一种在同种钢铁成分下制备355MPa不同等级的热轧H型钢的方法及热轧H型钢与流程
本发明属于热轧h型钢,具体涉及一种在同种钢铁成分下制备355mpa不同等级的热轧h型钢的方法及热轧h型钢。
背景技术:
1、热轧h型钢因其结构强度高,同工字钢相比,截面模数大,在承载条件相同时,可节约金属10%~15%;设计风格灵活、丰富,在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50%,从而使建筑布置更加灵活;结构自重轻,与混凝土结构自重相比轻,结构自重的降低,减少了结构设计内力,可使建筑结构基础处理要求低,施工简便,造价降低等优势被各个行业所青睐。
2、以热轧h型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高,适用于承受振动和冲击载荷大的建筑结构,抗自然灾害能力强,特别适用于一些多地震发生带的建筑结构。据统计,在世界上发生7级以上毁灭性大地震灾害中,以h型钢为主的钢结构建筑受害程度最小。
3、以热轧h型钢为主的钢结构工业化制作程度高,便于机械制造,集约化生产,精度高,安装方便,质量易于保证,可以建成真正的房屋制作工厂、桥梁制作工厂、工业厂房制作工厂等。发展钢结构,创造和带动了数以百计的新兴产业发展。
4、随着经济的快速发展,我国基础工程建设也取得突飞猛进的发展。尤其是近十年来,我国钢材用量逐年大幅递增,我国已经成为世界生产和使用钢材大国。其中,h型钢产品以其绿色节能、截面简单、使用方便等优点得到广泛应用。
5、目前,材质主要以235mpa级普碳钢和355mpa级低合金钢为主。但是,随着轻量化设计和提升产品使用寿命要求,正在由普碳钢向低合金钢方向发展,这其中355mpa级b(常温冲击功≥34j)、c(0℃冲击功≥34j)、d(-20℃冲击功≥34j)等级的低合金钢的需求会逐步增加。而现有技术中,对于同一强度级别不同耐低温等级的热轧h型钢的生产通常是通过调整钢铁的成分及轧制工艺分别生产出不同的低温等级需求的h型钢,此种方式不便于钢厂坯料的组产。如何采用同一钢种成分通过不同轧制工艺生产出同一级别不同耐低温等级的热轧h型钢成为当下急需解决的技术难题。
技术实现思路
1、为解决上述技术问题,本发明提供了一种在同种钢铁成分下制备355mpa不同等级的热轧h型钢的方法,通过对万能轧制的过程进行不同的控制来实现在同种钢铁成分下制备出355mpa级b、c、d等级热轧h型钢,该方法便于钢厂坯料的组产,提高生产效率。
2、本发明还提供了一种355mpa级热轧h型钢,通过本发明的方法生产得到,具备b、c、和/或d等级,可满足不同低温等级的需要。
3、为实现上述目的,本发明采取的技术方案如下:
4、一种在同种钢铁成分下制备355mpa不同等级的热轧h型钢方法,所述方法包括以下步骤:转炉冶炼→吹氩精炼→异形坯连铸→坯料加热→开坯轧制→万能轧制→轧后空冷;
