一种转接片焊接设备及其使用方法与流程
本发明涉及方壳储能锂离子电池装配线领域,具体涉及一种转接片焊接设备及其使用方法。
背景技术:
1、目前市面上的方壳储能锂电池装配工序是由传统工艺设备改进而成的,其包括电芯热压、x-ray、超声波焊接配对、电芯蝴蝶焊接、合芯、包mylar膜、电芯入壳、顶盖和壳体预焊、顶盖和壳体满焊等主要的工序,以双电芯组合入壳的装配工艺。
2、转接片焊接设备是方壳储能锂电池装配工艺的其中一个环节,目前产线电芯电池容量为210ah,而一个电池是由两个电芯组合而成。为了将两个电芯连接在一起,该设备采用的工艺为电芯与顶盖蝴蝶焊接工艺进行连接。但是,现有的电芯尺寸与原先电芯尺寸相比其厚度变大,导致原先的焊接技术不能满足厚电芯的工艺要求。另外,顶盖与电芯之间如何连接?焊接完成后如何将两个电芯完成贴合工艺?这都是目前亟需解决的难题。
技术实现思路
1、本发明要解决的技术问题是提供一种转接片焊接设备及其使用方法,包括电芯蝴蝶焊接工艺、除尘、转接片点胶、贴胶工艺、合芯工艺、以及合芯贴胶工艺,且通过模组组装以及机械爪组合实现设备工艺机构之间流转,从而提高了工作效率。
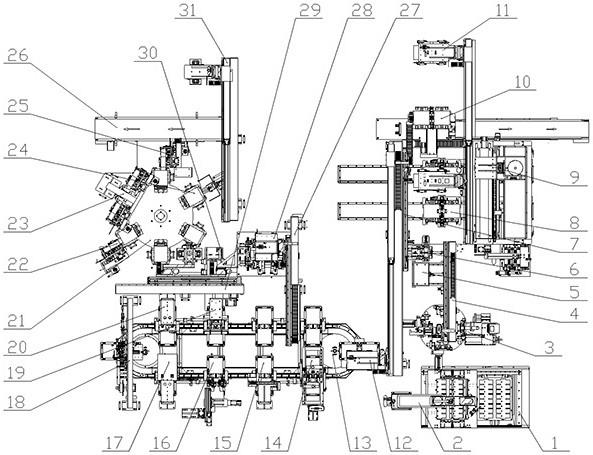
2、为解决上述技术问题,本发明采取如下技术方案:本发明的一种转接片焊接设备,其创新点在于:包括顶盖上料机构、双工位焊接小车机构、电芯上料机构、激光焊接机构、焊后下料机构、循环线流转机构、合芯机构和合芯包胶旋转机构;在所述激光焊接机构的左侧还前后间隔设有顶盖上料机构和电芯上料机构,且在所述顶盖上料机构和电芯上料机构之间相对于激光焊接机构左侧还设有双工位焊接小车机构;所述顶盖上料机构将刻码合格的顶盖抓取放置到所述双工位焊接小车机构上,且所述电芯上料机构将刻码合格的电芯抓取放置到所述双工位焊接小车机构上,并通过双工位焊接小车机构将电芯和顶盖移动到激光焊接机构下方进行焊接;在所述顶盖上料机构的前端左侧还间隔横向设有循环线流转机构,且所述焊后下料机构纵向设置在所述双工位焊接小车机构的左端与循环线流转机构的右端之间,并将焊接后的电芯移动到循环线流转机构上依次进行电芯除尘、焊印检测、焊印点胶、点胶视觉检测、转接片贴胶、贴胶检测以及贴胶整形;在所述循环线流转机构的后端还设有合芯机构,且在所述合芯机构的左侧还设有合芯包胶旋转机构,并将合芯抓取放置到合芯包胶旋转机构上分别进行侧面贴胶和尾部贴胶。
3、优选的,还包括顶盖盘上下料机构、机器人顶盖上料机构和刻码扫码旋转机构;在所述顶盖上料机构的前端还设有刻码扫码旋转机构,且在所述刻码扫码旋转机构的前端还设有用于满盘顶盖盘和空盘顶盖盘流转的顶盖盘上下料机构;在所述顶盖盘上下料机构左侧还设有机器人顶盖上料机构,且所述机器人顶盖上料机构以及刻码扫码旋转机构均间隔设置在所述焊后下料机构的右侧;所述机器人顶盖上料机构将顶盖盘上下料机构上的顶盖吸取后旋转90°,再平放到所述刻码扫码旋转机构上,通过刻码扫码旋转机构将顶盖固定位置后进行刻码,再判断刻码是否合格。
4、优选的,还包括顶盖二次定位上料机构、顶盖二次定位机构和顶盖ng盒;在所述顶盖上料机构和所述刻码扫码旋转机构之间靠左侧还前后间隔设有顶盖ng盒和顶盖二次定位机构,且所述顶盖二次定位机构设置在靠顶盖上料机构一侧,并间隔设置在所述焊后下料机构的右侧;在所述顶盖上料机构和所述刻码扫码旋转机构之间相对于顶盖二次定位机构右侧还设有顶盖二次定位上料机构,且通过顶盖二次定位上料机构将经刻码扫码旋转机构判断完的顶盖进行区分,并分别抓取到对应顶盖二次定位机构上进行定位或顶盖ng盒内移出;经顶盖二次定位机构定位好的顶盖通过顶盖上料机构抓取放置到所述双工位焊接小车机构上,再经双工位焊接小车机构将顶盖移动到激光焊接机构下方。
