曲轴定位销压装设备及其操作方法与流程
本发明涉及曲轴定位销压装,特别涉及曲轴定位销压装设备及其操作方法。
背景技术:
1、汽车发动机是通过曲轴飞轮(齿轮)组来输出汽车行驶所需的扭矩的,其主要由曲轴和飞轮(齿轮)组成,曲轴是汽车发动机的主要旋转机构,用于将活塞的上下往复运动转变为曲轴自身的圆周运动,从而为汽车的行驶输出扭矩。
2、现有技术中,通过曲轴定位销对曲轴法兰与飞轮(齿轮)的相互位置进行精确定位,以实现飞轮与曲轴的固定连接,具体的操作过程为先将定位销人工用锤头凿入曲轴法兰上的销孔内,然后再将飞轮(齿轮)套在法兰上端,再人工用锤头将飞轮(齿轮)往下凿,直至飞轮(齿轮)上的缺口和定位销头部相契合锁定。
3、以上过程存在一些弊端,第一所有的操作均为人工处理,费时费力,工作效率低下,不适用于工厂批量加工;第二因为曲轴上端缺乏预先固定,导致飞轮不能在压销的过程中就已经放置完成(如果提前放置飞轮,飞轮会在无约束情况下,压销过程中晃动或者飞出),因为一直得分步骤放置,导致步骤繁琐;为此,我们提出曲轴定位销压装设备及其操作方法。
技术实现思路
1、本发明的主要目的在于提供曲轴定位销压装设备及其操作方法,可以有效解决背景技术中人工费时费力、步骤繁琐的技术问题。
2、为实现上述目的,本发明采取的技术方案为:
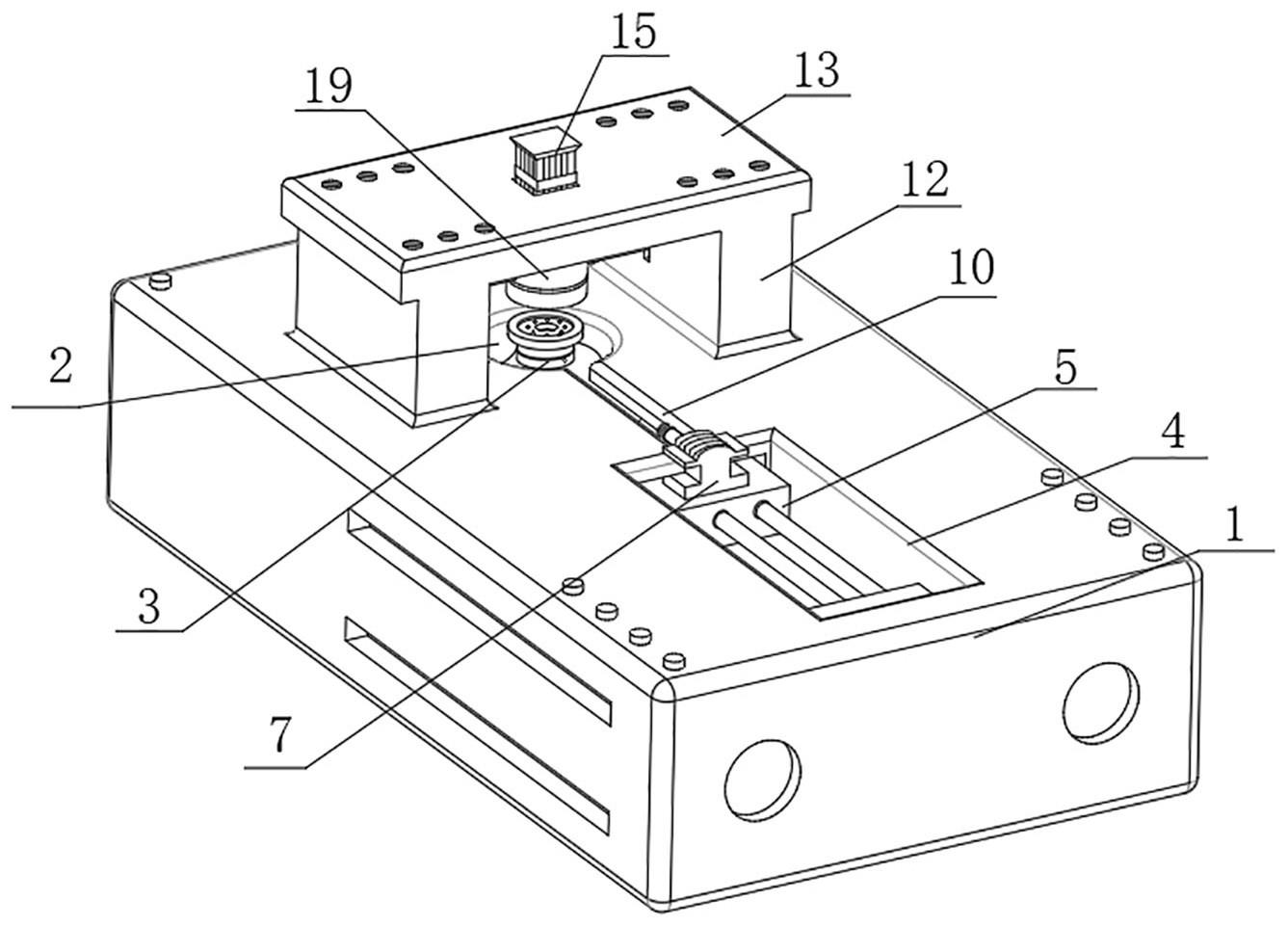
3、曲轴定位销压装设备及其操作方法,包括设备主体,所述设备主体的上端面向内开设有定位槽,所述定位槽内放置有预装曲轴组合体,所述设备主体的上端面位于定位槽的水平一侧开设有无杆气缸安装槽,所述无杆气缸安装槽内架设有无杆冲压气缸,所述无杆冲压气缸上设置有气缸移动座,所述气缸移动座的上面铆接有滑块,所述滑块的前端面水平延伸有第一压杆。
4、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述第一压杆的前端焊接有金属冲压头,所述无杆气缸安装槽和定位槽之间开设有导向滑轨,所述滑块的两侧对称开设有作用于导向滑轨的卡槽。
5、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述预装曲轴组合体包括曲柄轴、法兰部、定位销孔、缺口、飞轮片和定位销,所述法兰部位于曲柄轴的后端轴部上,所述定位销孔开设在法兰部内,并且和定位销过盈配合,所述飞轮片套接在法兰部外侧,所述法兰部的中部一周设置有用于阻挡飞轮片下滑的台阶,所述飞轮片的内侧一处设置有供定位销头部卡入的缺口。
6、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述设备主体的上端面并位于定位槽的两侧对称焊接有立柱,所述两组立柱的上端设置有顶座,所述顶座的中部开设有竖直气缸安装槽,所述竖直气缸安装槽的内部固定安装有竖直单杆气缸,所述竖直单杆气缸内的气缸杆下端焊接有冲压套,所述冲压套的下端面一周均匀分布有第二压杆,所述第二压杆优选数量为6组,所述第二压杆的下端包括金属冲压头,所述气缸杆、冲压套和第二压杆均位于压销模具内。
