一种高温跳线连接器超高频自动焊接设备的制作方法
本发明涉及跳线连接器,尤其涉及一种高温跳线连接器超高频自动焊接设备。
背景技术:
1、跳线连接器用于4g基站线路连接,其包括端头和连接线,连接线插入端头内,端头和连接线之间需要焊接处理。
2、现有跳线连接器由人工焊接,由于人工劳动强度大,导致焊接效果和焊接品质参差不齐,难以保证产品的整体合格率。
技术实现思路
1、本发明旨在提供一种高温跳线连接器超高频自动焊接设备,以克服现有技术中存在的不足。
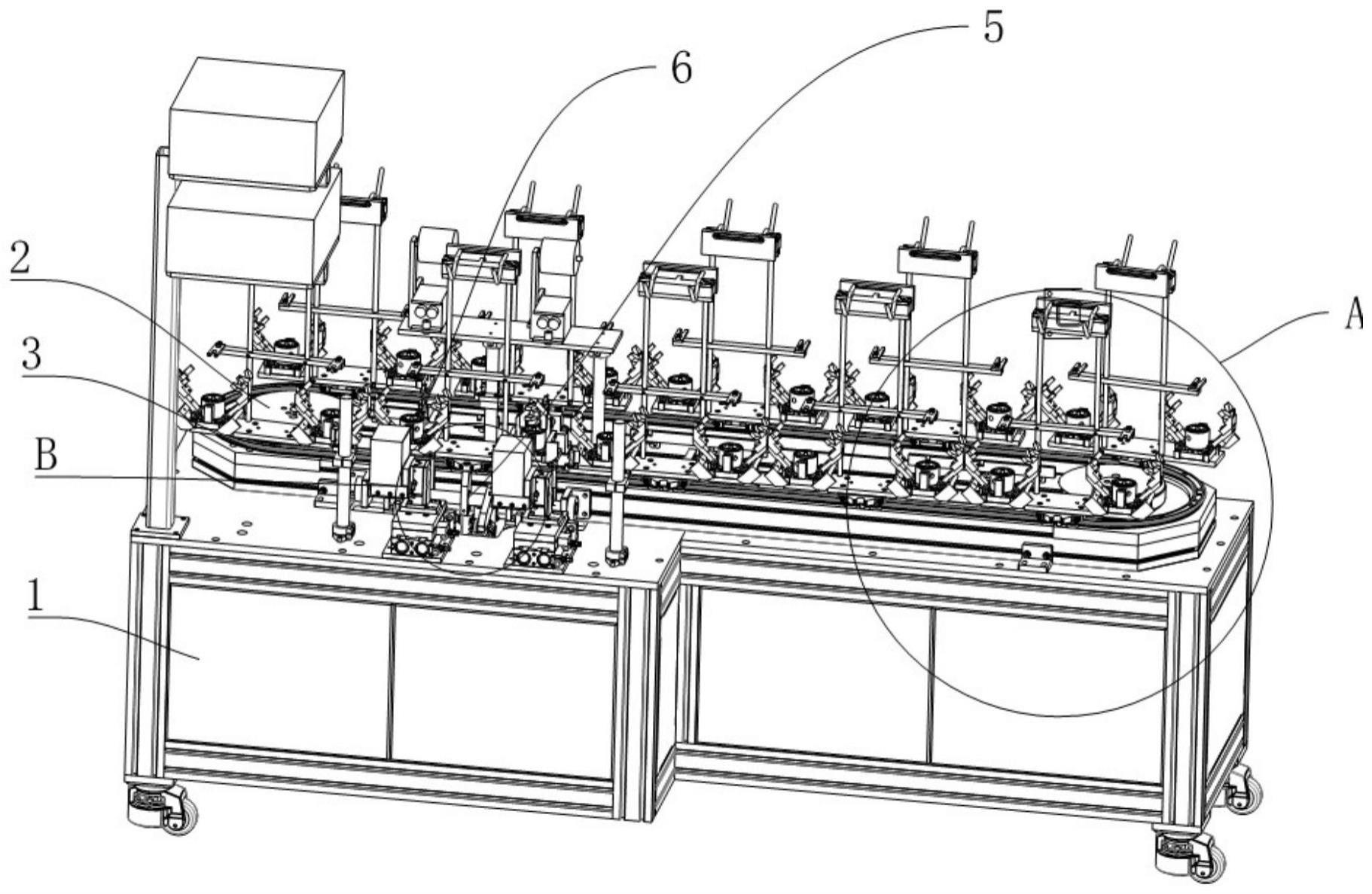
2、为解决上述技术问题,本发明的技术方案是:一种高温跳线连接器超高频自动焊接设备,包括工作台,所述工作台上设置有驱动装置,驱动装置转动连接有封闭状的轨道,所述轨道上设置有用于夹持端头和放置连接线的夹持装置,工作台上设置有定位装置和焊接装置,定位装置用于控制夹持装置移动和停止,焊接装置用于焊接夹持装置上的端头和连接线的连接处。
3、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,所述夹持装置包括载物板、内置安装槽的固定块、用于安放连接线的支撑条以及一对用于夹持端头和连接线的夹爪,其中,所述载物板与轨道滑动连接,支撑条设置在载物板上,固定块安装在载物板上,夹爪安装在载物板两侧并与载物板转动连接。
4、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,所述夹爪包括连接部和夹持部,其中连接部和夹持部均与载物板转动连接,连接部与夹持部固定连接,连接部底部设置有弧形接触面。
5、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,所述夹持部包括杆体和固定板,所述固定板固定在杆体上,杆体与连接部固定连接,固定板上设置有连接线卡槽和呈“八”字型设置的卡爪,当夹持部处于闭合状态时,两个固定板上的卡爪相互交错抱合在对应的固定板上,连接线卡槽包裹并固定住连接线。
6、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,所述工作台底部设置有顶升装置,所述顶升装置包括顶升气缸和滚轴,所述滚轴安装在顶升气缸的气缸杆上,滚轴用于与弧形接触面接触以驱动连接部绕着载物板转动。
7、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,所述定位装置包括设置在载物板上的定位块、定位气缸、连接板、转动杆以及定位杆,所述定位气缸安装在工作台内部,所述定位气缸的气缸杆与连接板转动连接,连接板与主动杆固定连接,定位杆与转动杆固定连接。
8、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,所述焊接装置包括推动气缸一、推动气缸二、焊枪以及供丝机,推动气缸一和推动气缸二对应设置在载物板的两侧的工作台上,推动气缸一的气缸杆上安装焊枪,推动气缸二的气缸杆上安装供丝机。
9、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,所述驱动装置包括封闭状的驱动带、与驱动带啮合的主动驱动轮、与驱动带啮合的从动驱动轮以及电机,其中电机安装在工作台内,主动驱动轮与电机的工作端固定连接,从动轮通过转轴与工作台转动连接。
10、作为本发明的一种高温跳线连接器超高频自动焊接设备的改进,还包括控制模块,控制模块包括控制单元和光电传感器,控制单元与光电传感器电连接,控制单元与电机、推动气缸一、推动气缸二、定位气缸、顶升气缸、焊枪以及供丝机均电连接。
11、与现有技术相比,本发明的有益效果是:将端头和连接线进行初步固定,然后将连接线和端头放置到自动焊接设备的夹持装置中,每个夹持装置可放入至少一套连接线和端头,该自动焊接设备通过控制模块控制驱动装置以驱动夹持装置在轨道上移动,当夹持装置移动至指定位置之后,该自动焊接设备停止夹持装置移动,定位装置将夹持装置进行定位,顶升装置驱动夹持装置夹持连接线,焊接装置进入到夹持装置中以焊接连接线和端头的连接处,上述过程实现了代替人工完成端头和连接线连接处的焊接,提高了工作效率和产品合格率,同时也避免了焊接产生的烟气和强光对人体的损伤。
