一种热连轧精轧带钢穿带辊缝调平控制方法与流程
本发明属于轧钢自动化,尤其涉及一种热连轧精轧带钢穿带辊缝调平控制方法。
背景技术:
1、由于非对称因素影响的存在,带钢在热轧生产过程中会产生板形缺陷,其中粗轧镰刀弯、跑偏、浪形等是影响高精度板带材成品率的主要因素之一。由于轧机设备与工艺参数的影响,粗轧出口头部存在明显的侧弯和蛇形弯,而在进入精轧时,由于带钢中心线的偏移,也会导致带钢撞击导卫,不仅影响后续的轧制稳定性以及最终的出口板形,严重时甚至会造成堆钢事故,同时还会因为撞击轧制设备,造成设备停机检修,严重影响生产效率。现场主要依靠操作人员在多年工作经验的基础上,通过按下轧辊两侧压力控制的按钮,调节精轧机架辊缝差进行调平预设定控制,对头部弯曲缺陷进行纠正,以减小带钢头部跑偏情况,但由于带钢的穿带过程非常复杂,这种完全依赖现场工作人员的经验进行操作,缺乏准确性和可靠性。
2、中国专利说明书公开了一种基于机架间跑偏检测的精轧穿带调平控制方法(公开号cn114713645a),并具体公开了以下内容:“对f1机架、f2~f7机架采用不同的控制策略,f1机架通过中间坯测量仪表得到数据结合立辊参数在立辊咬钢后对f1机架进行穿带辊缝调平控制;f2~f7入口跑偏及f2~f6出口跑偏则直接通过机架上方安装的高频相机采集,f7机架出口跑偏则由出口多功能仪获取,根据本机架采集到的入口跑偏信息,计算得出本机架的穿带辊缝调平值,带钢穿过本机架后根据下一机架上方相机,采集得到本机架的出口跑偏值迅速对本机架进行二次调整,实现精轧各机架前馈+反馈的调节”。该发明适用于安装了机架间检测装置的热轧精轧机组的带钢跑偏控制,但该专利未涉及带钢头部穿带调平相关控制模型,以及中间坯镰刀弯与调平自学习控制模型。
技术实现思路
1、一、要解决的技术问题
2、本发明提出一种热连轧精轧带钢穿带辊缝调平控制方法,其目的在于:确保带钢在穿带过程中的稳定性,提高轧制精度,保证产品质量。
3、二、技术方案
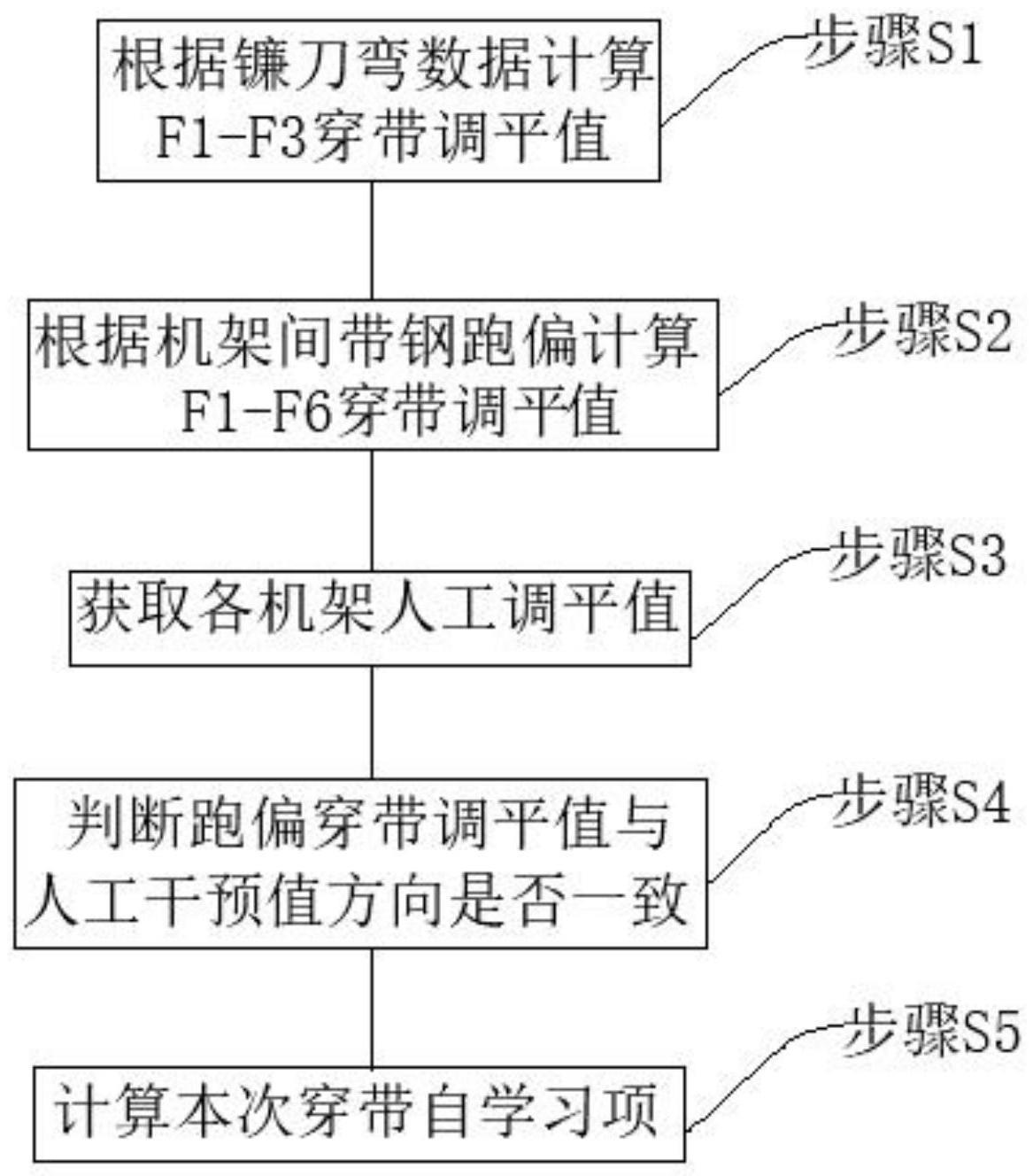
4、本发明根据镰刀弯数据计算f1~f3机架穿带调平值;然后根据机架间带钢跑偏值计算f1~f6机架穿带调平值;最后计算本次穿带自学习项用于下一卷带钢穿带调平值,具体包括以下步骤:
5、s1.判断上一卷钢f1~f3机架的跑偏量,如果跑偏量不在合理范围内,则本卷钢不使用镰刀弯控制穿带,否则,根据镰刀弯数据由下式计算f1~f3机架穿带调平值,
6、δsr2_i=kr2_i*r2camber=kr2_i*(r2dev_front-r2dev_cal)
