一种双层保温瓶加工用瓶体成型装置及其成型方法与流程
本发明涉及保温瓶加工,具体为一种双层保温瓶加工用瓶体成型装置及其成型方法。
背景技术:
1、保温瓶成型先是通过水压和冲压的方式对保温瓶的内外胆进行拉伸,然后再将内胆和外胆套接,并且将提前加工完成的瓶口件插入到内胆和为外胆之中,而后进行焊接,即可完成瓶体的成型,但瓶体的内胆和外胆在拉伸后与瓶口件结合时是人工手动的进行结合,但是人工的方式不仅效率慢而且质量差,即、工人手持内胆套入到外胆之中,然后再将瓶口件插入到内胆和外胆之间,通过这种方式进行加工时工人通常会遇到以下问题:一、对内胆和外胆进行套接时因为内胆和外胆的同轴度不好把控,这就容易导致内胆和外胆套接后有偏差,当工人再套接瓶口件使就会导致瓶口件难以顺利套入,需要工人来回的调整,这就影响了效率;二、因内胆的外侧和外胆的内侧是有凹的槽,瓶口件上有凸条,通过两者的配合起到初步限位的作用,然后方便后续的加工,当三者结合到一块后,一般需要施加一定的压力才能够使三者顺利的结合,这就需要工人去用锤子进行一定的施压,但是有时工人用锤子对瓶口件施压时容易使瓶口件倾斜,从而在敲击时使瓶口件或者内外胆受损。
2、基于此,本发明设计了一种双层保温瓶加工用瓶体成型装置及其成型方法,以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种双层保温瓶加工用瓶体成型装置及其成型方法,以解决上述背景技术中提出的问题。
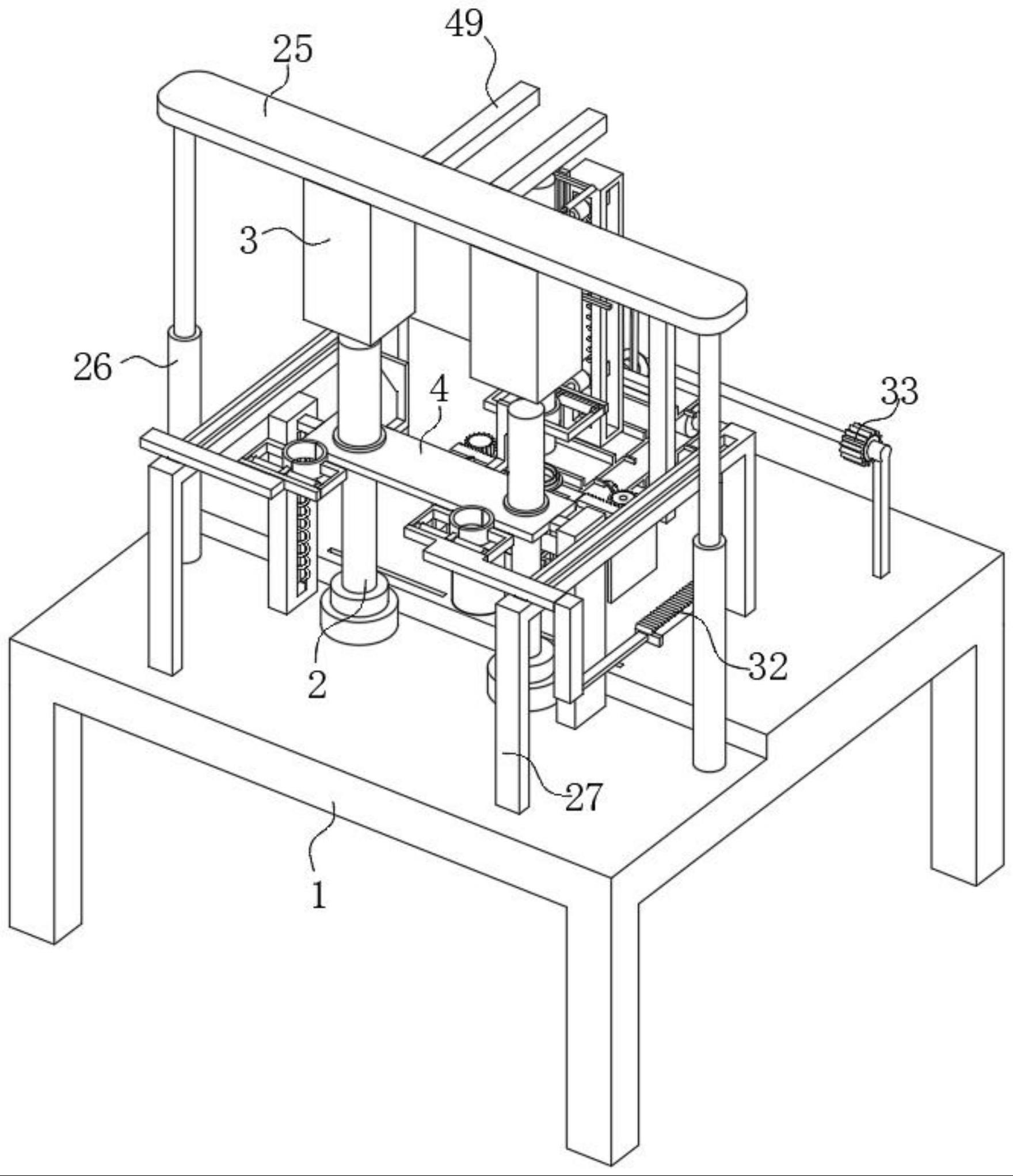
2、为实现上述目的,本发明提供如下技术方案:一种双层保温瓶加工用瓶体成型装置,包括底座,所述底座顶部固定连接有两个支撑柱,两个所述支撑柱上方均设置有冲压头,所述底座滑动连接有支撑板;所述支撑板固定连接有用于其复位的第四弹簧,所述支撑板后方设置有固定架,所述固定架固定连接在底座顶部,所述固定架转动连接有限位板,所述限位板上设置有套接组件;
3、所述套接组件包括第一电机、第二电机和展开组,所述展开组位于第一电机前方,所述第一电机和第二电机均与限位板滑动连接;所述第二电机固定连接有用于其复位的第一弹簧,所述第一电机和第二电机之间固定连接有第二弹簧,所述第一电机和第二电机输出端均固定连接有横板,两个所述横板前方分别设置有第一夹紧组和第二夹紧组,所述第一夹紧组位于第二夹紧组上方;
