一种带有阶梯形铝型材挤压模具的加工装置及其加工方法与流程
本发明属于铝型材挤压模具加工,具体涉及一种带有阶梯形铝型材挤压模具的加工装置及其加工方法。
背景技术:
1、铝型材是指铝合金型材,挤压是型材成形的手段,先根据型材产品断面设计、制造出模具,利用挤压模具将加热好的圆铸棒从模具中挤出成形,通过不同结构的模具生产出不同结构的铝型材。
2、阶梯形铝型材挤压模具在铣削加工过程中需要通过铣刀对挤压模具的阶梯型腔进行铣削加工,但是现有的挤压模具加工装置在加工阶梯形铝型材挤压模具时,只能对挤压模具的进行大尺寸型腔进行铣削加工,不能对模具的阶梯型腔内边沿进行铣削加工,导致阶梯形铝型材挤压模具加工困难,为此我们提出一种带有阶梯形铝型材挤压模具的加工装置及其加工方法。
技术实现思路
1、本发明的目的在于提供一种带有阶梯形铝型材挤压模具的加工装置及其加工方法,以解决上述背景技术中提出的问题。
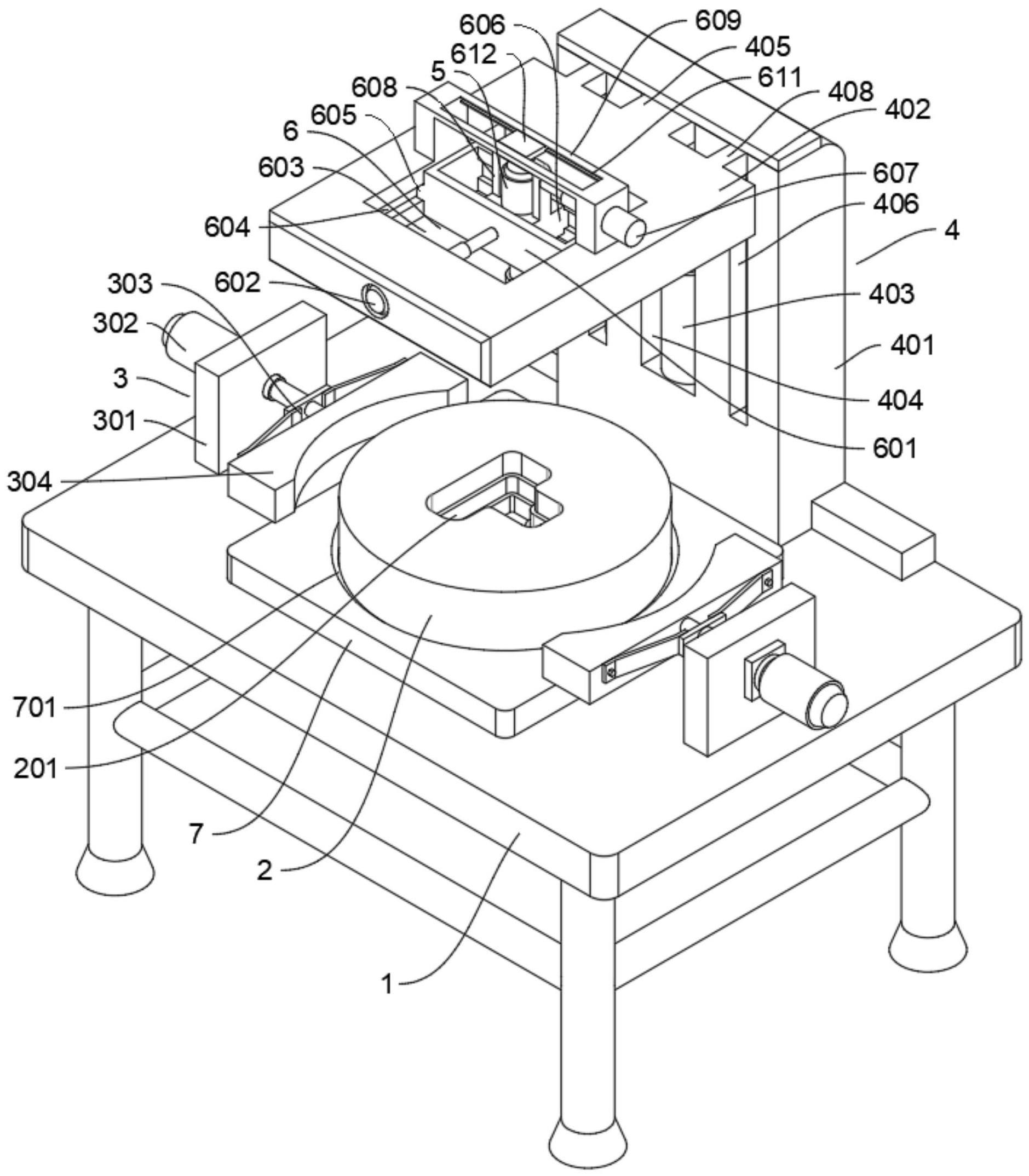
2、为实现上述目的,本发明提供如下技术方案:一种带有阶梯形铝型材挤压模具的加工装置,包括加工台,所述加工台上设置有模具本体,所述加工台上还设置有对称分布的模具夹持机构,所述模具本体设置在对称分布的所述模具夹持机构之间,所述加工台上通过升降机构设置有模具铣削机构,所述升降机构上设置有与所述铣削机构连接的水平调节机构;
3、所述模具夹持机构用于对所述加工台上的模具本体进行定位夹持;
4、所述升降机构用于带动所述模具铣削机构和所述水平调节机构上下升降移动;
5、所述模具铣削机构用于对所述加工台上的所述模具本体进行铣削加工;
6、所述水平调节机构用于对所述升降机构上的所述模具铣削机构进行水平位移调节,以实现所述模具铣削机构对所述模具本体上的阶梯型腔铣削加工。
7、优选的,所述加工台上设置有承载底座,所述承载底座上设置有定位槽,所述模具本体放置在所述承载底座上的所述定位槽内。
8、优选的,所述模具夹持机构包括固定板、夹持气缸、连接支架和夹持座;
9、所述固定板设置在所述加工台上,所述夹持气缸设置在所述固定板上远离所述模具本体的一侧,所述连接支架设置在所述夹持气缸的输出端,所述夹持座设置在所述连接支架上;
10、所述夹持座上朝向所述模具本体的一侧为与所述模具本体外周相适配的弧形结构。