5、所述万能轧制步骤中,对于355mpa级b等级热轧h型钢,粗轧完毕后直接进入万能轧机组轧制,坯料余下的变形在本阶段完成,终轧温度控制在930℃以下;
6、对于355mpa级c等级热轧h型钢,万能轧制的第3道次在950℃<温度≤970℃范围内控轧,终轧温度控制在910℃以下;
7、对于355mpa级d等级热轧h型钢,万能轧制的第3道次在930℃<温度≤950℃范围内控轧,终轧温度控制在900℃以下。
8、所述万能轧制步骤中,在970℃<温度≤1000℃区间,道次压下率控制在12%~18%;在930℃<温度≤970℃区间,道次压下率控制在20%~30%;在温度≤930℃区间,道次压下率控制在13%~20%;所述万能轧制阶段坯料压下率控制在60%以上;减少部分再结晶区轧制,同时减少部分再结晶温度区间的道次压下率,将大道次压下率放在bd段和970℃以下,使得晶粒细小。
9、对于355mpa级c等级热轧h型钢,若万能轧制的产线无万能机架间的选择性控制冷却装置,则在万能轧制的第3道次进行待温处理,950℃<待温温度≤970℃,有则开启万能机架间的选择性控制冷却装置。
10、对于355mpa级d等级热轧h型钢,若万能轧制的产线无万能机架间的选择性控制冷却装置,则在万能轧制的第3道次进行待温处理,930℃<待温温度≤950℃,有则开启万能机架间的选择性控制冷却装置。
11、所述热轧h型钢包括以下质量百分比的元素:c:0.10%~0.20%,si:0.15%~0.40%,mn:1.20%~1.55%,p:≤0.030%,s:≤0.030%,v:0.005%~0.020%,nb:0.005%~0.015%,其余为fe及不可避免的杂质。
12、所述坯料加热步骤中,异形坯进入加热炉,经加热炉加热至1200℃~1250℃,在炉时长90min~120min,确保合金元素充分固溶,同时避免过烧以及奥氏体晶粒过度粗化。
13、所述开坯轧制步骤中,粗轧阶段开轧温度控制在1100℃~1180℃,终轧温度控制在1000℃以上。
14、所述开坯轧制步骤中,在1100℃<温度≤1180℃区间,道次压下率控制在12%~20%;在1050℃<温度≤1100℃区间,道次压下率控制在18%~30%;在1000℃<温度≤1050℃区间,道次压下率控制在20%~25%,坯料总的压下率控制在50%以上。
15、本发明还提供了根据本发明所述的方法生产得到的355mpa级热轧h型钢,所述热轧h型钢为355mpa级b等级、355mpa级c等级、和/或d等级。
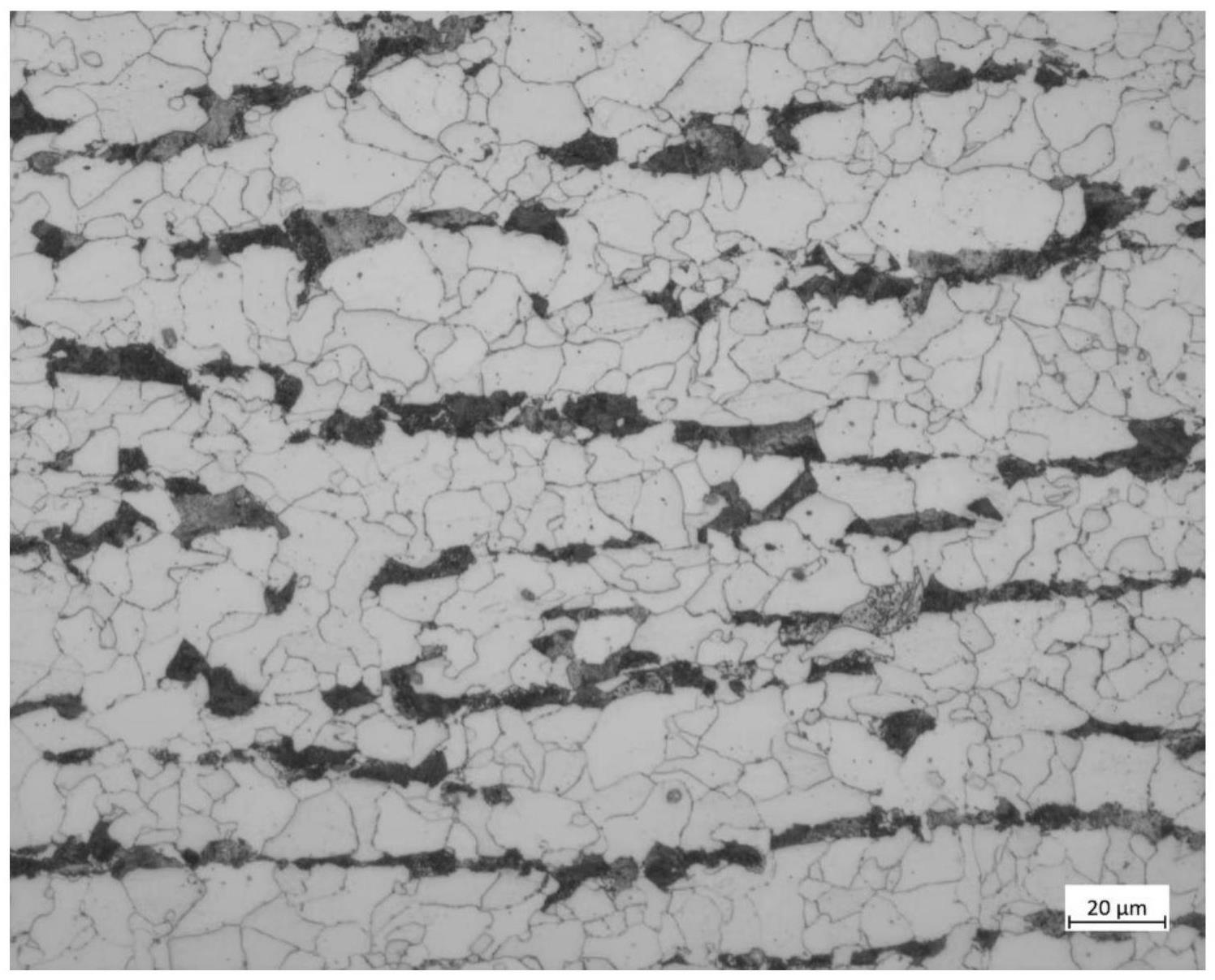
16、所述热轧h型钢厚度≤40mm,金相组织为铁素体+珠光体的复相组织,铁素体晶粒度等级8.0级以上;其屈服强度≥355mpa,抗拉强度470mpa~630mpa,延伸≥22%,b等级的常温冲击功≥120j,c等级的0℃冲击功≥80j,d等级的-20℃冲击功≥50j。
