一种薄壁筒体焊接可折叠撑圆工装及装调方法与流程
本发明涉及低温容器焊接加工工装领域,具体涉及一种薄壁筒体焊接可折叠撑圆工装及装调方法。
背景技术:
1、随着超导材料的突破性进展和广泛应用,即将引起一场新的技术革命目前,超导材料应用最多的领域就是制作各种用途的超导磁体,而超导磁体运行离不开低温容器提供的稳定低温环境,低温容器的制作需要用到金属薄壁筒体,一般薄壁筒体需要先用金属板料卷焊成筒体,然后再在筒体端部焊接端板或其他的工作部件。低温容器用到的薄壁筒体材料壁厚较薄,而筒体会受自重的影响发生变形,成为椭圆形,这样筒体端部与端板或其他工作焊接部件之间进行焊接时,结合处的缝隙非常大,无法焊接。同时,端板和筒体两者同心度较低,会造成环焊缝不均匀对筒体强度造成很大影响。
技术实现思路
1、为解决现有技术存在的不足,本发明提供了一种薄壁筒体焊接可折叠撑圆工装及装调方法,可以一次性实现筒体校圆、端板和筒体调同心工序,方便快捷,提升了焊接效率。
2、为达到上述目的,本发明采用的技术方案为:
3、一种薄壁筒体焊接可折叠撑圆工装,包括支撑轴、第一法兰盘、第二法兰盘、第三法兰盘、第一支撑组件、第二支撑组件、第一连杆、第二连杆、第一螺杆,第二螺杆;支撑轴上套装有第一法兰盘、第二法兰盘、第三法兰盘、第一支撑组件、第二支撑组件,其中第一法兰盘、第一支撑组件、第二支撑组件和支撑轴焊接,第二法兰盘和第三法兰盘可沿支撑轴滑动;第一连杆分别和第二法兰盘、第一支撑组件铰接,第二连杆分别和第二支撑组件铰接、第三法兰盘铰接。第一螺杆、第二螺杆分别和第一法兰盘螺纹连接。
4、进一步地,第一支撑组件包括由第一滑杆、第一滑道、第一固定座、第四法兰盘,圆弧板组成;第一滑杆可沿第一滑道上下滑动,第一滑杆和第一连杆铰接,第一滑杆上端安装有圆弧板;第一固定座和第四法兰盘固结,第四法兰盘和第一螺柱铰接;第一滑道和第一固定座铰接,第一滑道外侧刻有标尺,方便校圆时进行精确的调整,同时也可以测量筒体的直径。
5、进一步地,第二支撑组件包括由第二滑杆、第二滑道、第二固定座、第五法兰盘、第三螺杆;第二滑杆可沿第二滑道上下滑动,第二滑杆和第二连杆铰接;第二固定座和第五法兰盘固结,第五法兰盘和第二螺柱铰接;第二滑道和第二固定座铰接,第三螺杆安装在第二滑杆的顶端。第二滑道外侧刻有标尺,可以进行精确的尺寸调整,同时也可以测量端板的直径。
