一种粗轧板坯翘头检测方法与流程
本发明涉及钢材的自动检测的,具体而言,尤其涉及一种粗轧板坯翘头检测方法。
背景技术:
1、热轧1580生产线,粗轧区域轧机是对板坯的厚度和宽度进行调控,轧制成满足工艺要求的中间坯,送给下一工序。轧制过程中会因为下工作辊的标高、轧辊辊径微小差异造成的速度偏差、板坯在轧辊上打滑等因素的影响,板坯的头部上翘或下扣严重,简称叩翘头。叩翘头对设备的影响是巨大的,如翘头过高,板坯头部无法进入轧机轧制,因卡阻而堆钢,导致立辊、导位设备损坏;如扣头,在搬运板坯时对辊道进行机械冲击,给辊道的表面质量、轴承座螺栓松动、电机底脚松动、电机因振动而烧损。因此在控制上希望板坯能以微翘头进行轧制,搬运时减小对设备的冲击,又能顺利的咬入轧机轧制。之前板坯叩翘头的判断完全由生产操作人员目测板坯头部叩翘头程度,因每个人的标准不同,判断的叩翘头程度也不同,不能满足现场实际需求。所以需要一套自动检测系统对板坯的叩翘头程度进行实时检测,最终达到控制叩翘头的目的。
技术实现思路
1、根据上述提出是判断的叩翘头程度无法统一标准,进而无法满足现场实际需求的技术问题,而提供一种粗轧板坯翘头检测方法。本发明主要利用一种粗轧板坯翘头检测方法,通过plc实时获取粗轧板行进过程中的相关数据,实现检测系统自动的对板坯的叩翘头程度进行实时检测,从而起到控制叩翘头的目的。
2、本发明采用的技术手段如下:
3、一种粗轧板坯翘头检测方法,包括以下步骤:
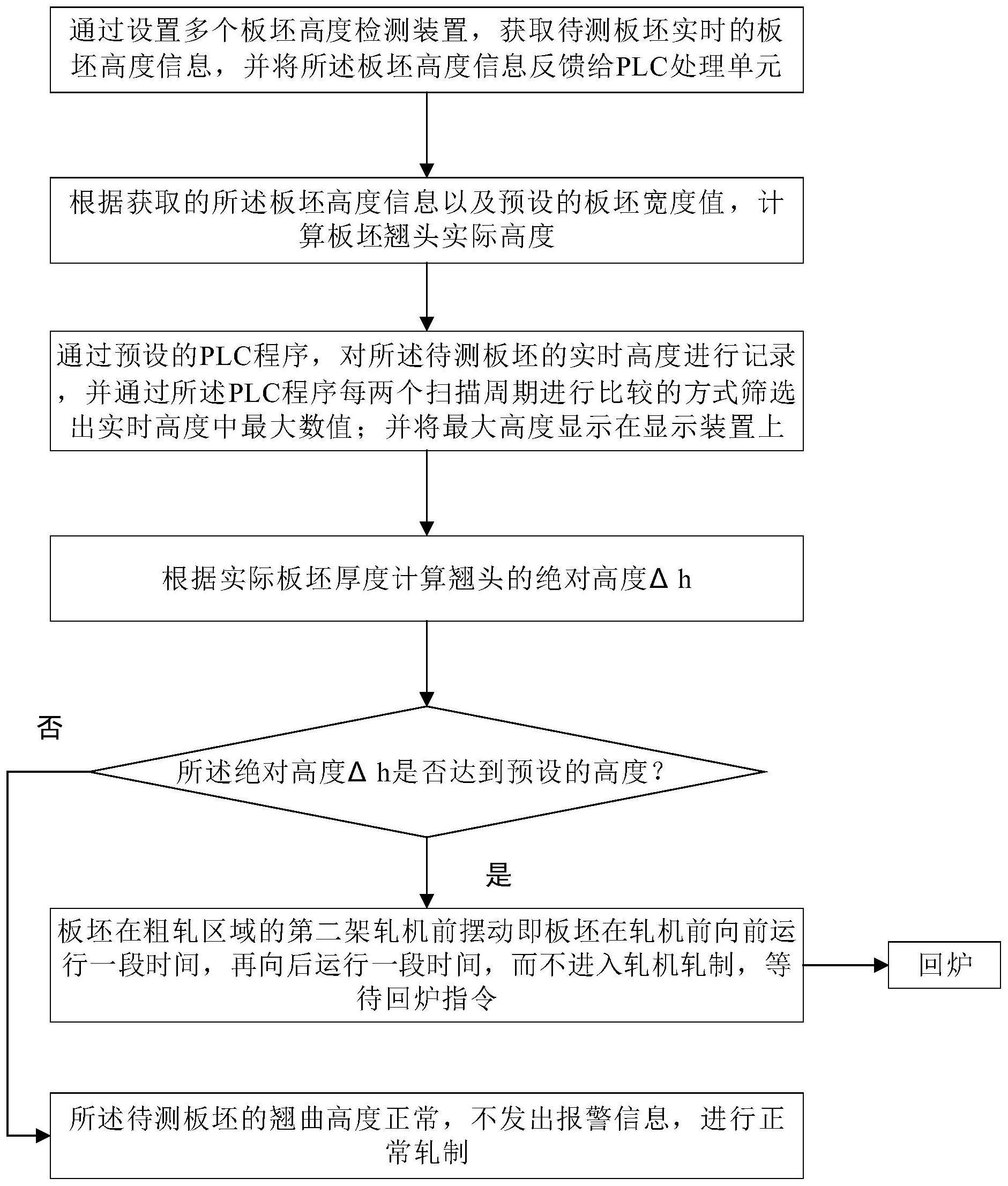
4、步骤1:通过设置多个板坯高度检测装置,获取待测板坯实时的板坯高度信息,并将所述板坯高度信息反馈给plc处理单元;
5、步骤2:根据获取的所述板坯高度信息以及预设的板坯宽度值,计算板坯翘头实际高度;
6、所述板坯的翘头实际高度为:h=tan[a*(l2-1/2l1)];
7、其中,h表示板坯翘起的总高度;a表示所述板坯高度检测装置的检测角度;l1表示粗轧中间板坯的实际宽度;l2表示所述板坯高度检测装置与搬运辊道中心线的距离;
8、步骤3:通过预设的plc程序,对所述待测板坯的实时高度进行记录,并通过所述plc程序每两个扫描周期进行比较的方式筛选出实时高度中最大数值;并将最大高度显示在显示装置上;
9、步骤4:根据实际板坯厚度计算翘头的绝对高度δh;
10、步骤5:通过预设的plc程序判断所述绝对高度是否达到预设的高度,若达到预设的高度则执行步骤6;若未达预设高度到则执行步骤7;
11、步骤6:板坯在粗轧区域的第二架轧机前摆动即板坯在轧机前,前后运行,不进入轧机轧制,等待回炉指令;