7、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述压销模具包括外壳体、冲压盖、运动内腔、上轴孔、盖面、边沿面和第一防滑纹,所述冲压盖焊接在外壳体的下端,所述运动内腔开设在外壳体的内部,供冲压套和第二压杆上下移动,所述上轴孔和运动内腔连通,并且供气缸杆伸入,所述冲压盖套接在法兰部的上半部分,并且利用边沿面和飞轮片的底面抵触,所述冲压盖的上端盖面供若干组第二压杆冲压,所述边沿面上均匀分布有若干组第一防滑纹。
8、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述顶座的下端面中心位置铆接有供气缸杆的穿过的限位固定座,所述限位固定座的下端面开设有供压销模具顶部伸入的限位槽。
9、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述压销模具的两侧对称水平焊接有连杆,所述立柱的内侧面处竖直开设有供连杆伸入的条形槽,两组所述连杆的端部均焊接有上弹簧座,所述上弹簧座内安装有一号弹簧,所述一号弹簧的下端固定在下弹簧座内,所述下弹簧座的正下方并位于立柱内部固定有液压缸,所述下弹簧座焊接在液压缸的液压杆顶部位置处,两组所述液压缸的底部位置均安装有l型油管,两组所述l型油管分别和双头油缸驱动器的两端相连通,所述双头油缸驱动器安装在设备主体上端面上。
10、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述设备主体的内部设置有作用于曲柄轴的夹持机构,所述夹持机构包括支座、双头丝杆、轴承座、正向丝杆螺纹部、反向丝杆螺纹部、行走座和丝杆螺母套,两组所述支座对称固定在设备主体的内部,所述双头丝杆水平通过轴承座分别和两组支座连接,所述双头丝杆两端对称部位分别设置有正向丝杆螺纹部和反向丝杆螺纹部,所述正向丝杆螺纹部和反向丝杆螺纹部位置处均设置有行走座,所述行走座内部安装有作用于正向丝杆螺纹部和反向丝杆螺纹部的丝杆螺母套,所述丝杆螺母套内部的丝杆螺母套接在正向丝杆螺纹部和反向丝杆螺纹部上。
11、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述夹持机构还包括导向杆、导向滑槽、连接臂、夹持器和驱动电机,所述导向杆水平焊接在两组支座之间并位于双头丝杆的正下方,两组所述行走座上均开设有供导向杆穿过的导向滑槽,所述行走座的侧面水平焊接有连接臂,两组所述连接臂的内侧均安装有夹持器。
12、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述夹持器包括撑座、内收纳槽、顶杆、曲型夹片、第二防滑纹、挡套和二号弹簧,所述撑座的内部设置有内收纳槽,所述内收纳槽供顶杆运动,所述顶杆的一端部上焊接有曲型夹片,两组所述曲型夹片相向设置,作用在曲柄轴上,所述曲型夹片的内侧面均匀分布有第二防滑纹,所述顶杆靠近曲型夹片的位置处安装有挡套,所述挡套作用在内收纳槽的槽口处,所述顶杆和内收纳槽的槽底之间利用二号弹簧连接。