4、所述第一夹紧组和第二夹紧组结构完全相同,所述第一夹紧组包括两个l型杆,两个所述l型杆均与横板滑动连接,两个所述l型杆均固定连接有用于其复位的第三弹簧,两个所述l型杆均固定连接有第一气缸,两个所述第一气缸输出端均固定连接有第一夹紧片;
5、所述展开组包括固定杆、两个槽口和两个插杆,所述固定杆与第一夹紧组中的横板固定连接,两个所述插杆分别转动连接在第一夹紧片底部,两个所述插杆能够推动下方第二夹紧组中的第一夹紧片向一侧移动,所述固定杆滑动连接有u型杆,所述u型杆左右两端均转动连接有支杆,两个所述支杆分别与两个所述第一夹紧片转动连接,两个所述槽口开设在两个第一夹紧片上,两个所述槽口内部均设置有限位轮,两个所述限位轮分别与两个所述第一夹紧片转动连接,两个所述限位轮均固定连接有第一齿轮,两个所述第一齿轮均啮合有第一齿条杆,两个所述第一齿条杆底部呈l型,两个所述第一齿条杆分别与两个所述第一夹紧片滑动连接;两个所述第一齿条杆均固定连接有用于其复位的第七弹簧;
6、所述底座上方设置有驱动组件,所述驱动组件用于驱动两个所述冲压头对保温瓶的内胆和外胆进行冲压、并且在冲压头上升时驱动限位板转动,以及对冲压完成的内外胆向第一夹紧组和第二夹紧组方向进行输送。
7、作为本发明的进一步方案,所述驱动组件包括顶板和两个液压杆,所述顶板固定连接有两个压杆,所述压杆用于下压u型杆,所述顶板固定连接在两个所述冲压头顶部,两个所述液压杆固定连接在底座与顶板之间,两个所述液压杆内侧均设置有电动滑轨,两个所述电动滑轨均与底座固定连接,两个所述电动滑轨均滑动连接有连接板,两个所述连接板均固定连接有两个第二气缸,四个所述第二气缸均固定连接有第二夹紧片;
8、所述驱动组件还包括传动组,所述传动组用于驱动限位板转动。
9、作为本发明的进一步方案,所述传动组包括滑杆,所述滑杆呈l型,所述滑杆滑动连接有第二齿条杆;所述第二齿条杆固定连接有用于其复位的第五弹簧,所述第二齿条杆后方设置有第二齿轮,所述第二齿轮与底座转动连接,所述第二齿轮的转动轴固定连接有第一锥齿轮,所述第一锥齿轮啮合有第二锥齿轮,所述第二锥齿轮与固定架转动连接,所述第二锥齿轮的转动轴与限位板的转动轴之间传动连接有皮带;
10、所述传动组左侧设置有输送组。
