热处理方法制备而成的。
38.以下以具体实施例来对本发明进行进一步的详细说明
39.实施例1
40.本实施例1提供的基于扩散连接用等轴组织钛基复材薄板的热处理方法制备具有等轴组织的钛基复材薄板的主要包括以下步骤:
41.s1:将钛基复材薄板表面处理干净,使其无杂质;
42.s2:将钛基复材薄板叠层排放;
43.s3:采用与钛基复材薄板接触面涂覆止焊剂的纯钛板或其他钛合金板放置在钛基复材薄板叠层的最上和最下,然后进行包套焊接密封,并留有抽真空气道;
44.s4:对整个包套进行抽真空;
45.s5:将内部为真空的包套放置于气体扩散炉或可实现施加气压的热处理炉内;
46.s6:将包套升温至950~970℃,到温后施加0.5~3mpa的气压,保温保压2~3h后进行随炉冷却,得到如图2所示,具有等轴组织的钛基复材薄板。
47.本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一股技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1