激光焊接方法、装置、控制设备及存储介质与流程
本技术涉及激光加工,尤其涉及一种激光焊接方法、装置、控制设备及存储介质。
背景技术:
1、目前,间歇式激光焊接技术的具体操作流程包括:将电池移动到焊接位置,并进行机械定位,然后进行激光焊接,焊接完成后,再将电池从焊接位置移走,并将下一个电池移动到焊接位置,再次进行机械定位,重复上述操作,循环进行激光焊接的工序。目前采用的间歇式激光焊接技术,可以用于对目标工件进行激光焊接,如锂电行业中的圆柱电池,但由于旋转平台的启停时间长,且每次焊接前都需要进行机械定位,焊接速度慢,存在生产效率低下的问题。
技术实现思路
1、本技术实施例公开了一种激光焊接方法、装置、控制设备及存储介质,能够提高激光焊接的焊接速度,从而提高生产效率。
2、本技术实施例公开了一种激光焊接方法,应用于控制设备,所述控制设备分别与激光器、振镜以及旋转平台通信连接,所述旋转平台包括平台主体以及驱动装置,所述驱动装置用于驱动所述旋转平台绕旋转轴进行旋转,所述平台主体朝向所述振镜的一面用于承载待焊接的目标工件;所述方法包括:
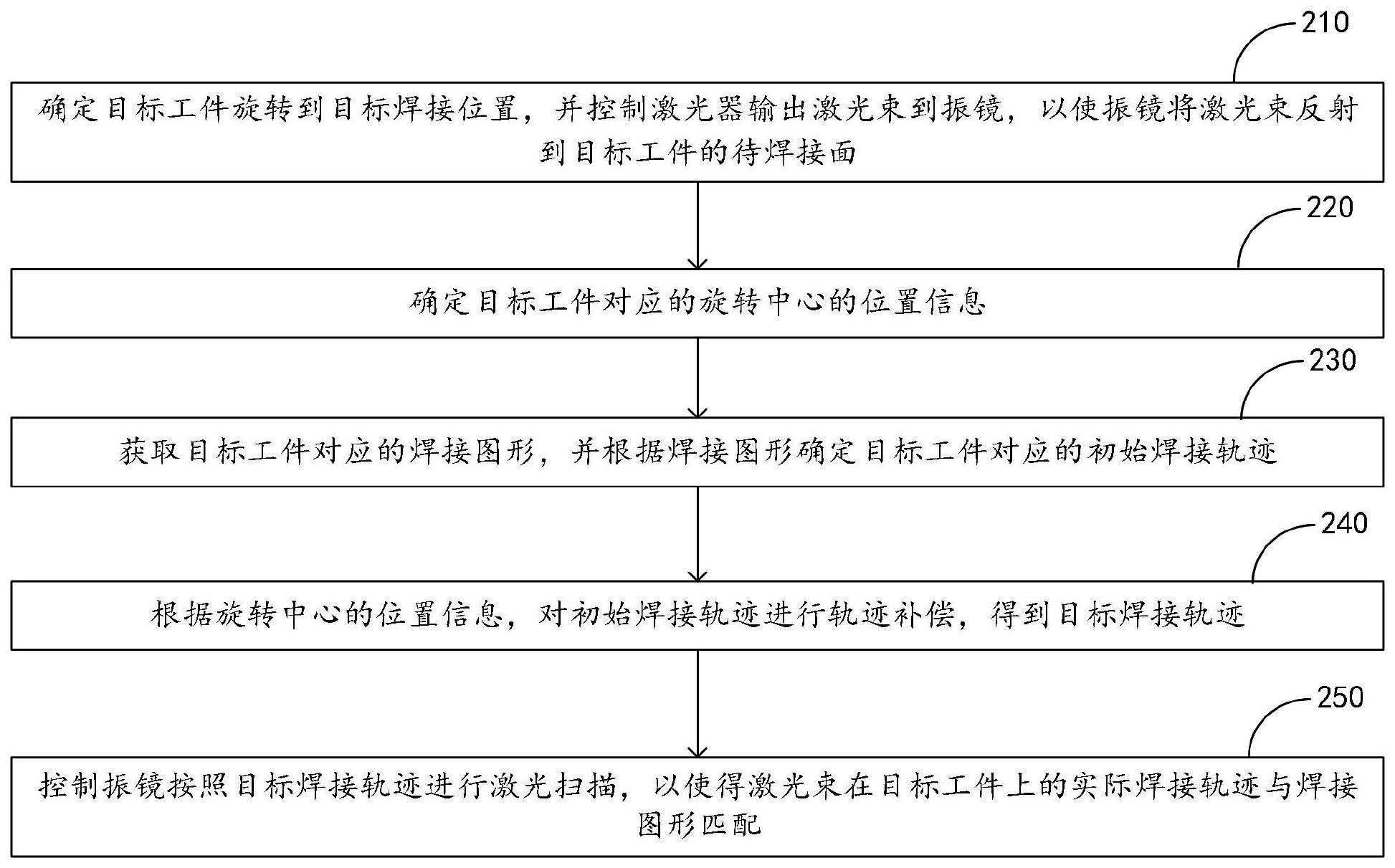
3、确定所述目标工件旋转到目标焊接位置,并控制所述激光器输出激光束到所述振镜,以使所述振镜将所述激光束反射到所述目标工件的待焊接面;
4、确定所述目标工件对应的旋转中心的位置信息;
5、获取所述目标工件对应的焊接图形,并根据所述焊接图形确定所述目标工件对应的初始焊接轨迹;
6、根据所述旋转中心的位置信息,对所述初始焊接轨迹进行轨迹补偿,得到目标焊接轨迹;其中,所述轨迹补偿用于补偿所述目标工件在旋转过程中所产生的位置误差;
7、控制所述振镜按照所述目标焊接轨迹进行激光扫描,以使得所述激光束在所述目标工件上的实际焊接轨迹与所述焊接图形匹配。
8、在一个实施例中,所述旋转平台还包括编码器,所述编码器用于采集所述驱动装置的脉冲信号,所述确定所述目标工件旋转到目标焊接位置,包括:
9、获取所述编码器采集到的所述驱动装置的脉冲信号;
10、根据所述脉冲信号,确定所述目标工件的实时旋转位置;
11、在所述实时旋转位置与所述目标焊接位置之间的距离小于预设阈值时,确定所述目标工件旋转到目标焊接位置。
12、在一个实施例中,所述控制设备还与光电传感器通信连接,所述光电传感器包括发射端以及接收端,所述发射端用于向所述接收端发射光束,所述旋转平台还包括感应片,所述感应片用于在所述目标工件旋转到所述目标焊接位置时阻挡所述发射端和所述接收端之间的光束传播;
13、所述确定所述目标工件旋转到目标焊接位置,包括:
14、若接收到所述光电传感器发送的到达信号,则确定所述目标工件旋转到所述目标焊接位置;其中,所述到达信号为所述光电传感器在所述接收端接收不到所述发射端发射的光束时发送的信号。
15、在一个实施例中,所述确定所述目标工件对应的旋转中心的位置信息,包括:
16、确定所述振镜的振镜幅面,所述振镜幅面为经过所述振镜反射后的激光束能够辐射到的平面区域,所述振镜幅面由所述激光束在振镜上反射的最大偏移角度所确定;
17、基于所述振镜幅面,确定所述目标工件对应的旋转中心的位置信息,所述旋转中心为所述旋转轴与所述振镜幅面所属的平面的交点。
