真空电子束焊接装置及焊接方法与流程
本申请涉及焊接,特别涉及一种真空电子束焊接装置及焊接方法。
背景技术:
1、细长的薄壁壳体组件主要由1个顶塞、1个底塞、2个半槽壳、数个温度探测器和剂量探测器、各类拉伸、冲击等力学试样组成。焊缝组成主要包括2个半槽壳之间的长直缝、顶(底)塞与半槽壳体之间的方形环缝等组成。
2、目前,现有的细长的薄壁壳体组件上的细长的长直缝和方形环缝均采用激光焊接方法完成,由于焊缝长而精细,导致现有的焊接设备及焊接工艺对细长的薄壁壳体组件焊接时,焊缝不易成型,且焊缝易发生变形,熔深难以精确控制导致熔深不合适,焊接效果较差,焊接效率低下。因此,如何提升细长的薄壁壳体组件的焊接效果及焊接效率成为亟待解决的问题。
技术实现思路
1、本申请的实施例提供一种真空电子束焊接装置及焊接方法,以提升细长的薄壁壳体组件的焊接效果及焊接效率。
2、为了解决上述技术问题,本申请的实施例公开了如下技术方案:
3、一方面,提供了一种真空电子束焊接装置,应用于对细长的薄壁壳体组件进行焊接,包括:
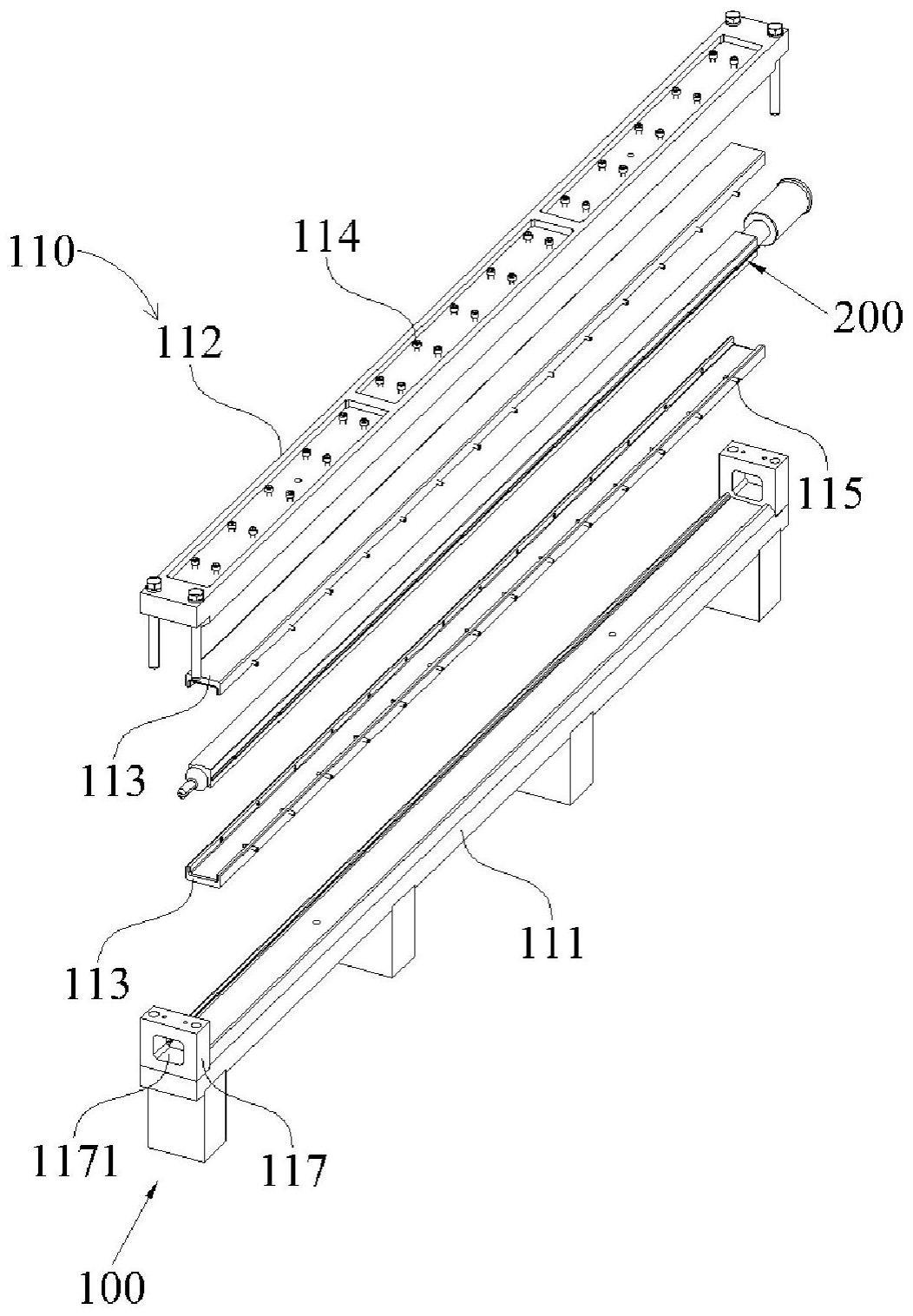
4、焊接定位组件,其包括:基座、固定件及至少两个装夹件,所述固定件固定安装于所述基座上,两所述装夹件对称式的设置于所述基座与所述固定件之间,且两所述装夹件之间形成一装夹空间,所述装夹空间用于装夹待焊接的薄壁壳体组件;以及
5、焊接电子枪,其可活动的布置于焊接定位组件的旁侧,焊接电子枪用于实现对薄壁壳体组件的进行真空电子束焊接;
6、其中,所述固定件上可活动的设置有至少两个第一调节件,所述第一调节件与所述装夹件接触连接,在所述第一调节件的作用下,两所述装夹件之间的距离发生改变以致于薄壁壳体组件的装配间隙发生改变。
7、除了上述公开的一个或多个特征之外,或者作为替代,所述第一调节件在所述固定件上沿第一阵列方向同层排布;
8、所述第一阵列方向为直线形或曲线形中的任意一种。
9、除了上述公开的一个或多个特征之外,或者作为替代,所述薄壁壳体组件具有待焊接缝隙;
10、所述装夹件的横截面呈c字形,且两所述装夹件之间还形成有焊接通槽,所述焊接通槽与所述装夹空间相连通,所述焊接通槽与所述薄壁壳体组件的待焊接缝隙相对接。
11、除了上述公开的一个或多个特征之外,或者作为替代,所述焊接定位组件还包括:至少两个第二调节件,所述第二调节件可活动的安装于至少一个所述装夹件上,且所述第二调节件与薄壁壳体组件接触连接;
12、在第二调节件的作用下,薄壁壳体组件的错边量发生改变。
13、除了上述公开的一个或多个特征之外,或者作为替代,所述第二调节件在所述装夹件上沿第二阵列方向同层排布;
14、所述第二阵列方向为直线形或曲线形中的任意一种。
15、另一方面,进一步公开了一种真空电子束焊接方法,应用于如上述任一项所述的真空电子束焊接装置中,包括以下步骤:
