一种电弧增材与数控加工一体化的再制造成形装置及方法
本发明涉及金属增材制造,特别涉及一种电弧增材与数控加工一体化的再制造成形装置及方法。
背景技术:
1、增材制造是一种快速成型的工艺方法,根据增材制造热源的不同,增材制造主要分为激光增材制造、电子束增材制造、电弧增材制造。激光增材制造和电子束增材制造主要是采用金属粉末逐层熔融堆积的方式,制造出各种复杂结构的金属构件;电弧增材制造主要是采用金属丝材或者粉末逐层堆积的方式,相较于激光增材制造和电子束增材制造,电弧增材制造的成本较低,成形速度快,效率高。
2、经过检索,中国专利网上公开了一种电弧增材与数控加工一体化的再制造成形装置及方法,公开号为cn114211249a,虽然通过第一电机的工作使得第一螺纹柱进行转动,第一螺纹柱转动时会通过第一固定柱与第一滑动块的相配合使用,使得第一移动块在第一螺纹柱上移动时能够保持稳定,且第一移动块移动时能够通过第一滑动块带动第一连接块在第一通孔内部滑动,第一连接块运动带动机械手运动,这样焊枪位于加工台的上方,第二电机的转动带动第二移动块移动,第二移动块移动能够带动数控铣削加工单元位于加工台的上方,从而达到电弧增材与数控一体化制造的效果,但是该对比文件在对材料进行固定时比较的复杂,在对材料进行固定时比较的繁琐,从而影响对材料的加工效率,并且只能对边缘呈直面的材料进行固定,无法满足对边缘呈弧面的材料进行固定,适用性欠佳。
技术实现思路
1、本发明要解决的技术问题是提供一种电弧增材与数控加工一体化的再制造成形装置及方法,以解决背景技术中所提出的但是该对比文件在对材料进行固定时比较的复杂,在对材料进行固定时比较的繁琐,从而影响对材料的加工效率,并且只能对边缘呈直面的材料进行固定,无法满足对边缘呈弧面的材料进行固定,适用性欠佳。
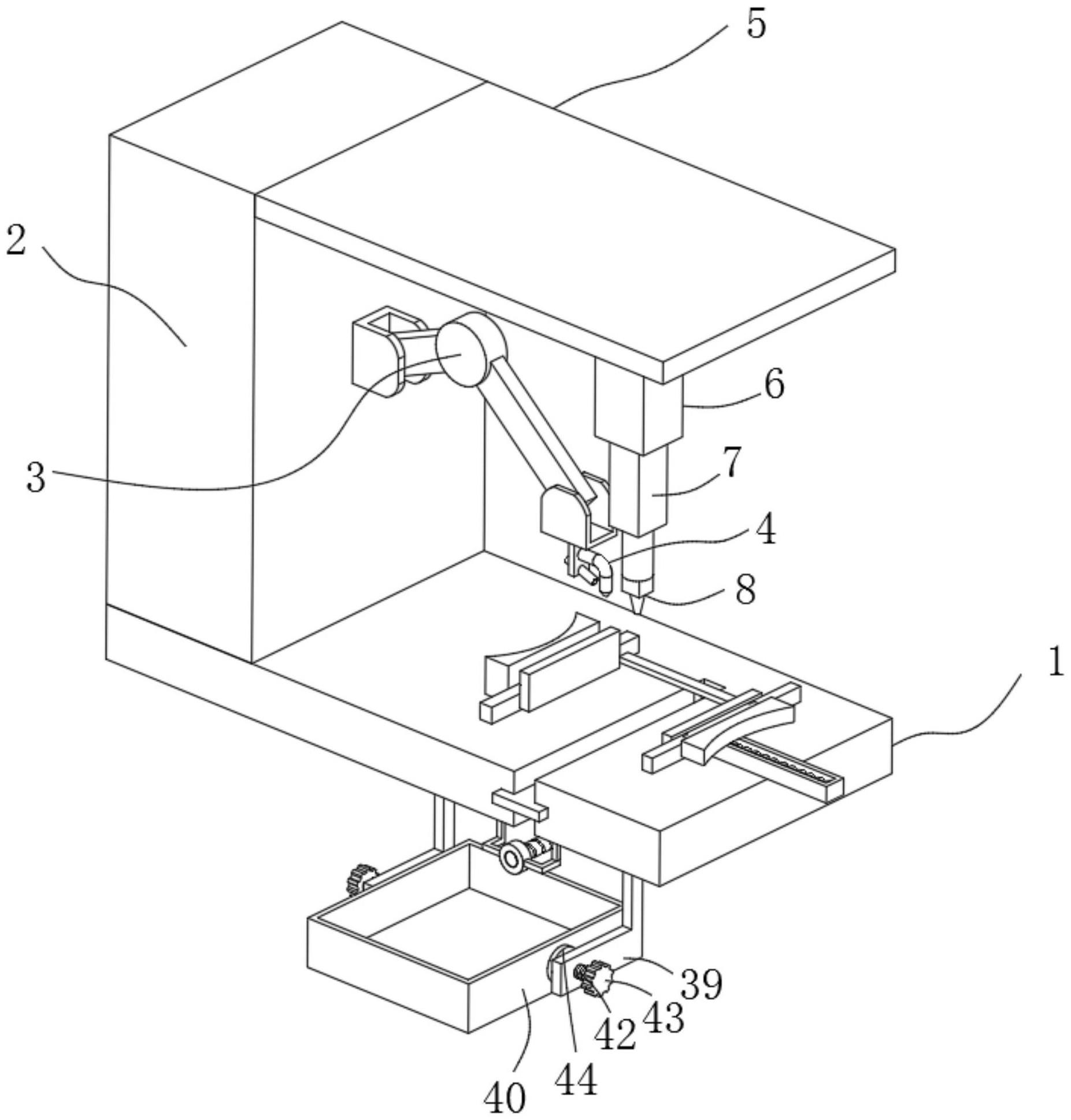
2、为了解决上述技术问题,本发明的技术方案为,一种电弧增材与数控加工一体化的再制造成形装置,包括:
3、底座;
4、所述底座顶部安装有设备箱,所述设备箱一端安装有机械手,所述机械手一端安装有焊枪;
5、所述设备箱顶部固定有安装座,所述安装座底部安装有设备座,所述设备座底部安装有伸缩缸,所述伸缩缸底部安装有铣刀;
6、夹持组件,所述夹持组件包括设于底座顶部的连接条一,所述连接条一顶部开设有安装槽一、卡槽一,所述安装槽一内设有安装条一,所述安装条一两端设有卡块一,所述安装条一通过卡块一配合卡槽一卡接在安装槽一内;