6、本发明还提供一种薄壁筒体焊接可折叠撑圆工装的装调方法,包括如下步骤:
7、步骤(1)微调圆弧板在第一滑杆上的位置,保证所有圆弧板相对于滑杆的位置一致。
8、步骤(2)微调第二滑杆上第三螺柱,保证第三螺柱在第二滑杆上的相对位置一致。
9、步骤(3)将工装穿入筒体、端板。
10、步骤(4)将利用销轴将第一滑杆和第一滑道、第二滑杆和第二滑道固定在一起,通过螺柱调节支撑轴上第二法兰盘、第三法兰盘在支撑轴位置,使第二法兰、第三法兰向右滑动,带动连杆使滑道进行转动,将工装展开。
11、步骤(5)使用螺栓将滑道和固定座固定在一起,解除滑道和滑杆的固定关系,继续调整第二法兰盘和第三法兰盘在轴上位置,滑杆沿滑道向上滑动,进一步展开工装,最终使筒体可以完全被弧形板包裹,端板可固定在第三滑杆上。
12、步骤(6)调整第三法兰盘在支撑上的位置,第三法兰盘向左移动,带动第二滑杆向下运动,进一步挤压筒体,进行校圆。
13、步骤(7)通过第二滑道的外侧的标尺计算出筒体相对两点位之间的距离,与理论直径作对比,误差应控制在±0.5mm
14、步骤(8)使用圆柱形量棒,测量端板外圆和筒体内壁的距离,进一步验证端板和筒体的同心度,每个点位距离误差控制±0.5mm。
15、步骤(9)开展焊接。
16、本发明的有益效果是:
17、本发明的撑圆工装滑杆可以进行伸缩,可满足不同规格不同直径的低温容器薄壁筒和端板的同轴心定位和焊接,结构简单,操作容易,成本低。本明撑圆工装采用可折叠方式,进一步减少了空间占用,方便运输。
技术特征:
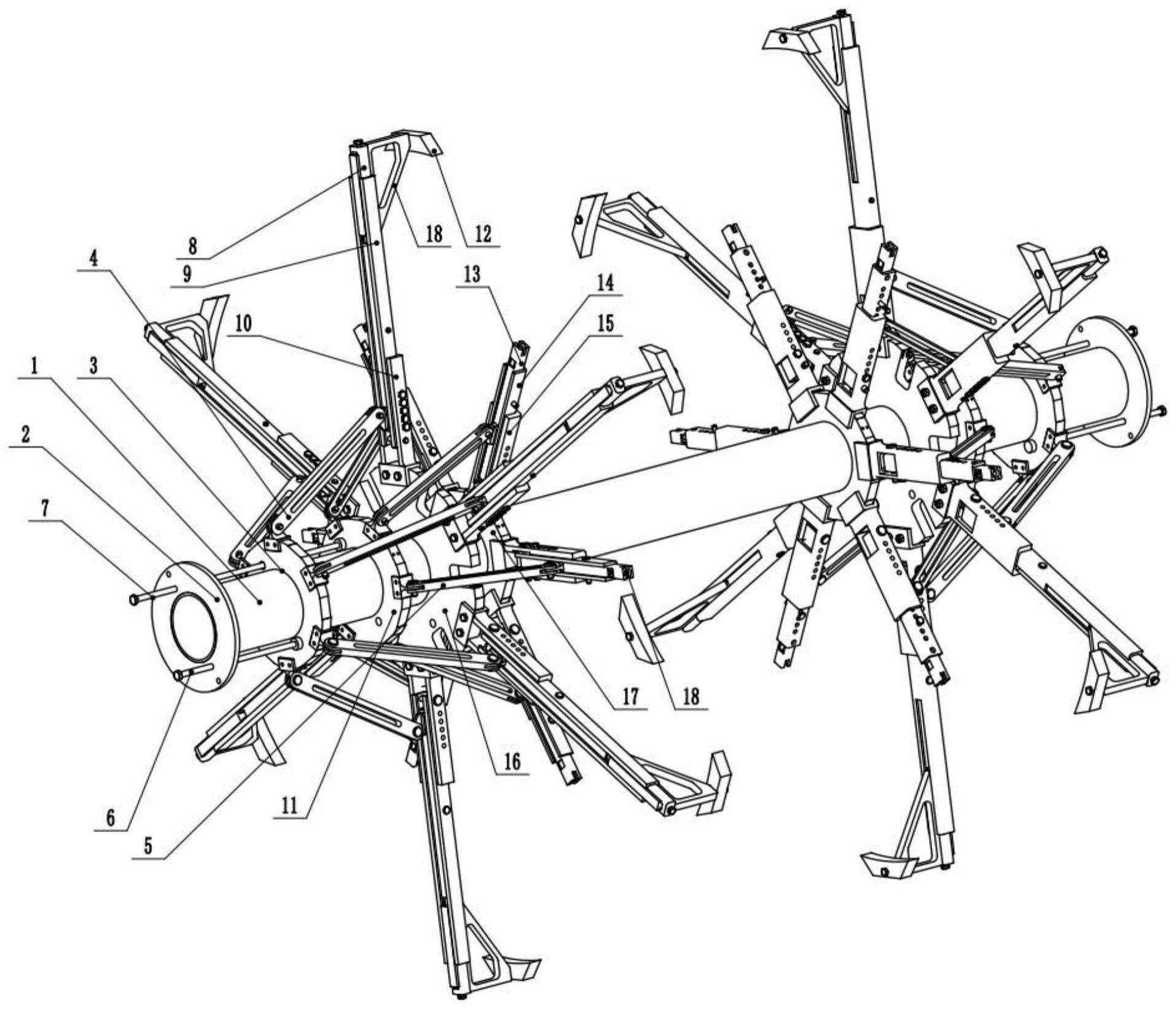
1.一种薄壁筒体焊接可折叠撑圆工装,其特征在于,包括支撑轴(1)、第一法兰盘(2)、第二法兰盘(3)、第三法兰盘(11)、第一支撑组件(ⅰ)、第二支撑组件(ⅱ)、第一连杆(4)、第二连杆(5)、第一螺杆(6),第二螺杆(7);支撑轴(1)上套装有第一法兰盘(2)、第二法兰盘(3)、第三法兰盘(11)、第一支撑组件(ⅰ)、第二支撑组件(ⅱ),其中第一法兰盘(2)、第一支撑组件(ⅰ)、第二支撑组件(ⅱ)和支撑轴(1)焊接,第二法兰盘(3)和第三法兰盘(11)与支撑轴(1)滑动连接;第一连杆(4)分别和第二法兰盘(3)、第一支撑组件(ⅰ)铰接,第二连杆(5)分别和第二支撑组件(ⅱ)铰接、第三法兰盘(11)铰接;第一螺杆(6)、第二螺杆(7)分别和第一法兰盘(2)螺纹连接。
