一种焊接参数设置方法、装置及焊机与流程
本申请属于焊接,尤其涉及一种焊接参数设置方法、装置及焊机。
背景技术:
1、目前,在钨极惰性气体保护焊(gas tungsten arc weld,gtaw)的焊接技术中,对gtaw的焊接过程参数进行选择和调节时,通常是由焊接操作者对焊机操作面板上的各个参数所对应的人机交互元件分别独立操作来实现。然而,由于焊接过程参数所包含的种类繁多,且焊接操作者在焊机操作面板上的人机交互元件中进行焊接过程参数的选择、设定和调节时,需要按照一定的顺序步骤来进行,从而使得焊接过程参数的设定过程较为繁琐和较为困难,进而影响焊接效率。
技术实现思路
1、有鉴于此,本申请实施例提供了一种焊接参数设置方法、装置及焊机,以解决现有gtaw过程中的焊接工艺参数设定过程较为繁琐和较为困难,影响焊接效率的技术问题。
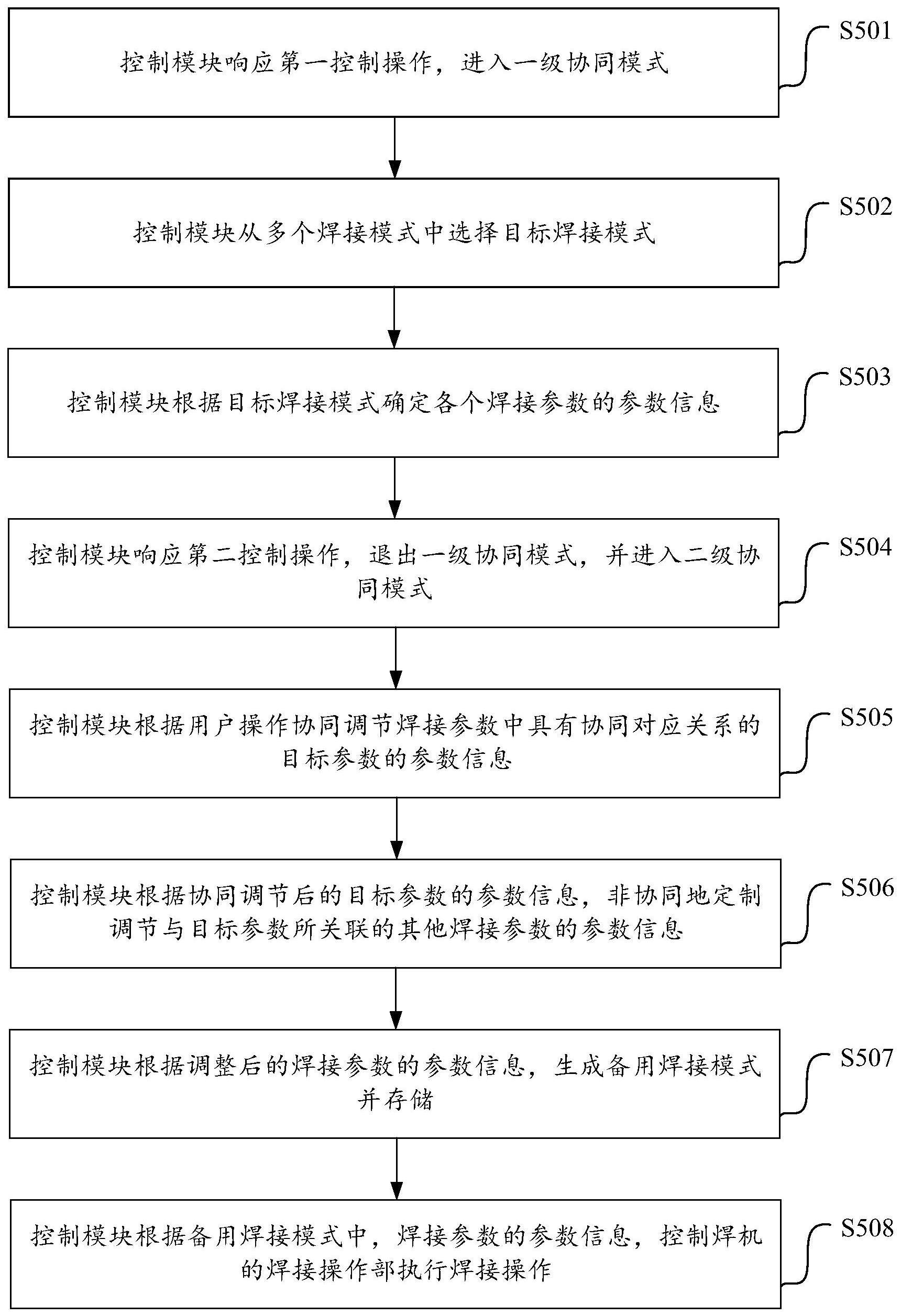
2、本申请实施例的第一方面提供了一种焊接参数设置方法,应用于焊机,该焊机中预存有多个焊接模式,在每个焊接模式下,各个焊接参数具有与焊接模式对应的参数信息,该方法包括:响应第一控制操作,进入一级协同模式;从多个焊接模式中选择目标焊接模式;根据目标焊接模式确定各个焊接参数的参数信息;响应第二控制操作,退出一级协同模式,并进入二级协同模式;根据用户操作协同调节焊接参数中具有协同对应关系的目标参数的参数信息;根据协同调节后的目标参数的参数信息,非协同地定制调节与目标参数所关联的其他焊接参数的参数信息。
3、结合第一方面,在第一方面的第一种可能的实现方式中,根据用户操作协同调节焊接参数中具有协同对应关系的目标参数的参数信息,包括:根据目标焊接模式,确定焊接参数的可调范围;在可调范围内,根据用户操作协同调节焊接参数中具有协同对应关系的目标参数的参数信息。
4、结合第一方面,在第一方面的第二种可能的实现方式中,焊接参数包括第一类焊接参数和第二类焊接参数,第一类焊接参数包括焊接工艺、钨极直径、母材种类、焊接板厚、标准平均焊接电流和保护气体类别中的至少一个,第一类焊接参数为各个焊接模式中的固有焊接参数;第二类焊接参数包括平均焊接电流、平均送丝速度以及焊接板厚,第二类焊接参数与其他焊接参数具有协同对应关系。
5、结合第一方面,在第一方面的第三种可能的实现方式中,从多个焊接模式中选择目标焊接模式,包括:根据用户确定的第一类焊接参数的参数信息,在多个焊接模式中确定目标焊接模式;或者,根据用户输入的焊接模式的标识信息,在多个焊接模式中确定目标焊接模式。