7、所述安装条一一端固定有直条一,其另一端固定有弧形条一;
8、所述底座顶部设有横条,所述横条顶部开设有滑槽,所述滑槽内部安装有滑块,所述滑块顶部固定有连接条二,所述连接条二顶部开设有安装槽二、卡槽二,所述安装槽二内设有安装条二,所述安装条二两端设有卡块二,所述安装条二通过卡块二配合卡槽二卡接在卡槽二内;
9、所述安装条二一端固定有直条二,其另一端固定有弧形条二。
10、作为本发明的进一步方案:所述滑槽一侧内壁上固定有伸缩杆,所述伸缩杆远离滑槽一侧内壁的一端与滑块固定。
11、作为本发明的进一步方案:所述直条一、弧形条一与直条二、弧形条二相互远离的一端均设有防滑垫。
12、作为本发明的进一步方案:所述底座顶部开设有卡槽三,所述连接条一底部固定有卡块三,所述连接条一通过卡块三配合卡槽三卡接在底座顶部。
13、作为本发明的进一步方案:所述底座顶部开设有卡槽四,所述横条底部固定有卡块四,所述横条通过卡块四配合卡槽四卡接在底座顶部。
14、作为本发明的进一步方案:还包括清理组件,所述清理组件包括开设于底座顶部的活动槽,所述底座顶部安装有电机,所述电机的输出端配合联轴器连接有丝杆,所述丝杆外壁上安装有轴套;
15、所述轴套外壁上固定有穿过活动槽并延伸至底座顶部的承接条,所述承接条一端安装有清理刷。
16、作为本发明的进一步方案:所述清理刷底部与底座顶部接触。
17、作为本发明的进一步方案:所述底座底部对称固定有两个l型条,两个所述l型条之间设有收集框;
18、两个所述l型条一端均开设有螺纹孔,所述螺纹孔内螺纹连接有螺纹杆,所述螺纹杆一端固定有转轴,所述螺纹杆另一端固定有与收集框相接触的固定板。
19、作为本发明的进一步方案:所述活动槽内壁上开设有卡槽五,所述卡槽五内卡接有挡条。
20、一种电弧增材与数控加工一体化的再制造成形装置的使用方法,其使用方法具体如下:
21、s1、首先使用者需要确认材料的边缘形状来对直条一、弧形条一与直条二、弧形条二的方向进行调整,若材料的边缘为直面时,使用者则需要改变安装条一的方向,使安装条一一端的直条一朝向材料,再在卡槽一、卡块一的配合的下降安装条一卡接至安装槽一内即可;
22、同理,在改变安装条二的方向时,使安装条二一端的直条二朝向材料,再在卡槽二、卡块二的配合下降安装条二卡接至安装槽二内即可;