2.根据权利要求1所述的一种薄壁筒体焊接可折叠撑圆工装,其特征在于,第一支撑组件(ⅰ)包括第一滑杆(8)、第一滑道(9)、第一固定座(10)、第四法兰盘(16)、圆弧板(12),定位板(19);第一滑杆(8)和第一连杆(4)铰接,第一滑杆(8)和第一滑道(9)滑动连接;第一滑杆(8)上端安装有定位板(19),圆弧板(12)通过螺栓安装在定位板(19)上;第一固定座(10)和第四法兰盘(16)固结,第一滑道(9)和第一固定座(10)铰接,第一滑道(9)外侧刻有标尺。
3.根据权利要求1所述的一种薄壁筒体焊接可折叠撑圆工装,其特征在于,第二支撑组件(ⅱ)包括第二滑杆(13)、第二滑道(14)、第二固定座(15)、第五法兰盘(17)、第三螺杆(18);第二滑杆(13)可沿第二滑道(14)上下滑动,第二滑杆(13)和第二连杆(5)铰接;第二固定座(15)和第五法兰盘(17)固结,第二滑道(14)和第二固定座(15)铰接,第三螺杆(18)安装在第二滑杆(13)的顶端,第二滑杆(13)加工有槽,对端板的轴向位置进行限制,第二滑道(14)外侧刻有标尺。
4.一种薄壁筒体焊接可折叠撑圆工装的装调方法,所述装调方法用于如权利要求1-3中任一项所述的一种薄壁筒体焊接可折叠撑圆工装,其特征在于,所述方法包括如下步骤:
技术总结
本发明公开了一种薄壁筒体焊接可折叠撑圆工装及装调方法,包括支撑轴、第一法兰盘、第二法兰盘、第三法兰盘、第一支撑组件、第二支撑组件、第一连杆、第二连杆、第一螺杆,第二螺杆;支撑轴上套装有第一法兰盘、第二法兰盘、第三法兰盘、第一支撑组件、第二支撑组件,其中第一法兰盘、第一支撑组件、第二支撑组件和支撑轴焊接,第二法兰盘和第三法兰盘可沿支撑轴滑动;第一连杆分别和第二法兰盘、第一支撑组件铰接,第二连杆分别和第二支撑组件铰接、第三法兰盘铰接。本发明提供了一种薄壁筒体焊接可折叠撑圆工装,可以一次性实现筒体校圆、端板和筒体调同心工序,方便快捷,提升了焊接效率。
技术研发人员:冯志超,程军胜,王晖,王秋良,刘辉
受保护的技术使用者:齐鲁中科电工先进电磁驱动技术研究院
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!