11、优选的,所述升降机构包括支撑板、升降板和液压升降缸;
12、所述支撑板设置在所述加工台上,所述支撑板上朝向所述模具本体的一侧中部开设有液压升降缸安装槽,所述液压升降缸安装在所述液压升降缸安装槽内,所述液压升降缸的上端通过连接板与所述升降板连接。
13、优选的,所述支撑板上朝向所述模具本体的一侧开设有对称分布的导向槽,对称分布的所述导向槽内设置有导向杆,所述升降板上对应所述导向杆的位置处设置有导向块,所述导向块上开设有与所述导向杆相适配的导向孔。
14、优选的,所述模具铣削机构包括铣削电机、铣刀安装座和铣刀;
15、所述铣削电机通过所述水平调节机构安装在所述升降板上,所述铣刀安装座设置在所述铣削电机的输出轴上,所述铣刀安装在所述铣刀安装座上,且所述铣刀位于所述模具本体的正上方;
16、所述铣刀为长锥形铣刀。
17、优选的,所述水平调节机构包括纵向调节座和纵向调节气缸;
18、所述升降板上开设有纵向调节口,所述纵向调节座设置在所述纵向调节口内,所述纵向调节口的两内侧壁上开设有纵向滑槽,所述纵向调节座的两端设置有与所述纵向滑槽相适配的纵向滑块;
19、所述纵向调节气缸设置在所述升降板上,所述纵向调节气缸的输出端穿过所述升降板的一侧延伸至所述纵向调节口内,所述纵向调节气缸的输出端与所述纵向调节座连接。
20、优选的,所述水平调节机构还包括横向调节座、横向调节气缸、固定支架和龙门架;
21、所述纵向调节座上开设有横向调节口,所述横向调节座安装在所述横向调节口内,所述固定支架设置在所述横向调节座上,所述龙门架设置在升降板上,且所述龙门架位于所述固定支架的正上方,所述横向调节气缸安装在所述龙门架上,所述横向调节气缸的输出端与所述固定支架连接;
22、所述铣削电机安装在所述横向调节座上。
23、优选的,所述龙门架上开设有导向调节槽口,所述固定支架的上端设置有导向调节块,所述导向调节块设置在所述导向调节槽口内。
24、一种带有阶梯形铝型材挤压模具的加工装置的加工方法,包括如下步骤:
25、a:加工时,先将模具本体放置在承载底座上的定位槽内,然后启动两个夹持气缸,夹持气缸伸长,带动夹持气缸伸缩端的连接支架推动夹持座向模具本体移动,直至两个夹持座将模具本体夹持固定在定位槽内;