18、在一个实施例中,所述基于所述振镜幅面,确定所述目标工件对应的旋转中心的位置信息,包括:
19、基于所述振镜幅面,确定所述目标工件对应的旋转中心的初始位置信息;
20、根据校准参数对所述初始位置信息进行校准,得到所述目标工件对应的旋转中心的位置信息。
21、在一个实施例中,所述振镜还用于控制所述激光束偏转以使得所述激光束在所述振镜幅面的第一方向和所述振镜幅面的第二方向上移动;所述第一方向、第二方向及所述振镜幅面的幅面中心构成所述振镜幅面对应的平面坐标系;
22、所述基于所述振镜幅面,确定所述目标工件对应的旋转中心的初始位置信息,包括:
23、确定所述目标工件对应的旋转中心在所述平面坐标系中的初始位置信息,所述初始位置信息包括在所述第一方向的初始第一坐标,以及在所述第二方向的初始第二坐标;
24、所述根据校准参数对所述初始位置信息进行校准,得到所述目标工件对应的旋转中心的位置信息,包括:
25、基于所述第一方向对应的第一校准参数对所述初始第一坐标进行校准,得到所述旋转中心的目标第一坐标;
26、基于所述第二方向对应的第二校准参数对所述初始第二坐标进行校准,得到所述旋转中心的目标第二坐标;
27、将所述目标第一坐标及所述目标第二坐标作为所述旋转中心的位置信息。
28、在一个实施例中,所述方法还包括:
29、在所述目标工件的待焊接面上构建网格图形;其中,所述待焊接面在所述振镜幅面内,所述网格图形包括多个网格点,所述网格图形的中间网格点为所述振镜幅面的幅面中心;
30、根据目标校准参数对各个所述网格点的初始位置信息进行位置校准,得到各个所述网格点对应的校准位置信息;
31、在所述旋转平台未旋转的情况下,控制所述激光器输出激光束到所述振镜,根据各个所述网格点对应的校准位置信息,控制所述振镜在所述待焊接面上进行激光扫描,并获取在所述待焊接面上各个所述网格点对应的实际位置信息;
32、若各个所述网格点对应的初始位置信息和实际位置信息之间的位置误差不大于所述误差阈值,则将所述目标校准参数作为所述振镜幅面的校准参数;
33、若存在任一网格点对应的初始位置信息和实际位置信息之间的位置误差大于误差阈值,则根据所述位置误差更新所述目标校准参数,并使用更新过的目标校准参数重新执行所述根据目标校准参数对各个所述网格点的初始位置信息进行位置校准,得到各个所述网络点对应的校准位置信息的步骤。
34、在一个实施例中,所述初始焊接轨迹包括多个轨迹点在所述待焊接面中的相对位置,所述根据所述旋转中心的位置信息,对所述初始焊接轨迹进行轨迹补偿,得到目标焊接轨迹,包括:
35、确定各个所述轨迹点对应的预期焊接时间,所述预期焊接时间是所述振镜按照所述初始焊接轨迹进行激光扫描时所述激光束从第一个所述轨迹点到达各个所述轨迹点所需要的时间;
36、根据各个所述轨迹点对应的预期焊接时间以及所述旋转平台的旋转速度,确定各个所述轨迹点对应的旋转角度;
37、根据所述旋转中心的位置信息以及各个所述轨迹点的相对位置,确定各个所述轨迹点的初始位置信息;
38、根据所述目标工件对应的旋转半径以及各个所述轨迹点对应的旋转角度,对各个所述轨迹点的初始位置信息进行位置补偿,得到各个所述轨迹点的目标位置信息,以生成目标焊接轨迹。