技术特征:
1.一种高温跳线连接器超高频自动焊接设备,包括工作台,其特征在于,所述工作台上设置有驱动装置,驱动装置转动连接有封闭状的轨道,所述轨道上设置有用于夹持端头和放置连接线的夹持装置,工作台上设置有定位装置和焊接装置,定位装置用于控制夹持装置移动和停止,焊接装置用于焊接夹持装置上的端头和连接线的连接处。
2.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,所述夹持装置包括载物板、内置安装槽的固定块、用于安放连接线的支撑条以及一对用于夹持端头和连接线的夹爪,其中,所述载物板与轨道滑动连接,支撑条设置在载物板上,固定块安装在载物板上,夹爪安装在载物板两侧并与载物板转动连接。
3.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,所述夹爪包括连接部和夹持部,其中连接部和夹持部均与载物板转动连接,连接部与夹持部固定连接,连接部底部设置有弧形接触面。
4.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,所述夹持部包括杆体和固定板,所述固定板固定在杆体上,杆体与连接部固定连接,固定板上设置有连接线卡槽和呈“八”字型设置的卡爪,当夹持部处于闭合状态时,两个固定板上的卡爪相互交错抱合在对应的固定板上,连接线卡槽包裹并固定住连接线。
5.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,所述工作台底部设置有顶升装置,所述顶升装置包括顶升气缸和滚轴,所述滚轴安装在顶升气缸的气缸杆上,滚轴用于与弧形接触面接触以驱动连接部绕着载物板转动。
6.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,所述定位装置包括设置在载物板上的定位块、定位气缸、连接板、转动杆以及定位杆,所述定位气缸安装在工作台内部,所述定位气缸的气缸杆与连接板转动连接,连接板与主动杆固定连接,定位杆与转动杆固定连接。
7.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,所述焊接装置包括推动气缸一、推动气缸二、焊枪以及供丝机,推动气缸一和推动气缸二对应设置在载物板的两侧的工作台上,推动气缸一的气缸杆上安装焊枪,推动气缸二的气缸杆上安装供丝机。
8.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,所述驱动装置包括封闭状的驱动带、与驱动带啮合的主动驱动轮、与驱动带啮合的从动驱动轮以及电机,其中电机安装在工作台内,主动驱动轮与电机的工作端固定连接,从动轮通过转轴与工作台转动连接。
9.根据权利要求1所述的一种高温跳线连接器超高频自动焊接设备,其特征在于,还包括控制模块,控制模块包括控制单元和光电传感器,控制单元与光电传感器电连接,控制单元与电机、推动气缸一、推动气缸二、定位气缸、顶升气缸、焊枪以及供丝机均电连接。
技术总结
本发明提供一种高温跳线连接器超高频自动焊接设备,包括工作台,其特征在于,所述工作台上设置有驱动装置,驱动装置转动连接有封闭状的轨道,所述轨道上设置有用于夹持端头和放置连接线的夹持装置,工作台上设置有定位装置和焊接装置,定位装置用于控制夹持装置移动和停止,焊接装置用于焊接夹持装置上的端头和连接线的连接处,该焊接设备代替人工完成端头和连接线连接处的焊接,提高了工作效率和产品合格率,同时也避免了焊接产生的烟气和强光对人体的损伤。
技术研发人员:陈龙基,沈宜飞,钱鹏,吴达,应志刚,梁登辉
受保护的技术使用者:江苏亨鑫科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!