16、选取相应的零部件组装获得焊接定位组件,并将薄壁壳体组件装配于焊接定位组件内;
17、利用焊接定位组件辅助调节薄壁壳体组件相对布置的第一侧及第二侧的装配间隙及错边量;
18、将焊接定位组件及薄壁壳体组件置于真空环境中,利用焊接电子枪对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处均进行真空电子束点焊;
19、利用焊接电子枪分别对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处进行真空电子束深熔焊接,并在真空环境中冷却。
20、除了上述公开的一个或多个特征之外,或者作为替代,在步骤利用焊接定位组件辅助调节薄壁壳体组件相对布置的第一侧及第二侧的装配间隙及错边量中,薄壁壳体组件的第一侧及第二侧的装配间隙a均满足:a≤0.05mm;
21、薄壁壳体组件的第一侧及第二侧的错边量b均满足:b≤0.1mm。
22、除了上述公开的一个或多个特征之外,或者作为替代,在步骤利用焊接电子枪对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处均进行真空电子束点焊中,相邻两焊点之间的间距为80~120mm。
23、除了上述公开的一个或多个特征之外,或者作为替代,焊接电子枪对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处均进行真空电子束点焊的参数为:真空度小于或等于5×10-3mbar,电子束流4~6ma,电子枪电压37~40kv,聚焦电流1.6~1.9a。
24、除了上述公开的一个或多个特征之外,或者作为替代,焊接电子枪分别对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处进行真空电子束深熔焊接的参数为:真空度小于或等于5×10-3mbar,电子束流15~18ma,电子枪电压38~42kv,聚焦电流1.6~2.0a,焊接电子枪的摆动幅度0.4~0.8mm。
25、上述技术方案中的一个技术方案具有如下优点或有益效果:本申请通过设置焊接定位组件对薄壁壳体组件固定定位,通过第一调节件及第二调节件调节控制薄壁壳体组件的装配间隙及错边量,同时利用焊接电子枪对薄壁壳体组件进行真空电子束焊接,以使得薄壁壳体组件上的真空电子束焊缝成型好、焊缝变形小、熔深合适,提升焊接装置的焊接效率及效果,同时保证焊接时焊接电子枪的真空电子束不损伤薄壁壳体组件,从而降低成本。
技术特征:
1.一种真空电子束焊接装置,应用于对细长的薄壁壳体组件(200)进行焊接,其特征在于,包括:
2.如权利要求1所述的真空电子束焊接装置,其特征在于,所述第一调节件(114)在所述固定件(112)上沿第一阵列方向同层排布;