11、作为本发明的进一步方案,所述输送组包括输送带,所述输送带的两个托辊轴均与底座转动连接,所述输送带上方开设有放置槽,所述放置槽用于放置瓶口件;
12、所述输送组前方设置有定位组,所述定位组用于对瓶口件进行定位以及驱动输送带转动。
13、作为本发明的进一步方案,所述定位组包括两个夹紧杆、两个抵制杆和一个支撑架,所述支撑架固定连接在底座顶部,两个所述夹紧杆均与底座滑动连接;两个所述夹紧杆均固定连接有第六弹簧,两个所述抵制杆均与支撑板固定连接,所述抵制杆用于推动夹紧杆向一侧移动,两个所述夹紧杆均固定连接有第三齿条杆,两个所述第三齿条杆均啮合有第三齿轮,两个所述第三齿轮均与支撑架转动连接,两个所述第三齿轮的转动轴均套接有第一扭簧,两个所述第三齿轮均转动连接有棘爪,所述输送带左右两侧壁均固定连接有拨杆。
14、作为本发明的进一步方案,所述输送带前方设置有下料筒,所述下料筒与底座固定连接。
15、作为本发明的进一步方案,所述下料筒呈圆环状。
16、一种双层保温瓶加工用瓶体成型方法,适用于权利要求-中所述的双层保温瓶加工用瓶体成型装置,其特征在于,该方法包括以下步骤:
17、步骤一:将待加工的内外胆放置到支撑板上,然后液压杆带动冲压头下降:
18、步骤二:液压杆下降时通过压杆对u型杆施压,然后通过第一夹紧组和第二夹紧组对内外胆进行套接,而后第一夹紧片和相互远离;
19、步骤三:支撑板下降到极限位置后定位组驱动输送带转动,使套接的内外胆和瓶口件掉落到下料筒内部;
20、步骤四:支撑板上升到高处后,两个夹紧杆对放置槽内的瓶口件进行夹紧定位;
21、步骤五:第二夹紧片对冲压完成的内外胆向第一夹紧组和第二夹紧组进行输送,并且通过传动组使限位板旋转。
22、与现有技术相比,本发明的有益效果是:
23、1.对内胆和外胆进行套接时限位板是处于竖直状态的,从而使内胆和外胆同轴,进而在对内胆和外胆套接时防止有偏差,并且不需要工人对内外胆和瓶口件的位置进行来回的调整,防止工人通过锤子施压时造成瓶口件和内外胆的受损,提高了生产的效率,降低劳动成本。
24、2.并且,从冲压到后续的成型都是在同一到工序中进行加工的,不需要转运输送,工序一体,也能够避免在输送的过程中造成内外胆受损的情况。
25、3.通过定位组能够在套接时对瓶口件进行定位,从而防止内胆或外胆在套接时发生偏移,影响质量。
- 还没有人留言评论。精彩留言会获得点赞!