一种多个工艺配方自适应调整的冲压生产方法及系统与流程
本发明属于汽车部件加工工艺,具体涉及一种汽车生产线中的冲压加工工艺。
背景技术:
1、随着数字化与智能化生产方式在制造业中的广泛应用,发挥制造大数据的价值对革新生产过程具有重要意义。把冲压技术的方法、知识经验和积累变成软件、算法和模型,嵌入到冲压装备中,是冲压生产未来的发展趋势。由软件控制数据的自动流动,解决复杂冲压产品生产过程中的不确定性。
2、传统的冲压线生产方法,只能使用一种工艺配方生产,如果涉及板料参数波动,只能暂停生产,利用人工对工艺配方进行手动调整,或者在生产过程中因板料参数波动产生停台。因此,传统的冲压线生产柔性较低,同时还会产生停台的状况。
技术实现思路
1、针对上述情况,本发明提出一种多个工艺配方自适应调整的冲压生产方法及系统,旨在解决冲压生产过程中因为板料参数波动引发的质量停台,以及现有技术中的冲压生产过程中柔性较差、耗费人力资源、劳动强度大、生产效率低下的的问题。
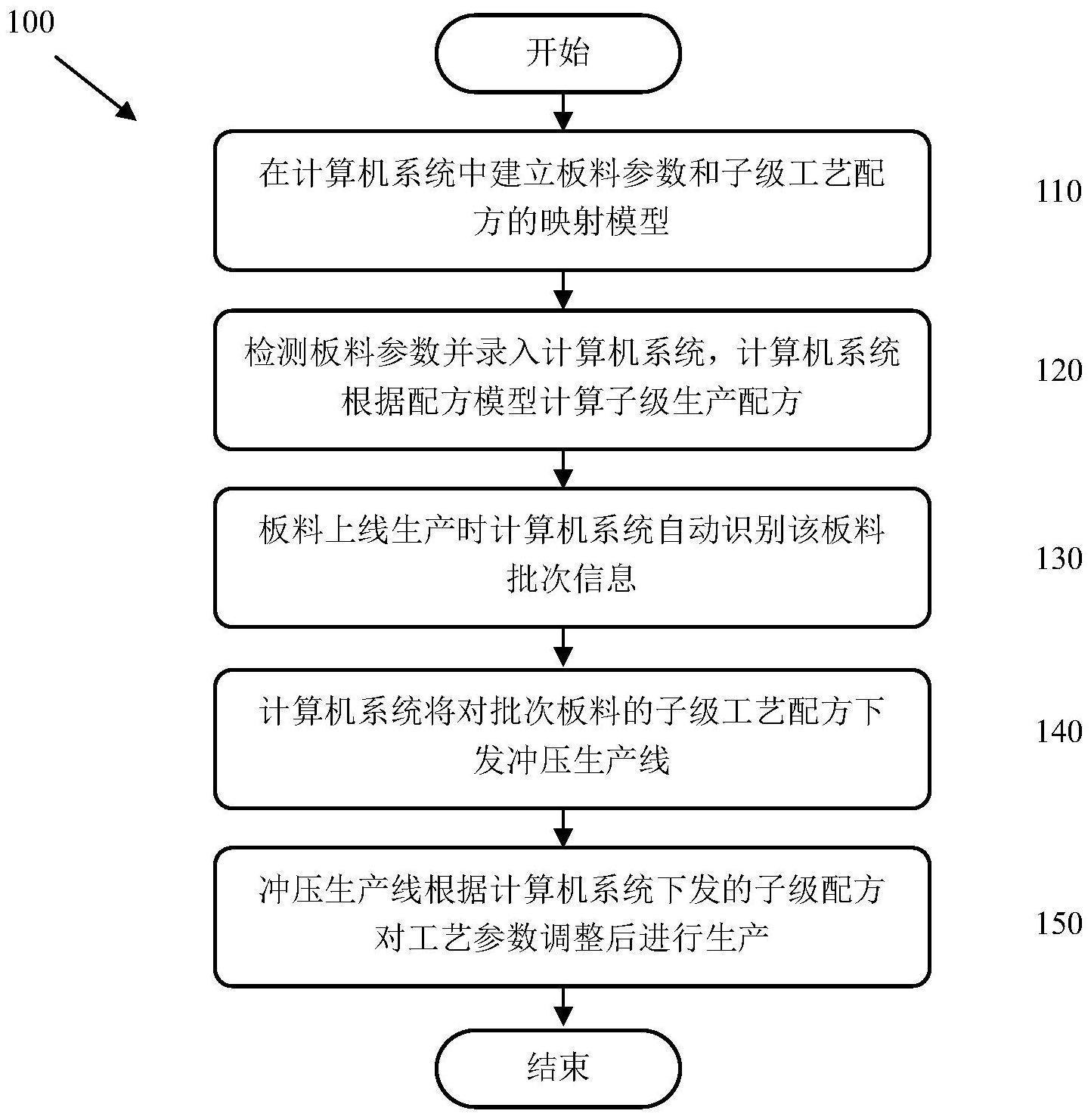
2、一种多个工艺配方自适应调整的冲压生产方法,所述方法包括:收集板料参数和板料批次信息,建立子级工艺配方的映射模型;所述映射模型包括板料检测参数数据模型和子级配方参数数据模型;所述映射模型根据所述板料参数计算获取子级配方;根据所述板料批次信息在获取到的子级配方中选取对应的子级配方,根据选取的子级配方对所述板料的参数进行调整,根据调整后的板料参数进行生产;
3、进一步地,所述板料检测参数数据模型包括产品名称、板料名称、板料检测参数名称,以及板料检测参数数据实际值;
4、进一步地,所述子级配方参数数据模型包括子级配方名称、子级配方检测参数名称以及检测参数数据范围;
5、进一步地,所述方法还包括:所述子级配方名称与所述板料批次信息进行绑定;
6、进一步地,所述绑定方法包括:获取板料检测参数;根据板料批次信息选取子级配方检测数据,循环选取子级配方,对比子级配方的检测参数名称和收集到的检测参数名称,对比收集到的检测参数是否在子级配方检测参数配置的范围,若不在范围内,更换下一个子级配方检查;当子级配方的检测参数是否全部检查完毕时,记录子级配方名称,将所述子级配方名称与所述板料批次信息进行绑定;
7、进一步地,所述方法还包括:根据所述板料批次信息,获取绑定后的子级配方名称;
8、进一步地,所述方法还包括:判断即将生产的子级配方名称与当前的子级配方名称是否一致,一致则不进行调整,不一致则进行调整。