7、式中,δsr2_i为f1~f3机架穿带调平值,i=1、2、3;kr2_i为镰刀弯调控系数,从各机架经验值与权重系数中得到;r2camber为镰刀弯头部弯曲程度,通过通讯服务器获取;r2dev_front为中间坯前段跑偏平均值,通过通讯服务器获取;r2dev_cal为取样点位置处的中间坯跑偏值,由通讯服务器获取;取样点位置x通过以下公式确定,
8、
9、式中,r2dev_l为镰刀弯头部弯曲所需长度,经验值为5000mm;r2l为中间坯长度,通过通讯服务器获取;r2dev_num为中间坯跑偏总点数,通过通讯服务器获取;
10、s2.通过plc实时获取带钢两侧轧制力值,通讯服务器实时获取带钢跑偏值,计算150ms时间间隔下轧制力值和跑偏值的改变量,当轧制力差值和跑偏差值符号相反,根据带钢头部跑偏值按下式计算f1~f6机架穿带调平值,
11、δsdev_i=kdev_i*δdi
12、式中,δsdev_i为f1~f6机架穿带调平值,i=1、2、3、4、5、6;kdev_i为跑偏调控系数,从各机架经验值与权重系数中得到;δdi为带钢跑偏差值,通过安装在轧机顶端的ccd相机拍摄的带钢偏移值,以150ms计算数组内的跑偏平均值计算得出,相机以15hz频率拍摄;
13、s3.通过plc获取现场辊缝实测值,计算穿带过程中人工调平值,f1人工调平值:f4咬钢f1辊缝实测值-f1咬钢f1辊缝实测值;
14、f2人工调平值:f5咬钢f2辊缝实测值-f2咬钢f2辊缝实测值;
15、f3人工调平值:f7咬钢f3辊缝实测值-f3咬钢f3辊缝实测值;
16、f4人工调平值:f7咬钢延迟5s时f4辊缝实测值-f4咬钢f4辊缝实测值;
17、f5人工调平值:f7咬钢延迟5s时f5辊缝实测值-f5咬钢f5辊缝实测值;
18、f6人工调平值:f7咬钢延迟5s时f6辊缝实测值-f6咬钢f6辊缝实测值;
19、s4.根据机架间带钢跑偏值计算f1~f6机架穿带调平值,并将其与本卷带钢穿带过程中人工调平值进行比较,确定方向是否一致性,对于f1-f6机架,若同向,则,
20、δsstudy_i=ksame_i*δsman_i
21、式中,δsstudy_i为fi机架的穿带自学习调平值;ksame_i为fi机架的同向自学习系数,从各机架经验值与权重系数中得到;δsman_i为fi机架穿带过程中的人工干预值,通过plc获取,i=1、2、3、4、5、6;若反向,则,
22、δsstudy_i=kdiff_i*δsman_i
23、式中,kdiff_i为fi机架的反向自学习系数,从各机架经验值与权重系数中得到,i=1、2、3、4、5、6;
24、对于f7机架,