39、本技术实施例公开了一种激光焊接装置,应用于控制设备,所述控制设备分别与激光器、振镜以及旋转平台通信连接,所述旋转平台包括平台主体以及驱动装置,所述驱动装置用于驱动所述旋转平台绕旋转轴进行旋转,所述平台主体朝向所述振镜的一面用于承载待焊接的目标工件;所述装置包括:
40、激光输出模块,用于确定所述目标工件旋转到目标焊接位置,并控制所述激光器输出激光束到所述振镜,以使所述振镜将所述激光束反射到所述目标工件的待焊接面;
41、位置确定模块,用于确定所述目标工件对应的旋转中心的位置信息;
42、轨迹确定模块,用于获取所述目标工件对应的焊接图形,并根据所述焊接图形确定所述目标工件对应的初始焊接轨迹;
43、轨迹补偿模块,用于根据所述旋转中心的位置信息,对所述初始焊接轨迹进行轨迹补偿,得到目标焊接轨迹;其中,所述轨迹补偿用于补偿所述目标工件在旋转过程中所产生的位置误差;
44、激光扫描模块,用于控制所述振镜按照所述目标焊接轨迹进行激光扫描,以使得所述激光束在所述目标工件上的实际焊接轨迹与所述焊接图形匹配。
45、本技术实施例公开了一种控制设备,包括:
46、存储有可执行程序代码的存储器;
47、与所述存储器耦合的处理器;
48、所述处理器调用所述存储器中存储的所述可执行程序代码,执行上述任一实施例所述的方法。
49、本技术实施例公开了一种计算机可读存储介质,所述计算机可读存储介质存储计算机程序,其中,所述计算机程序在被处理器执行时,使得所述处理器执行上述任一实施例所述的方法。
50、通过本技术实施例公开的激光焊接方法、装置、控制设备及存储介质,控制设备可以分别与激光器、振镜以及旋转平台通信连接,旋转平台包括平台主体以及驱动装置,平台主体朝向振镜的一面可以承载待焊接的目标工件,在振镜需要对目标工件进行激光焊接时,驱动装置可以驱动旋转平台绕旋转轴进行旋转,控制设备可以确定目标工件旋转到目标焊接位置,并控制激光器输出激光束到振镜,从而振镜可以将激光束反射到目标工件的待焊接面,控制设备再确定目标工件对应的旋转中心的位置信息,以及获取目标工件对应的焊接图形,并根据焊接图形确定目标工件对应的初始焊接轨迹,从而可以根据旋转中心的位置信息,对初始焊接轨迹进行轨迹补偿,以补偿目标工件在旋转过程中所产生的位置误差,控制设备可以得到目标焊接轨迹,再控制振镜按照目标焊接轨迹进行激光扫描,以使得激光束在目标工件上的实际焊接轨迹与焊接图形匹配。
51、实施本技术实施例,通过将控制设备与激光器、振镜和旋转平台进行通信连接,可以实现对焊接过程的全面控制和管理,提高了焊接过程的可控性和稳定性。并且,通过旋转平台承载目标工件,驱动装置可以通过驱动旋转平台绕旋转轴进行旋转,以带动目标工件在焊接过程中保持旋转,而确定目标工件旋转到目标焊接位置时再控制激光器输出激光束,可以确保激光束在目标工件到达正确的位置时进行焊接,再通过轨迹补偿对目标工件旋转过程中产生的位置误差进行消除,从而可以在保证焊接精度和质量的前提下,实现焊接轨迹的精确控制,并且无需每次对目标工件进行焊接时控制旋转平台停止旋转,可以快速高效地完成焊接任务,提高了激光焊接的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!