9、一种多个工艺配方自适应调整的冲压生产系统,所述系统包括:信息收集模块:用于收集板料参数和板料批次信息;模型建立模块:用于建立子级工艺配方的映射模型;选取模块:用于获得并选取子级配方;调整模块:用于根据子级配方对参数进行调整;生产模块:用于生产产品。
10、本发明还提供一种计算机设备,所述设备包括存储器和处理器,所述存储器中存储有计算机程序,当所述处理器运行所述存储器存储的计算机程序时,所述处理器执行所述的一种多个工艺配方自适应调整的冲压生产方法。
11、本发明还提供一种计算机可读存储介质,所述计算机可读存储介质用于存储计算机程序,所述计算机程序执行所述的一种多个工艺配方自适应调整的冲压生产方法。
12、本发明的有益效果:
13、本发明提出的一种多个工艺配方自适应调整的冲压生产方法及系统,通过工艺大数据长时间的积累,利用设备与数字化融合的关键技术,解决了现有技术中存在的冲压生产过程中因为板材参数波动引发的质量停台、以及现有技术中的冲压生产过程中耗费人力资源、劳动强度大、生产效率低下的的问题。本发明在信息技术基础上,提供一种多个工艺配方自适应调整的冲压生产方法,所述方法通过在计算机信息系统的控制下实时识别板料性能参数,实现工艺配方的自适应调整和全自动生产。
14、本发明与传统的冲压线生产方法相比,将传统的冲压生产线只能使用一种工艺配方生产的模式转变为可实现多个工艺配方自适应调整的生产模式。
15、本发明相对于现有技术的生产柔性提高了30%以上,因板料参数波动引发的生产停台时间减少了10%以上。
16、本发明适用于汽车冲压零部件的自动生产场景。
技术特征:
1.一种多个工艺配方自适应调整的冲压生产方法,其特征在于,所述方法包括:收集板料参数和板料批次信息,建立子级工艺配方的映射模型;所述映射模型包括板料检测参数数据模型和子级配方参数数据模型;所述映射模型根据所述板料参数计算获取子级配方;根据所述板料批次信息在获取到的子级配方中选取对应的子级配方,根据选取的子级配方对所述板料的参数进行调整,根据调整后的板料参数进行生产。
2.根据权利要求1所述的一种多个工艺配方自适应调整的冲压生产方法,其特征在于,所述板料检测参数数据模型包括产品名称、板料名称、板料检测参数名称,以及板料检测参数数据实际值。
3.根据权利要求1所述的一种多个工艺配方自适应调整的冲压生产方法,其特征在于,所述子级配方参数数据模型包括子级配方名称、子级配方检测参数名称以及检测参数数据范围。
4.根据权利要求3所述的一种多个工艺配方自适应调整的冲压生产方法,其特征在于,所述方法还包括:所述子级配方名称与所述板料批次信息进行绑定。