25、δsstudy_i=kstudy_i*δsman_i
26、式中,kstudy_i为fi机架自学习系数,从各机架经验值与权重系数中得到,i=7;
27、s5.记录本次穿带自学习项,用于下卷带钢的辊缝预摆。
28、进一步的,步骤s1中所述的取样点位置x,是指取样点与镰刀弯头部之间的距离。
29、进一步的,步骤s2中所述的计算150ms时间间隔下轧制力值和跑偏值的改变量,是将轧制力值和跑偏值分别存入对应数组,每150ms计算对应数组的均值,相邻数组均值之差得到轧制力差值和跑偏差值,将结果存入服务器。
30、三、有益效果
31、本发明一种热连轧精轧带钢穿带辊缝调平控制方法,该方法通过粗轧来料镰刀弯对穿带过程进行前馈控制;通过实时测得的机架间跑偏量对穿带过程进行反馈控制;通过对比现场操作人员干预量与模型计算值方向,计算得到穿带自学习项,对穿带调平值进行修正,确保带钢在穿带过程中的稳定性,提高了轧制精度,保证了产品质量。
技术特征:
1.一种热连轧精轧带钢穿带辊缝调平控制方法,其特征在于,根据镰刀弯数据计算f1~f3机架穿带调平值;然后根据机架间带钢跑偏值计算f1~f6机架穿带调平值;最后计算本次穿带自学习项用于下一卷带钢穿带调平值,具体包括以下步骤:
2.根据权利要求1所述的热连轧精轧带钢穿带辊缝调平控制方法,其特征在于:步骤s1中所述的取样点位置x,是指取样点与镰刀弯头部之间的距离。
3.根据权利要求1所述的热连轧精轧带钢穿带辊缝调平控制方法,其特征在于:步骤s2中所述的计算150ms时间间隔下轧制力值和跑偏值的改变量,是将轧制力值和跑偏值分别存入对应数组,每150ms计算对应数组的均值,相邻数组均值之差得到轧制力差值和跑偏差值,将结果存入服务器。
技术总结
本发明公开了一种热连轧精轧带钢穿带辊缝调平控制方法,包括以下步骤:判断上一卷钢F1~F3机架的跑偏量,根据镰刀弯数据计算F1~F3机架穿带调平值;根据带钢头部跑偏值按下式计算F1~F6机架穿带调平值;计算穿带过程中人工调平值;根据机架间带钢跑偏值计算F1~F6机架穿带调平值;计算并记录本次穿带自学习项,用于下卷带钢的辊缝预摆。本发明通过粗轧来料镰刀弯对穿带过程进行前馈控制;通过实时测得的机架间跑偏量对穿带过程进行反馈控制;通过对比现场操作人员干预量与模型计算值方向,计算得到穿带自学习项,对穿带调平值进行修正,确保带钢在穿带过程中的稳定性,提高了轧制精度,保证了产品质量。
技术研发人员:周云,李轶伦,左从华,王立兵
受保护的技术使用者:马鞍山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!