一种不锈钢管外表面波纹成型设备的制作方法
本申请涉及不锈钢管加工设备领域,尤其涉及一种不锈钢管外表面波纹成型设备。
背景技术:
1、不锈钢钢管是一种广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件的钢材,将不锈钢管的外表面加工成为波纹状,会使得钢管具有较强的抗拉强度和抗压性能,还具有良好的挠曲性能以及优异的导向回缩功能,能有效地吸收管线运行过程中的位移变形量。
2、然而,现有的不锈钢管外表面波纹成型设备在对不锈钢管进行加工时,是通过刀模对波纹管的外表面加工成型的,由于在对不锈钢管的外表面加工成型波纹状时,刀具需要对波纹管的外表面施压,使得不锈钢管的外表面内凹,刀模的加工部位最小内径相较于不锈钢管来说更小,导致不锈钢管的端部难以卡入刀模,进而进行加工,影响不锈钢管外表面波纹成型的加工效率。
技术实现思路
1、本申请提出了一种不锈钢管外表面波纹成型设备,具备便于刀模切入不锈钢管的外侧的优点,用以解决现上述技术问题。
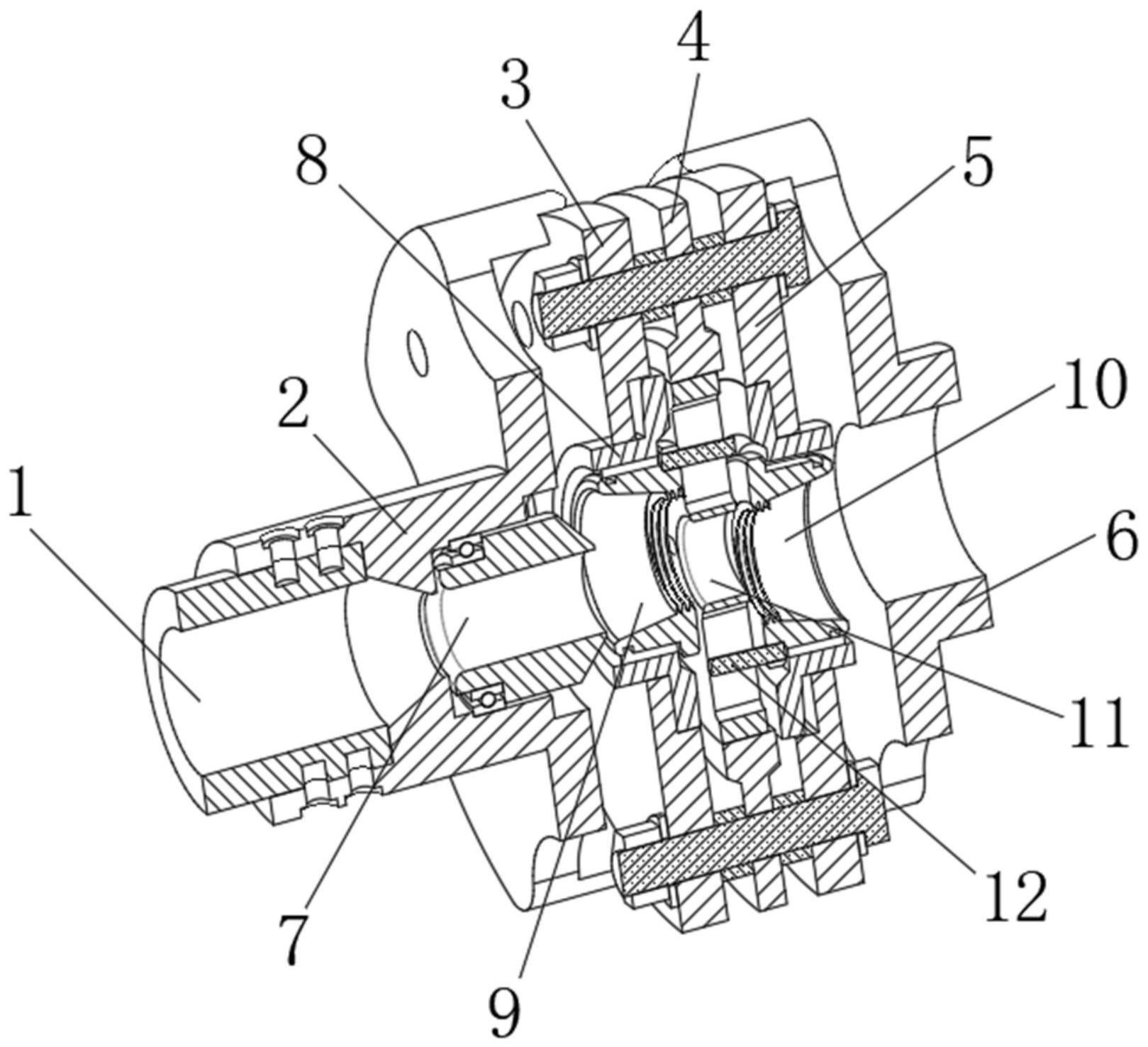
2、为达到上述目的,本申请采用如下技术方案:一种不锈钢管外表面波纹成型设备,包括转动联管,转动联管的一端固定套接有定位转套,定位转套的一侧固定安装有刀头组件,所述刀头组件的内侧活动设置有第一刀模,且第一刀模在所述刀头组件上倾斜且偏心设置,所述第一刀模的内侧设有对不锈钢管外表面加工成型波纹的波纹槽,所述第一刀模在不锈钢管进给的推力下相对所述转动联管和定位转套反向旋转,第一刀模内侧波纹槽对不锈钢管的外表面进行波纹成型加工。
3、进一步,所述定位转套的内侧活动套装有限位套管,限位套管的材质为黄铜材料。
4、进一步,所述第一刀模朝向限位套管一侧的内径相距限位套管由远至近均匀减小。
5、进一步,所述第一定位盘的内侧固定套装有限定套,限定套相对第一定位盘倾斜设置,且限定套在第一定位盘上偏心设置,所述第一刀模设置在限定套的内部。
6、进一步,所述第一定位盘远离定位转套的一侧依次设有中间定位盘、第二定位盘和限位盘,且限位盘、第二定位盘、中间定位盘和第一定位盘通过螺栓一起固定到所述定位转套上,其中所述第一定位盘、中间定位盘和第二定位盘通过螺栓固定,所述第二定位盘的内侧设有限定套,且第二定位盘内侧的限定套与所述第一定位盘内侧的限定套对称设置在中间定位盘的两侧,所述第二定位盘内的限定套与第一定位盘内的限定套偏心方向相反,所述第二定位盘内限定套的中部设有第二刀模,且第二刀模内波纹槽的螺距与第一刀模内波纹槽的螺距相同,所述第一刀模和第二刀模的侧面分别固定套接有联动卡轴,所述中间定位盘的内侧活动套装有中间套管,中间套管的中部开设有与波纹管外径相适配的通孔,所述中间套管上开设有位于通孔外侧的滑槽,且滑槽与所述联动卡轴相适配。
