一种基于视觉识别的多功能棒线弯曲加工设备及加工方法与流程
本发明涉及钢筋弯曲加工,具体涉及一种基于视觉识别的多功能棒线弯曲加工设备及加工方法。
背景技术:
1、目前,现有的施工现场用的钢筋加工弯曲设备主要有两种:一是数控钢筋弯曲机,二是全自动弯箍机。
2、前者(数控弯箍机)虽然能够同时适应钢筋线材和棒材的加工,但是自动化程度低,需要人工送料,精度难以掌握;
3、后者(全自动弯箍机)虽然能够实现全自动送料弯曲及切断,但是更换不同直径钢筋的时候人工上料和调整压料轮的压下量耗时长,校准难,无法完成长板筋的加工;
4、同时,两者都需要人工上下料,劳动强度大;且都需要人工设置参数,无法实现加工任务直接传递给设备。
5、由此可见,现有的施工现场的钢筋加工设备效率低,劳动强度高,人力需求量大,钢筋加工质量难保证,且没有一台综合设备或生产线能够满足同时满足钢筋棒材、线材的高质量全自动加工。
技术实现思路
1、本发明要解决的技术问题是:针对现有技术的不足,提供一种基于视觉识别的多功能棒线弯曲加工设备及加工方法,能够柔性适应多种规格、形状的钢筋弯曲加工需求,且加工效率高,质量、精度有保障,加工信息可追溯。
2、为解决上述技术问题,本发明采用的技术方案是:
3、一种基于视觉识别的多功能棒线弯曲加工设备,布置于施工项目现场,包括邻接设置的棒材加工机构和线材加工机构,所述棒材加工机构设有用于识别棒材钢筋编码的视觉识别装置5和用于棒材钢筋弯曲加工的棒材弯曲装置6,所述线材加工机构设有兼用线材箍筋拉钩加工和线材板筋加工的线材弯曲装置14,所述棒材加工机构和所述线材加工机构均与弯曲加工数据库实时通信。
4、进一步的,所述棒材加工机构包括棒材原料架1和棒材上料架2,所述棒材上料架2侧部设有上下料机械手3,所述棒材上料架2设于定尺送料机构4上部,所述棒材上料架2的端部设有视觉识别装置5,所述棒材上料架2的中部和两端均安装有棒材弯曲装置6,所述棒材上料架2远离棒材原料架1的一侧设有棒材成品料架7。
5、进一步的,所述线材加工机构包括立式放线盘8侧部设有过线机构9和导线机构10,所述导线机构10的出线端面向穿丝机构11的进线端,所述穿丝机构11的出线端与横调机构12的进线端相连,所述横调机构12的出线端与纵调机构13的进线端相连,所述纵调机构13的出线端设有线材切断装置14和线材弯曲装置15。
6、进一步的,所述定尺送料机构4设有拖链101和直线板102,所述直线板102上固定有所述棒材上料架2;所述视觉识别装置5前端设有升降挡板103;所述棒材弯曲装置6包括弯曲轴旋转盘104和弯曲心轴固定盘105,所述弯曲轴旋转盘104上装有弯曲轴106,所述弯曲心轴固定盘105上装有弯曲心轴107,所述棒材弯曲装置6靠近线材弯曲装置14的一端设有可升降的导向板108。