6、结合第一方面,在第一方面的第四种可能的实现方式中,根据协同调节后的目标参数的参数信息,非协同地定制调节与目标参数关联的其他焊接参数的参数信息,包括:根据协同调节后的目标参数的参数信息,调整与目标参数关联的其他焊接参数的工作幅值,并控制焊接参数对应的参数信息保持不变,工作幅值包括与该焊接参数的参数信息相关的影响因素。
7、结合第一方面,在第一方面的第五种可能的实现方式中,在根据协同调节后的目标参数的参数信息,非协同地定制调节与目标参数所关联的其他焊接参数的参数信息之后,该方法还包括:根据调整后的焊接参数的参数信息,生成备用焊接模式;存储备用焊接模式。
8、结合第一方面,在第一方面的第六种可能的实现方式中,该方法还包括:根据备用焊接模式中,焊接参数的参数信息,控制焊机的焊接操作部执行焊接操作。
9、结合第一方面,在第一方面的第七种可能的实现方式中,在根据协同调节后的目标参数的参数信息,非协同地定制调节与目标参数所关联的其他焊接参数的参数信息之后,该方法还包括:显示目标焊接模式中的部分或者全部焊接参数的参数信息。
10、本申请实施例的第二方面提供了一种焊接参数设置装置,应用于焊机,该焊机中预存有多个焊接模式,在每个焊接模式下,各个焊接参数具有与焊接模式对应的参数信息,该装置包括:第一响应单元,用于响应第一控制操作,进入一级协同模式;第一确定单元,用于从多个焊接模式中选择目标焊接模式;第二确定单元,用于根据目标焊接模式确定各个焊接参数的参数信息;第二响应单元,用于响应第二控制操作,退出一级协同模式,并进入二级协同模式;第一调节单元,用于根据用户操作协同调节焊接参数中具有协同对应关系的目标参数的参数信息;第二调节单元,用于根据协同调节后的目标参数的参数信息,非协同地定制调节与目标参数所关联的其他焊接参数的参数信息。
11、本申请实施例的第三方面提供了一种焊机,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如第一方面任一项所述的焊接参数设置方法的步骤。
12、本申请实施例的第四方面提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如第一方面任一项所述方法的步骤。
13、本申请实施例与现有技术相比存在的有益效果是:
14、本申请实施例提供的一种焊接参数设置方法,焊机在基于该方法进行焊接参数设置时,由于焊机中预存有多个焊接模式,在每个焊接模式下,各个焊接参数具有与焊接模式对应的参数信息,因此,焊机可以根据用户操作在一级协同模式下确定目标焊接模式,并且在二级协同模式下,根据用户操作对目标焊接模式中目标参数以及与该目标参数关联的其他焊接参数的参数信息进行协同式的调节和非协同的定制调节。通过该方法,焊机能够实现焊接过程参数的关联协同式调节,从而提高了焊接效率,同时还能够适用于多种焊接应用对于具体焊接参数的不同特殊要求。