7、进一步,所述第二刀模内波纹槽的槽深度值比第一刀模内槽深度值大。
8、进一步,所述刀头组件还由第三定位盘和第四定位盘构成,所述第三定位盘和第四定位盘之间的中部活动设置有调位套管,所述第三定位盘和第四定位盘之间的外边缘设有限位环板,所述限位环板的两侧分别螺纹套接有调节螺轴,且两个调节螺轴的一端分别与调位套管的两侧活动套接,两个所述调节螺轴相对限位环板旋转,控制调位套管在所述第三定位盘和第四定位盘内侧横向移动的位置。
9、1、本申请提供的一种不锈钢管外表面波纹成型设备,通过刀头组件中第一刀模偏心且倾斜设置,利用第一刀模在不锈钢管进给的推力下相对第一定位盘反向旋转,从而便于第一刀模内侧波纹槽切入不锈钢管的外侧,并通过第一刀模的波纹槽部位绕不锈钢管的外侧转动,以便对不锈钢管的外表面进行波纹成型加工。
10、2、本申请提供的一种不锈钢管外表面波纹成型设备,通过刀头组件设置第一刀模和第二刀模,且第一刀模和第二刀模之间设置联动旋转的中间套管,利用第二刀模内波纹槽的槽深度值设置成比第一刀模槽深度更大的程度,以便第一刀模先对不锈钢管的外表面进行初步加工,再由第二刀模进一步加工,通过两侧递进式加工方式,以便对不锈钢波纹管的外表面进行更深程度的波纹加工成型。
技术特征:
1.一种不锈钢管外表面波纹成型设备,包括转动联管(1),转动联管(1)的一端固定套接有定位转套(2),定位转套(2)的一侧固定安装有刀头组件,其特征在于,所述刀头组件的内侧活动设置有第一刀模(9),且第一刀模(9)在所述刀头组件上倾斜且偏心设置,所述第一刀模(9)的内侧设有对不锈钢管外表面加工成型波纹的波纹槽,所述第一刀模(9)在不锈钢管进给的推力下相对所述转动联管(1)和定位转套(2)反向旋转,第一刀模(9)内侧波纹槽对不锈钢管的外表面进行波纹成型加工。
2.根据权利要求1所述的不锈钢管外表面波纹成型设备,其特征在于,所述定位转套(2)的内侧活动套装有限位套管(7),限位套管(7)的材质为黄铜材料。
3.根据权利要求2所述的不锈钢管外表面波纹成型设备,其特征在于,所述第一刀模(9)朝向限位套管(7)一侧的内径相距限位套管(7)由远至近均匀减小。
4.根据权利要求1所述的不锈钢管外表面波纹成型设备,其特征在于,所述第一定位盘(3)的内侧固定套装有限定套(8),限定套(8)相对第一定位盘(3)倾斜设置,且限定套(8)在第一定位盘(3)上偏心设置,所述第一刀模(9)设置在限定套(8)的内部。