7、进一步的,所述立式放线盘8由中心立柱201和放线转盘202组成;所述过线机构9包括过线梁203和过线滚204,所述过线梁203上设有减震弹簧205;所述横调机构12设有快速调节压下装置,所述快速调节压下装置由横调压下轮206、压下量调节螺钉207、锁紧螺钉208和滚筒209组成;所述纵调机构13设有纵调压下轮210和纵调变形轮211;所述纵调机构13内设有计米装置,所述切断机构212正下方设有箍筋料框212。
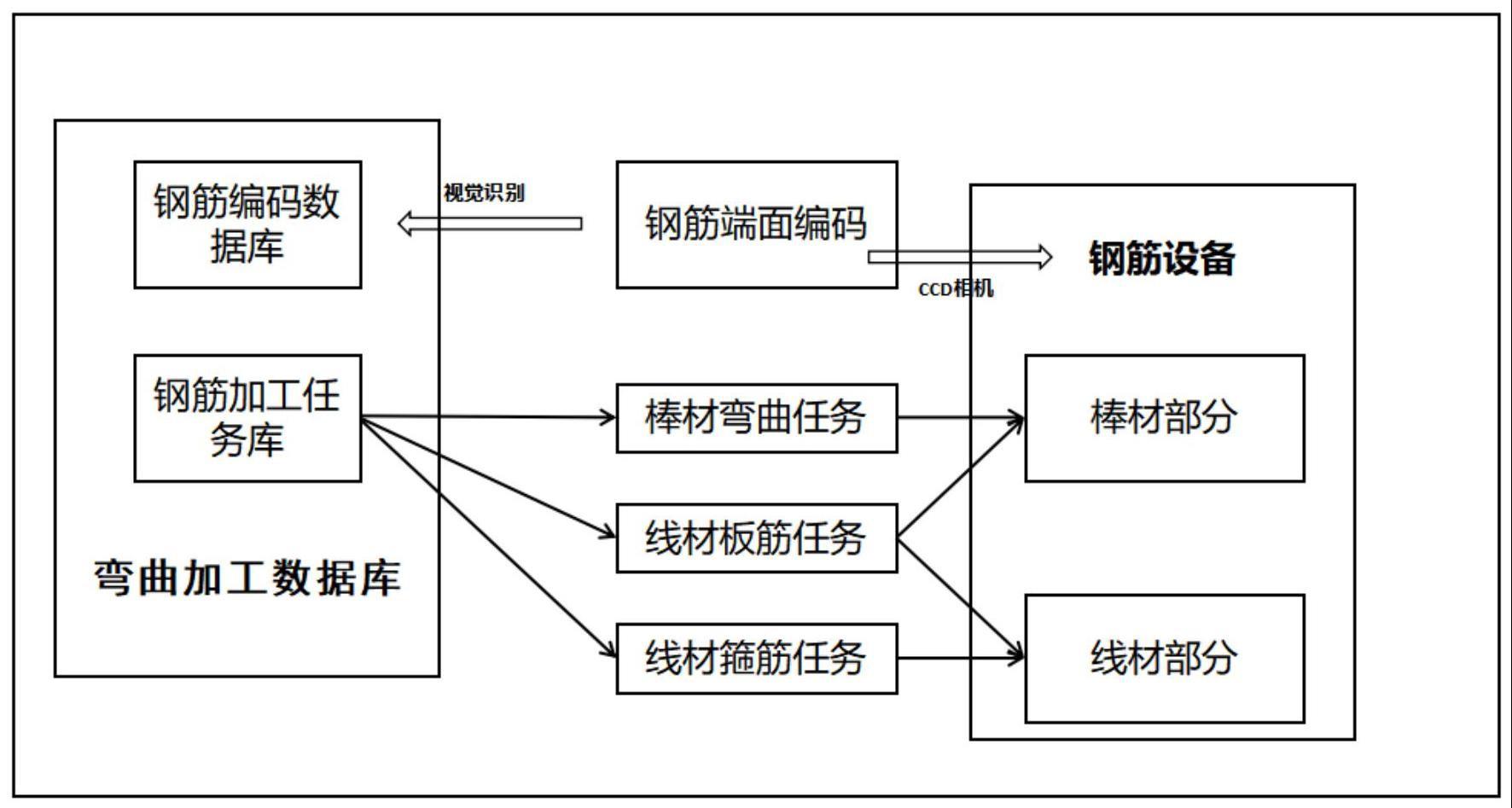
8、进一步的,所述弯曲加工数据库设有钢筋编码数据库和钢筋加工任务库;
9、所述钢筋编码数据库用于存储视觉识别装置发送的钢筋编码信息,并与钢筋加工任务库中的当前加工指令相匹配;
10、所述钢筋加工任务库用于根据输入的钢筋加工需求生成对应的棒材加工指令、箍筋加工指令和板筋加工指令,并分别发送给所述棒材加工机构和线材加工机构。
11、基于同一发明构思,本技术实施例还提供了一种智能棒线弯曲加工方法,基于如上所述的多功能棒线弯曲加工设备,包括如下步骤:
12、步骤s1,通过棒材加工机构进行棒材钢筋编码信息视觉识别,并根据钢筋编码数据库存储的编码信息与钢筋加工任务库中的棒材加工指令相匹配,进行棒材钢筋弯曲加工;
13、步骤s2,通过线材加工机构接收钢筋加工任务库中的箍筋加工指令,进行线材箍筋拉钩加工;
14、步骤s3,通过线材加工机构接收钢筋加工任务库中的板筋加工指令,进行线材板筋加工。
15、进一步的,所述步骤s1具体包括如下步骤:
16、s11,通过上下料机械手3将端面带有编码的待加工棒材钢筋从棒材原料架1移动至棒材上料架2上,并使待加工棒材钢筋带有编码的端面朝向视觉识别装置5;
17、s12,视觉识别装置5前的升降挡板103升起,同时定尺送料机构4带动所述待加工棒材钢筋移动至与所述升降挡板103相接触;
18、s13,升降挡板103降下,同时通过视觉识别装置5识别棒材钢筋的编码信息并发送至钢筋编码数据库;
19、s14,钢筋加工任务库根据当前棒材钢筋编码信息对应的钢筋弯曲参数,生成棒材加工指令并发送给定尺送料机构4和棒材弯曲装置6;
20、s15,定尺送料机构4将待加工棒材钢筋送至预设加工位,并通过棒材弯曲装置6进行棒材钢筋弯曲加工;
21、s16,通过上下料机械手3将弯曲加工后的棒材钢筋移动至棒材成品料架7,并使所述棒材钢筋与棒材成品料架7上已存放的棒材钢筋右端对齐。
22、进一步的,所述步骤s2具体包括如下步骤:
23、s21,将待加工线材盘螺放入立式放线盘8中,并使待加工线材的一端依次穿过过线机构9和导线机构10后穿入穿丝机构11中;