5.根据权利要求4所述的一种多个工艺配方自适应调整的冲压生产方法,其特征在于,所述绑定方法包括:获取板料检测参数;根据板料批次信息选取子级配方检测数据,循环选取子级配方,对比子级配方的检测参数名称和收集到的检测参数名称,对比收集到的检测参数是否在子级配方检测参数配置的范围,若不在范围内,更换下一个子级配方检查;当子级配方的检测参数是否全部检查完毕时,记录子级配方名称,将所述子级配方名称与所述板料批次信息进行绑定。
6.根据权利要求5所述的一种多个工艺配方自适应调整的冲压生产方法,其特征在于,所述方法还包括:根据所述板料批次信息,获取绑定后的子级配方名称。
7.根据权利要求6所述的一种多个工艺配方自适应调整的冲压生产方法,其特征在于,所述方法还包括:判断即将生产的子级配方名称与当前的子级配方名称是否一致,一致则不进行调整,不一致则进行调整。
8.一种多个工艺配方自适应调整的冲压生产系统,其特征在于,所述系统包括:信息收集模块:用于收集板料参数和板料批次信息;模型建立模块:用于建立子级工艺配方的映射模型;选取模块:用于获得并选取子级配方;调整模块:用于根据子级配方对参数进行调整;生产模块:用于生产产品。
9.一种计算机设备,其特征在于,所述设备包括存储器和处理器,所述存储器中存储有计算机程序,当所述处理器运行所述存储器存储的计算机程序时,所述处理器执行根据权利要求1-7中任一项所述的一种多个工艺配方自适应调整的冲压生产方法。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质用于存储计算机程序,所述计算机程序执行权利要求1-7中任一项所述的一种多个工艺配方自适应调整的冲压生产方法。
技术总结
一种多个工艺配方自适应调整的冲压生产方法及系统,属于汽车部件技术领域,解决了冲压生产过程中因为板料参数波动引发的质量停台,以及现有技术中的冲压生产过程中柔性较差、耗费人力资源、劳动强度大、生产效率低下的的问题。本发明的技术要点为:在计算机信息系统下通过配置板料性能参数与冲压线生产工艺参数的映射模型,在生产时识别该生产批次的板料参数,计算出最适合生产的工艺配方,并将该工艺配方下发给冲压生产线,冲压生产线可根据计算机系统下发的配方值对工艺参数进行实时调整,实现冲压的自适应生产。本发明适用于汽车冲压零部件的自动生产场景。
技术研发人员:张晓胜,邰伟彬,李文彬,白昱璟,高鹏,闫彦,李峰,李航,张荣学,马望
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!