5.根据权利要求4所述的不锈钢管外表面波纹成型设备,其特征在于,所述第一定位盘(3)远离定位转套(2)的一侧依次设有中间定位盘(4)、第二定位盘(5)和限位盘(6),且限位盘(6)、第二定位盘(5)、中间定位盘(4)和第一定位盘(3)通过螺栓一起固定到所述定位转套(2)上,其中所述第一定位盘(3)、中间定位盘(4)和第二定位盘(5)通过螺栓固定,所述第二定位盘(5)的内侧设有限定套(8),且第二定位盘(5)内侧的限定套(8)与所述第一定位盘(3)内侧的限定套(8)对称设置在中间定位盘(4)的两侧,所述第二定位盘(5)内的限定套(8)与第一定位盘(3)内的限定套(8)偏心方向相反,所述第二定位盘(5)内限定套(8)的中部设有第二刀模(10),且第二刀模(10)内波纹槽的螺距与第一刀模(9)内波纹槽的螺距相同,所述第一刀模(9)和第二刀模(10)的侧面分别固定套接有联动卡轴(12),所述中间定位盘(4)的内侧活动套装有中间套管(11),中间套管(11)的中部开设有与波纹管外径相适配的通孔,所述中间套管(11)上开设有位于通孔外侧的滑槽,且滑槽与所述联动卡轴(12)相适配。
6.根据权利要求5所述的不锈钢管外表面波纹成型设备,其特征在于,所述第二刀模(10)内波纹槽的槽深度值比第一刀模(9)内槽深度值大。
7.根据权利要求1所述的不锈钢管外表面波纹成型设备,其特征在于,所述刀头组件还由第三定位盘(13)和第四定位盘(14)构成,所述第三定位盘(13)和第四定位盘(14)之间的中部活动设置有调位套管(16),所述第三定位盘(13)和第四定位盘(14)之间的外边缘设有限位环板(15),所述限位环板(15)的两侧分别螺纹套接有调节螺轴(18),且两个调节螺轴(18)的一端分别与调位套管(16)的两侧活动套接,两个所述调节螺轴(18)相对限位环板(15)旋转,控制调位套管(16)在所述第三定位盘(13)和第四定位盘(14)内侧横向移动的位置。
技术总结
本发明涉及不锈钢管加工设备技术领域,且公开了一种不锈钢管外表面波纹成型设备,包括转动联管,转动联管的一端固定套接有定位转套,定位转套的一侧固定安装有刀头组件,所述刀头组件的内侧活动设置有第一刀模,且第一刀模在所述刀头组件上倾斜且偏心设置,所述第一刀模在不锈钢管进给的推力下相对所述转动联管和定位转套反向旋转,第一刀模内侧波纹槽对不锈钢管的外表面进行波纹成型加工。通过刀头组件中第一刀模偏心且倾斜设置,利用第一刀模在不锈钢管进给的推力下相对第一定位盘反向旋转,从而便于第一刀模内侧波纹槽切入不锈钢管的外侧,并通过第一刀模绕不锈钢管的外侧转动,以便对不锈钢管的外表面进行波纹成型加工。
技术研发人员:王建国,郑伟
受保护的技术使用者:安徽安凯特管业科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!