17、本发明提供的一种在同种钢铁成分下制备355mpa不同等级的热轧h型钢方法中,开坯轧制阶段处于奥氏体再结晶温度范围内,道次变形量必须大于再结晶临界变形量的上限,以确保发生完全再结晶,不同温度范围内的道次压下率控制是为了确保每道次的奥氏体再结晶百分比达到50%以上,通过较大的轧制变形和奥氏体的反复再结晶不断细化奥氏体晶粒,使得最终产品的铁素体晶粒度达到8.0级以上,满足产品最终的综合力学性能要求。
18、万能轧制阶段处于奥氏体未再结晶温度范围内,此温度区间不发生奥氏体再结晶,低温大压下形成的累积变形可以使奥氏体晶粒被拉长,在晶粒内部形成大量的变形带和位错,晶界面积的增加提高了奥氏体的形核密度,进一步细化了晶粒尺寸,提高了钢的强度,改善了钢的韧性。在形变奥氏体内产生的大量晶体学缺陷提供了铁素体相变的形核地点,导致铁素体晶粒细化,同时被拉长的奥氏体和大量的变形带及位错处也为碳氮化物第二相质点的析出提供了大量的着陆点,低温大压下形成的储存能也为碳氮化物第二相质点的析出提供了足够的动能。本发明提供的h型钢的成分中添加了nb,含有这些微量合金元素的钢,由于再结晶温度升高,奥氏体未再结晶区扩大,因而有利于实现未再结晶区的轧制。其在高温下通过细化晶粒来提高钢的强度,固溶的nb对奥氏体晶粒的长大起到溶质拖拽的作用,阻止奥氏体晶粒长大,与此同时,未溶解的nb与c、n元素形成nb(c、n)化物可以显著的钉扎在奥氏体晶界,细化奥氏体晶粒,并对最终产品组织起到细化的作用。v作为强碳化物形成元素,随着v合金元素的加入,在本阶段形成了大量的v(c、n)弥散化物分布在基体中,进一步提高了钢的强度和韧性。
19、本发明在万能轧制阶段,针对不同等级的热轧h型钢,进行不同的控制,对于c、d等级的热轧h型钢在万能轧制的第3道次均进行控制轧制,如果万能轧制的产线无万能机架间的选择性控制冷却装置,则在万能轧制的第3道次进行待温处理后再轧制,有则开启万能机架间的选择性控制冷却装置,万能机架间的选择性控制冷却装置可以较精准地控制轧件温度变化,结合轧制规程中设计的压下,在对应温度区间给予h型钢设定的变形量,以保证最终产品性能。
20、与现有技术相比,本发明在综合考虑成本及质量的情况下,在同种钢铁成分下制备出了翼缘厚度≤40mm、屈服强度355mpa级b(常温)、c(0℃)、d(-20℃)等级热轧h型钢,采用合理经济的化学成分配比、控制道次间压下量以及万能段控温轧制,提高了轧件性能,利用细晶强化、析出强化、相变强化机制,得到组织为铁素体+珠光体的复相组织,铁素体晶粒度等级8.0级以上的热轧h型钢;通过该技术方案生产的热轧h型钢,其屈服强度在355mpa以上,抗拉强度470mpa~630mpa,延伸≥22%,b等级的常温冲击功≥120j,c等级的0℃冲击功≥80j,d等级的-20℃冲击功≥50j;满足对h型钢强度高、韧性好、焊接性能优良的要求。
- 还没有人留言评论。精彩留言会获得点赞!