一种宏微复合阵列耐磨超疏水表面的加工方法和金属件
本发明涉及金属表面加工,尤其涉及一种宏微复合阵列耐磨超疏水表面的加工方法和金属件。
背景技术:
1、不锈钢材料在医疗器械(例如手术器具、医用托盘等)、船舶(螺旋桨、货舱等)、航空航天(飞机结构件、化学燃料压力容器等)等领域具有广泛的应用。不锈钢本身属于亲水材料,其静态接触角小于90°,通过在不锈钢表面制造微纳结构和采用含氟低表面能化学试剂修饰可以得到具有超疏水性质的表面,超疏水不锈钢表面在自清洁、抗污、防结冰、减租、抗海水及盐雾腐蚀、抗生物膜粘附及抗菌领域具有极大的应用前景。激光烧蚀具有高效、稳定、可靠、成本低的特点,是一种适于工业推广应用的金属表面制备超疏水微纳结构的技术。
2、目前通过激光制备不锈钢疏水表面的方法包括以下几种:一是采用皮秒、飞秒等超短脉冲激光处理不锈钢,然后在进行退火处理以获得不锈钢超疏水表面,由于在大气环境中进行退火处理,获得的超疏水结构不稳定,容易丧失超疏水性;二是采用超短脉冲激光处理不锈钢,然后采用含氟的硅烷试剂处理不锈钢,以降低不锈钢表面自由能,从而得到不锈钢超疏水表面,该不锈钢超疏水表面含氟,而氟是一种有毒的物质,存在安全隐患;三是采用超短脉冲激光处理不锈钢,然后把不锈钢置于大气环境中,直到不锈钢变为超疏水表面,制备周期长,并且获得的超疏水结构不稳定。
3、以上方法都是采用超短脉冲激光器处理不锈钢,超短脉冲激光器成本昂贵,不适合大规模工业生产;而且以上方法制备的不锈钢疏水表面被外物摩擦时,疏水纳米结构容易被摩擦掉,导致不锈钢表面从疏水结构转变亲水结构,不锈钢丧失疏水性,这种不锈钢疏水表面不具备耐磨的性能。
技术实现思路
1、本发明的目的在于提出一种宏微复合阵列耐磨超疏水表面的加工方法,红外激光加工设备成本低,获得的耐磨超疏水表面有优秀的耐磨性能,且加工周期短。
2、本发明的另一目的在于提出一种金属件,具有以上述的加工方法所得的耐磨超疏水表面,该耐磨超疏水表面有优秀的耐磨性能,金属件的加工成本低、使用寿命长。
3、为达此目的,本发明采用以下技术方案:
4、一种宏微复合阵列耐磨超疏水表面的加工方法,包括以下步骤:
5、s1、对金属件进行清洗;
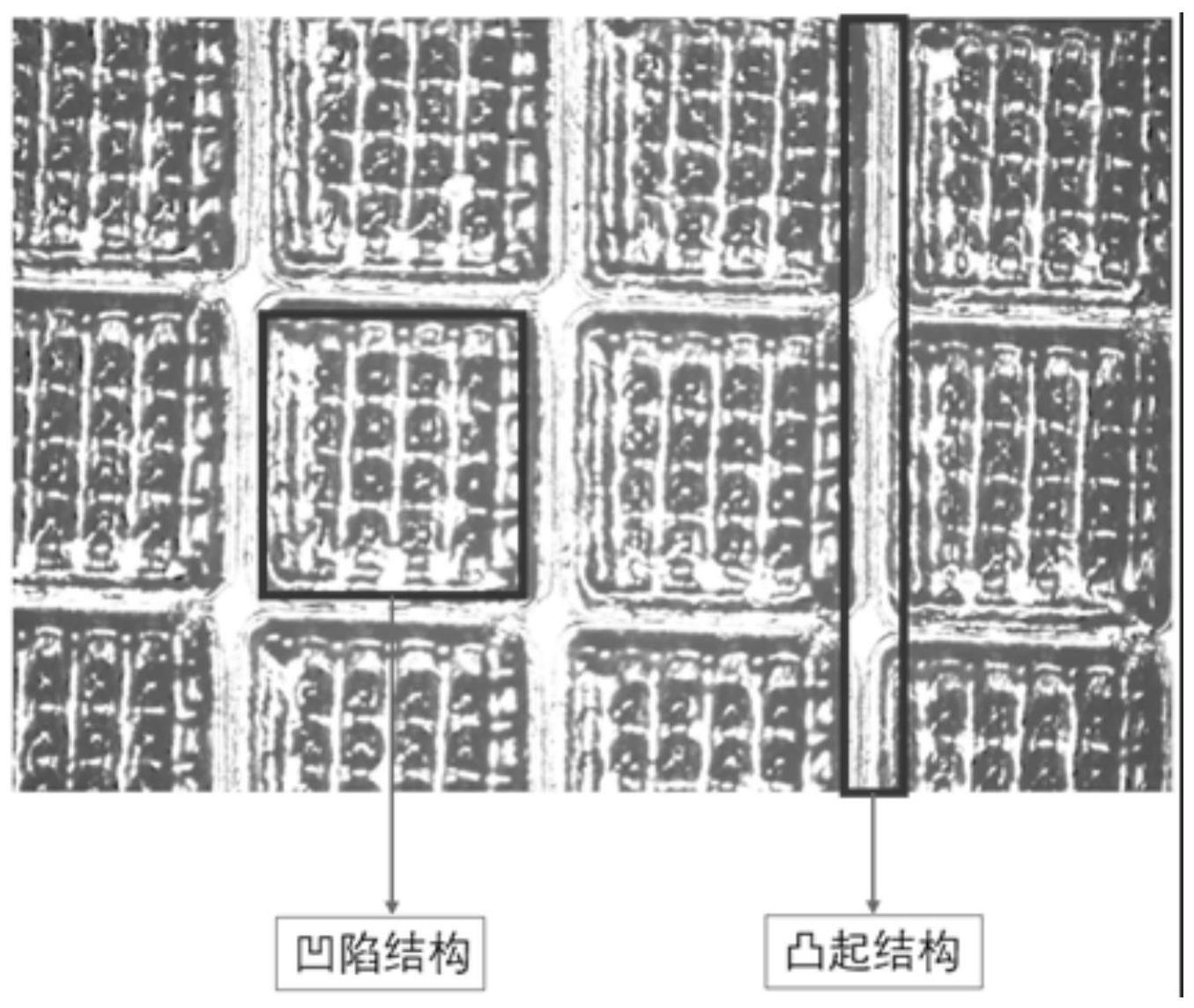
6、s2、以红外激光在金属件表面加工得到阵列图案,所述阵列图案由小图案组成,所述小图案的边缘为微米结构,所述小图案的内部为纳米结构,所述微米结构的顶面高于所述纳米结构的顶面;
7、s3、将红外激光加工完成后的金属件在真空环境进行退火处理,在金属件形成耐磨超疏水表面。
8、进一步的,所述步骤s2中,红外激光在金属表面加工所述微米结构时,激光相邻路线的距离大于光斑直径。