3.如权利要求1所述的真空电子束焊接装置,其特征在于,所述薄壁壳体组件(200)具有待焊接缝隙;
4.如权利要求1~3任一项所述的真空电子束焊接装置,其特征在于,所述焊接定位组件(110)还包括:至少两个第二调节件(115),所述第二调节件(115)可活动的安装于至少一个所述装夹件(113)上,且所述第二调节件(115)与薄壁壳体组件(200)接触连接;
5.如权利要求4所述的真空电子束焊接装置,其特征在于,所述第二调节件(115)在所述装夹件(113)上沿第二阵列方向同层排布;
6.一种真空电子束焊接方法,应用于如权利要求1~5任一项所述的真空电子束焊接装置中,其特征在于,包括以下步骤:
7.如权利要求6所述的真空电子束焊接方法,其特征在于,在步骤利用焊接定位组件辅助调节薄壁壳体组件相对布置的第一侧及第二侧的装配间隙及错边量中,薄壁壳体组件的第一侧及第二侧的装配间隙a均满足:a≤0.05mm;
8.如权利要求6所述的真空电子束焊接方法,其特征在于,在步骤利用焊接电子枪对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处均进行真空电子束点焊中,相邻两焊点之间的间距为80~120mm。
9.如权利要求6所述的真空电子束焊接方法,其特征在于,焊接电子枪对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处均进行真空电子束点焊的参数为:真空度小于或等于5×10-3mbar,电子束流4~6ma,电子枪电压37~40kv,聚焦电流1.6~1.9a。
10.如权利要求6所述的真空电子束焊接方法,其特征在于,焊接电子枪分别对薄壁壳体组件的第一侧及第二侧的待焊接缝隙处进行真空电子束深熔焊接的参数为:真空度小于或等于5×10-3mbar,电子束流15~18ma,电子枪电压38~42kv,聚焦电流1.6~2.0a,焊接电子枪的摆动幅度0.4~0.8mm。
技术总结
本申请的实施例公开了一种真空电子束焊接装置及焊接方法,其中真空电子束焊接装置包括:焊接定位组件,其包括:基座、固定件及至少两个装夹件,所述固定件固定安装于所述基座上,两所述装夹件对称式的设置于所述基座与所述固定件之间,且两所述装夹件之间形成一装夹空间,所述装夹空间用于装夹待焊接的薄壁壳体组件;以及焊接电子枪,其可活动的布置于焊接定位组件的旁侧;其中,所述固定件上可活动的设置有至少两个第一调节件,所述第一调节件与所述装夹件接触连接。根据本申请,其使得薄壁壳体组件上的真空电子束焊缝成型好、焊缝变形小、熔深合适,提升焊接装置的焊接效率及效果。
技术研发人员:郑亮,郭宝超,辛正高,乐学来,唐剑锋,胥浩
受保护的技术使用者:上海第一机床厂有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!