技术特征:
1.一种焊接参数设置方法,其特征在于,应用于焊机,所述焊机中预存有多个焊接模式,在每个所述焊接模式下,各个焊接参数具有与所述焊接模式对应的参数信息,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述根据用户操作协同调节所述焊接参数中具有协同对应关系的目标参数的参数信息,包括:
3.根据权利要求1或2所述的方法,其特征在于,所述焊接参数包括第一类焊接参数和第二类焊接参数,
4.根据权利要求3所述的方法,其特征在于,所述从所述多个焊接模式中选择目标焊接模式,包括:
5.根据权利要求1、2或4所述的方法,其特征在于,所述根据协同调节后的所述目标参数的参数信息,非协同地定制调节与所述目标参数所关联的其他所述焊接参数的参数信息,包括:
6.根据权利要求5所述的方法,其特征在于,在所述根据协同调节后的所述目标参数的参数信息,非协同地定制调节与所述目标参数所关联的其他所述焊接参数的参数信息之后,所述方法还包括:
7.根据权利要求6所述的方法,其特征在于,所述方法还包括:
8.根据权利要求1所述的方法,其特征在于,在所述根据协同调节后的所述目标参数的参数信息,非协同地定制调节与所述目标参数所关联的其他所述焊接参数的参数信息之后,所述方法还包括:
9.一种焊接参数设置装置,其特征在于,应用于焊机,所述焊机中预存有多个焊接模式,在每个所述焊接模式下,各个焊接参数具有与所述焊接模式对应的参数信息,所述装置包括:
10.一种焊机,其特征在于,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如权利要求1~8任一项所述的焊接参数设置方法的步骤。
技术总结
本申请属于焊接技术领域,提出了一种焊接参数设置方法、装置及焊机。焊机通过该焊接参数设置方法,能够高效快捷地设置焊接工艺参数,从而提高焊接效率。该焊机中预存有多个焊接模式,在每个焊接模式下,各个焊接参数具有与焊接模式对应的参数信息,方法包括:响应第一控制操作,进入一级协同模式;从多个焊接模式中选择目标焊接模式;根据目标焊接模式确定各个焊接参数的参数信息;响应第二控制操作,退出一级协同模式,并进入二级协同模式;根据用户操作协同调节焊接参数中具有协同对应关系的目标参数的参数信息;根据协同调节后的目标参数的参数信息,非协同地定制调节与目标参数关联的其他焊接参数的参数信息。
技术研发人员:郑兵
受保护的技术使用者:深圳市爱达思技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!