9、进一步的,所述步骤s2中,红外激光在金属表面加工所述纳米结构时,激光相邻路线的距离等于光斑直径。
10、进一步的,所述步骤s2中,红外激光在金属表面加工所述微米结构时,激光相邻路线的距离与光斑直径的差值为5-10μm。
11、进一步的,所述小图案呈几何形状,所述小图案边缘凸起即为所述微米结构,所述小图案内部的阵列结构即为所述纳米结构;
12、相邻两个所述小图案的距离为5-10μm。
13、进一步的,所述步骤s2中,首先采用不同参数的红外激光对金属件的表面进行加工,确定选用的红外激光参数,然后设计阵列图案,并将阵列图案输入红外激光器,最后以预设的红外激光参数和阵列图案在金属件表面加工得到阵列图案。
14、进一步的,所述步骤s2中,激光打标速度为1-120mm/s,跳转速度为50-300mm/s,频率为20-100khz,打标次数为1-16次。
15、进一步的,所述步骤s2中,红外激光加工的功率为600-1800w。
16、进一步的,所述步骤s3中,将红外激光加工完成后的金属件在真空箱中进行退火处理;
17、所述真空箱内的真空度为0.05-0.1mpa,退火处理的温度为60℃-120℃,退火处理的时间为1-20h。
18、一种金属件,所述金属件具有耐磨超疏水表面,所述耐磨超疏水表面由上述的宏微复合阵列耐磨超疏水表面的加工方法加工而成。
19、本发明提供的技术方案可以包括以下有益效果:
20、为了解决现有技术中不锈钢疏水表面耐磨性差、加工设备成本高加的问题,本发明提出一种宏微复合阵列耐磨超疏水表面的加工方法,采用低成本的红外激光器在金属表面加工形成阵列图案,在完成退火后,以阵列图案的微米结构实现疏水表面的耐磨性能,以纳米结构实现疏水表面的超疏水性能。
21、本发明的加工方法中,红外激光加工完成后的金属件在真空环境中进行退火处理,加工而成的阵列图案能完成从超清水到超疏水的转变,该转变的周期短、超疏水结构更稳定。
22、本发明的加工方法不仅可以用于不锈钢工件的表面疏水结构加工,还可以适用于其他种类金属件的加工,例如铝、铝合金材质的金属件。
技术特征:
1.一种宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述步骤s2中,红外激光在金属表面加工所述微米结构时,激光相邻路线的距离大于光斑直径。
3.根据权利要求1所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述步骤s2中,红外激光在金属表面加工所述纳米结构时,激光相邻路线的距离等于光斑直径。