24、s22,通过穿丝机构11牵引所述待加工线材在横调机构12和纵调机构13中进行线材矫直后经线材切断装置14穿入线材弯曲装置15中;
25、s23,所述线材弯曲装置15接收钢筋加工任务库中的箍筋加工指令进行线材箍筋拉钩加工;
26、s24,所述线材箍筋拉钩加工完成后,通过线材切断装置14进行断料,使成品线材箍筋落入箍筋料框212中。
27、进一步的,所述步骤s3具体包括如下步骤:
28、s31,将待加工线材盘螺放入立式放线盘8中,并使待加工线材的一端依次穿过过线机构9和导线机构10后穿入穿丝机构11中;
29、s32,通过穿丝机构11牵引所述待加工线材在横调机构12和纵调机构13中进行线材矫直后经线材切断装置14穿入线材弯曲装置15中;
30、s33,所述线材弯曲装置15接收钢筋加工任务库中的板筋加工指令进行线材板筋右端弯曲加工;
31、s34,棒材弯曲装置6上的导向板108升起,同时穿丝机构11继续牵引右端弯曲加工完成的线材穿过所述导向板108后进入定尺送料机构4的夹钳上;
32、s34,通过定尺送料机构4带动右端弯曲加工完成的线材继续向右移动至指定位置,并通过线材切断装置14进行线材左端断料;
33、s35,通过定尺送料机构4带动左端断料完成的线材向左移动至左端预设弯曲工位,然后通过线材弯曲装置15进行线材板筋左端弯曲加工;
34、s36,所述导向板108降下,然后通过上下料机械手3将加工后的线材板筋移动至现场线材板筋下料区。
35、本发明与现有技术相比具有以下主要的优点:
36、1、本技术提出了一种多功能棒线弯曲加工设备及加工方法,通过邻接设置的棒材加工机构和线材加工机构相配合,能够根据现场施工需求柔性兼容钢筋的箍筋、拉钩、长板筋等多种加工工艺,适应多种规格、形状的钢筋弯曲加工需求;
37、2、本技术采用了云端弯曲加工数据库配合视觉识别技术,能够实现施工项目现场棒材钢筋视觉识别后的智能弯曲,线材设备接收任务后自动加工,加工效率高,质量、精度有保障,且加工信息可追溯;
38、3、本技术相较于施工现场原有的钢筋加工方式,减少了钢筋断料工序,且机械设备的自动化程度高,钢筋上下料及钢筋在不同工作台上的二次转运均通过机器完成,现场工人的工作内容和劳动强度大幅降低;
39、4、本技术通过一套设备实现多种功能,可柔性适应施工现场需要加工的各种规格、形状的钢筋,相比于现场各类零散设置和摆放的机械设备,更加便于安全文明施工管理;
40、5、本技术采用了设备模块化设计,拆装灵活易拓展、便于易转运,设备单个模块均不超过三米,且设计了结构及电路、网路的快拆/装接口,即可单独也可组合使用,且拆装、拓展、转运方便。
- 还没有人留言评论。精彩留言会获得点赞!