13、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:驱动电机安装在一组支座的外侧,并通过减速齿轮组和双头丝杆的一端连接。
14、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述夹持机构的数量设置为1-3组,并且纵向排列。
15、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述定位槽的槽壁上开设有供夹持器移动伸出的内口。
16、作为本发明所述曲轴定位销压装设备及其操作方法的一种优选方案,其中:所述金属冲压头通过水平冲压作用在定位销上。
17、曲轴定位销压装设备的操作方法,具体方法步骤:
18、s1:先将曲柄上的定位销塞入定位销孔内,再将飞轮片套在法兰部的上半部分,组成预装曲轴组合体;
19、s2:将预装曲轴组合体放入定位槽内,定位销孔对准导向滑轨中心位置;再通过启动驱动电机,减速后双头丝杆匀速转动,两组行走座上的丝杆螺母套分别和正向丝杆螺纹部、反向丝杆螺纹部作用,使两组行走座相向运动,逐渐靠近,夹持器伸出内口,利用曲型夹片贴合在曲柄轴的轴面上,两组曲型夹片同步移动,相向夹持住曲柄轴;
20、s3:启动双头油缸驱动器,通过两组l型油管分别让液压缸回油,液压杆从最高位置处下降到最低位置,从而使压销模具下降,冲压盖套接在法兰部的上半部分利用边沿面和飞轮片的底面紧密抵触;
21、s4:启动无杆冲压气缸,气缸移动座带动滑块高速运动,利用金属冲压头伸入定位槽内,水平将定位销进一步砸入定位销孔内,如此反复几次,直至定位销只有头部露在外侧;
22、s5:启动竖直单杆气缸,气缸杆带动冲压套向下冲压,利用若干组第二压杆均匀砸在冲压盖上,反复多次,借助冲压盖的作用力让飞轮片向下越过台阶进入到法兰部更深的位置,缺口向下移动,让定位销头部伸入,形成契合,完成压装工作。
23、本发明通过改进在此提供曲轴定位销压装设备及其操作方法,与现有技术相比,具有如下显著改进及优点:
24、设计压销模具,一方面压销模具在液压的带动下下降,对冲压盖套接在法兰部的上半部分利用边沿面和飞轮片的底面紧密抵触,预装曲轴组合体得到压持,便于辅助水平压销工序的正常进行,另一方面气缸杆带动冲压套向下冲压,利用若干组第二压杆均匀砸在冲压盖上,借助冲压盖的作用力让飞轮片向下越过台阶进入到法兰部更深的位置,缺口向下移动,让定位销头部伸入,形成契合,达到竖直压销的目的。
25、设计预装曲轴组合体,可以先将曲柄上的定位销塞入定位销孔内,同时将飞轮片套在法兰部的上半部分,配合压销模具的压销作用,预先一步安装好,解决分步安装、工序繁琐的技术问题。
26、在双头丝杆的传动机构作用下,两组曲型夹片同步移动,相向夹持住曲柄轴,并且二号弹簧让曲型夹片具有形变能力,降低外力冲击所带来的损伤,预装曲轴组合体产生的震动力被二号弹簧的水平弹力抵消,达到减震的效果,同时配合预装曲轴组合体的压持作用,提高固定的效果。
27、整个设备设计简单,水平压销和竖直压销均为自动化设置,操作方便,省时省力,符合实际的使用标准,提高工作效率,使用的效果相对于传统方式更好。
- 还没有人留言评论。精彩留言会获得点赞!