4.根据权利要求2所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述步骤s2中,红外激光在金属表面加工所述微米结构时,激光相邻路线的距离与光斑直径的差值为5-10μm。
5.根据权利要求1所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述小图案呈几何形状,所述小图案边缘凸起即为所述微米结构,所述小图案内部的阵列结构即为所述纳米结构;
6.根据权利要求1所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述步骤s2中,首先采用不同参数的红外激光对金属件的表面进行加工,确定选用的红外激光参数,然后设计阵列图案,并将阵列图案输入红外激光器,最后以预设的红外激光参数和阵列图案在金属件表面加工得到阵列图案。
7.根据权利要求1所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述步骤s2中,激光打标速度为1-120mm/s,跳转速度为50-300mm/s,频率为20-100khz,打标次数为1-16次。
8.根据权利要求6所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述步骤s2中,红外激光加工的功率为600-1800w。
9.根据权利要求1所述的宏微复合阵列耐磨超疏水表面的加工方法,其特征在于,所述步骤s3中,将红外激光加工完成后的金属件在真空箱中进行退火处理;
10.一种金属件,其特征在于,所述金属件具有耐磨超疏水表面,所述耐磨超疏水表面由权利要求1-9任一项所述的宏微复合阵列耐磨超疏水表面的加工方法加工而成。
技术总结
本发明公开了一种宏微复合阵列耐磨超疏水表面的加工方法和金属件,一种宏微复合阵列耐磨超疏水表面的加工方法,包括以下步骤:S1、对金属件进行清洗;S2、以红外激光在金属件表面加工得到阵列图案,所述阵列图案由小图案组成,所述小图案的边缘为微米结构,所述小图案的内部为纳米结构,所述微米结构的顶面高于所述纳米结构的顶面;S3、将红外激光加工完成后的金属件在真空环境进行退火处理,在金属件形成耐磨超疏水表面。红外激光加工设备成本低,获得的耐磨超疏水表面有优秀的耐磨性能,且加工周期短。金属件具有以上述的加工方法所得的耐磨超疏水表面,该耐磨超疏水表面有优秀的耐磨性能,金属件的加工成本低、使用寿命长。
技术研发人员:陈云,李彪,侯茂祥,陈新
受保护的技术使用者:广东工业大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!