26、b:然后根据模具本体上的阶梯型腔加工位置,调节模具铣削机构在升降板上的水平位置,此过程中,启动纵向调节气缸和横向调节气缸,纵向调节气缸推动纵向调节座在纵向调节口内移动,横向调节气缸推动横向调节座在横向调节口内移动,横向调节座上的导向调节块在龙门架上的导向调节槽口导向移动,从而将横向调节座上的模具铣削机构调节至模具本体上的阶梯型腔加工开始位置;
27、c:然后启动铣削电机,铣削电机转动带动铣刀安装座上的铣刀转动,然后启动液压升降缸,液压升降缸根据铣刀的高度进行升降,直至铣刀升降至模具本体上的阶梯型腔内需要加工的高度,然后长锥形的铣刀对模具本体上的阶梯型腔的内边沿进行铣削加工;
28、d:在铣刀加工过程中,纵向调节气缸和横向调节气缸会根据阶梯型腔的形状进行工作,从而带动纵向调节座和横向调节座移动调节,使得铣刀能够根据阶梯型腔的形状进行铣削加工,直至模具本体上的阶梯型腔铣削加工完成。
29、与现有技术相比,本发明的有益效果是:
30、1、本发明设有长锥形的铣刀、升降机构和水平调节机构,在模具本体铣削加工时,根据模具本体上的阶梯型腔加工位置,调节模具铣削机构在升降板上的水平位置,此过程中,启动纵向调节气缸和横向调节气缸,纵向调节气缸推动纵向调节座在纵向调节口内移动,横向调节气缸推动横向调节座在横向调节口内移动,横向调节座上的导向调节块在龙门架上的导向调节槽口导向移动,从而将横向调节座上的模具铣削机构调节至模具本体上的阶梯型腔加工开始位置,长锥形的铣刀能够对模具本体上的阶梯型腔的内边沿进行铣削加工,同时在铣刀加工过程中,纵向调节气缸和横向调节气缸会根据阶梯型腔的形状进行工作,从而带动纵向调节座和横向调节座移动调节,使得铣刀能够根据阶梯型腔的形状进行铣削加工,直至模具本体上的阶梯型腔铣削加工完成,方便对模具本体上的阶梯型腔的内边沿进行铣削加工,同时提高铣削加工精度,提高模具本体的狭小边沿的加工速度和加工质量;
31、2、本发明设有夹持气缸、连接支架和夹持座,加工时,先将模具本体放置在承载底座上的定位槽内,然后启动两个夹持气缸,夹持气缸伸长,带动夹持气缸伸缩端的连接支架推动夹持座向模具本体移动,直至两个夹持座将模具本体夹持固定在定位槽内,避免模具本体在铣削加工时发生偏移,提高模具本体的铣削加工精度。
- 还没有人留言评论。精彩留言会获得点赞!