12、步骤7:所述待测板坯的翘曲高度正常,不发出报警信息,进行正常轧制。
13、较现有技术相比,本发明具有以下优点:
14、通过本申请的检测方法能够有效的节省事故时间产生的效益:按每年产生2起事故,每次处理事故需要6个小时计算,事故率为0.7,目前小时产量为500吨/小时,吨钢利润372.23元计算,那么每年创效为2*6*500*372.23*0.7=156.33万元/年。
15、同时通过本申请的方法节省备件费用产生的效益:导位液压缸和导位的成本约为6.3万元,则节省费用为2*6.3=12.6万元/年;通过本发明的方法通过事故时间的计算可以提高工作效率30%以上;累计创效:156.33+12.6=168.93万元/年。
技术特征:
1.一种粗轧板坯翘头检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种粗轧板坯翘头检测方法,其特征在于,
3.根据权利要求1所述的一种粗轧板坯翘头检测方法,其特征在于,
4.根据权利要求1所述的一种粗轧板坯翘头检测方法,其特征在于,所述步骤3中,当检测高度大于预设值时,同时对辊道速度积分计算出对板检测长度,当检测长度大于预设值,则停止筛选高度。
5.根据权利要求1所述的一种粗轧板坯翘头检测方法,其特征在于,所述步骤4中,板坯轧制时记录两个工作辊的辊缝,该辊缝就是板坯的实际厚度。
6.根据权利要求1所述的一种粗轧板坯翘头检测方法,其特征在于,
7.根据权利要求1或2所述的一种粗轧板坯翘头检测方法,其特征在于,所述绝对高度δh为280mm-450mm。
技术总结
本发明提供一种粗轧板坯翘头检测方法包括以下步骤:通过设置多个板坯高度检测装置,获取待测板坯实时的板坯高度信息,并将板坯高度信息反馈给PLC处理单元;根据获取的板坯高度信息以及预设的板坯宽度值,计算板坯翘头实际高度;通过预设的PLC程序,对待测板坯的实时高度进行记录,并通过PLC程序每两个扫描周期进行比较的方式筛选出实时高度中最大数值;并将最大高度显示在显示装置上;根据实际板坯厚度计算翘头的绝对高度Δh;通过预设的PLC程序判断绝对高度是否达到预设的高度,若达到预设的高度则停止操作;若未达预设高度到则正常轧制。本发明的方法能够有效的减少因板坯翘头而造成的损失,提高整体的工作效率,减少经济损失。
技术研发人员:刘德辉,张成斌,刘占全,宁腾,孙伟,崔亚锋,张维闯,靳龙,李明敏
受保护的技术使用者:鞍钢股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!