23、若材料的边缘为弧面时,使用者则需要改变安装条一的方向,使安装条一一端的弧形条一朝向材料,再在卡槽一、卡块一的配合的下降安装条一卡接至安装槽一内即可;
24、同理,在改变安装条二的方向时,使安装条二一端的弧形条二朝向材料,再在卡槽二、卡块二的配合下降安装条二卡接至安装槽二内即可;
25、s2、使用者再将材料放置到底座顶部,此时材料会位于直条一、直条二或弧形条一、弧形条二之间,此时在压缩弹簧的弹力作用下会驱使伸缩杆进行拉伸运动,伸缩杆会驱使滑块朝材料进行移动,最终在直条一、直条二或弧形条一、弧形条二的共同配合下,可完成对材料的夹持固定;
26、s3、在对材料进行夹持固定后,使用者可以启动铣刀或焊枪,从而达到对材料进行电弧增材与数控一体化制造的效果;
27、s4、当对材料加工结束后,使用者再卡槽三、卡块三的配合下可以对连接条一进行拆卸,同理,在卡槽四、卡块四的配合下可以对横条进行拆卸,使用者再将加工好的材料取下,随后使用者再启动电机,电机带动丝杆进行工作,此时轴套会在丝杆外壁上进行移动,在轴套进行移动时会带动清理刷将底座顶部的材料碎屑清理至收集框内;
28、s5、使用者通过转动转轴,转轴会带动螺纹杆、固定板在螺纹孔内进行移动,待固定板与收集框非接触后,即可对收集框进行拆卸。
29、采用上述技术方案:
30、本发明通过确认材料的边缘形状来对直条一、弧形条一与直条二、弧形条二的方向进行调整,若材料的边缘为直面时,使用者则需要改变安装条一的方向,使安装条一一端的直条一朝向材料,再在卡槽一、卡块一的配合的下降安装条一卡接至安装槽一内即可;
31、同理,在改变安装条二的方向时,使安装条二一端的直条二朝向材料,再在卡槽二、卡块二的配合下降安装条二卡接至安装槽二内即可;
32、若材料的边缘为弧面时,使用者则需要改变安装条一的方向,使安装条一一端的弧形条一朝向材料,再在卡槽一、卡块一的配合的下降安装条一卡接至安装槽一内即可;
33、同理,在改变安装条二的方向时,使安装条二一端的弧形条二朝向材料,再在卡槽二、卡块二的配合下降安装条二卡接至安装槽二内即可;
34、相比较现有的,本发明一方面在对材料进行固定时比较的简单,从而提高了对材料的加工效率,另一方面本发明可以对边缘呈直面的材料进行固定,也可以对边缘呈弧面的材料进行固定,具有较强的适用性。
- 还没有人留言评论。精彩留言会获得点赞!