5、优选的,还包括电芯来料二次定位与ng拉带切换机构;在所述电芯上料机构和双工位焊接小车机构之间还设有电芯来料二次定位与ng拉带切换机构,且所述电芯来料二次定位与ng拉带切换机构是由电芯来料二次定位组件和ng拉带组成,并根据电芯来料的刻码是否合格,进行电芯来料二次定位组件的定位动作和ng拉带的移出动作切换。
6、优选的,所述电芯上料机构包括电芯来料抓取组件和电芯上料组件;所述电芯来料抓取组件将刻码是否合格的电芯来料进行区分,并分别抓取放置到对应电芯来料二次定位组件上进行定位或ng拉带上移出;经电芯来料二次定位组件定位好的电芯来料通过电芯上料组件抓取放置到双工位焊接小车机构上,再经双工位焊接小车机构将电芯移动到激光焊接机构下方。
7、优选的,所述焊后下料机构间隔设于所述顶盖上料机构、顶盖二次定位机构、顶盖ng盒以及刻码扫码旋转机构的左侧,且其后端竖直纵向横跨在所述双工位焊接小车机构上,其前端架设在所述循环线流转机构的右端正上方,进而通过焊后下料机构的抓取端将焊接后的电芯移动到循环线流转机构上。
8、优选的,所述循环线流转机构的旋转端为沿顺时针方向呈环形循环旋转,且在所述循环线流转机构的正下方相对于其旋转端旋转轨迹还沿顺时针方向呈环形依次间隔设有焊后除尘机构、焊后检测机构、点胶机构、点胶检测机构、转接片贴胶机构、转接片贴胶检测机构和转接片贴胶整形机构,所述焊后除尘机构、焊后检测机构、点胶机构、点胶检测机构、转接片贴胶机构、转接片贴胶检测机构以及转接片贴胶整形机构的相邻之间间距均相等;在所述循环线流转机构的旋转端上还依次间隔设有数个第一抓取组件,每一所述第一抓取组件均随循环线流转机构的旋转端沿顺时针方向呈环形进行循环旋转,且相邻所述第一抓取组件之间的间距均与所述焊后除尘机构和焊后检测机构之间的间距相一致,进而将焊接后的电芯依次移动到循环线流转机构上,再随循环线流转机构的旋转端依次移动到焊后除尘机构、焊后检测机构、点胶机构、点胶检测机构、转接片贴胶机构、转接片贴胶检测机构以及转接片贴胶整形机构位置,并分别进行电芯除尘、焊印检测、焊印点胶、点胶视觉检测、转接片贴胶、贴胶检测以及贴胶整形。
9、优选的,还包括合芯上料机构、合芯下料与贴胶上料机构;在所述循环线流转机构的后端与所述合芯机构的右端之间还纵向架设有合芯上料机构,且所述合芯上料机构将贴胶整形后的电芯抓取放置到所述合芯机构上;在所述合芯机构和所述合芯包胶旋转机构之间靠其前端处还横向设有合芯下料与贴胶上料机构,所述合芯下料与贴胶上料机构对循环线流转机构的动作不产生干涉,且其为双z轴机械手结构;在所述合芯下料与贴胶上料机构的后端靠右侧还设有翻转机构,且所述翻转机构间隔设置在所述合芯机构以及所述合芯包胶旋转机构之间;所述合芯下料与贴胶上料机构的合芯下料部分将经合芯机构合芯后的电芯抓取放置到所述翻转机构上,且其贴胶上料部分将经翻转机构翻转后的电芯抓取放置到所述合芯包胶旋转机构上。
10、优选的,还包括尾部一贴胶机构、侧贴胶机构、有无胶带检测机构、尾部二贴胶机构、电芯下料ng输送线和电芯下料机构;所述合芯包胶旋转机构的旋转端为沿顺时针方向呈环形循环旋转,且在所述合芯包胶旋转机构的正下方相对于其旋转端旋转轨迹还沿顺时针方向呈环形依次间隔设有尾部一贴胶机构、侧贴胶机构、尾部二贴胶机构和有无胶带检测机构,所述尾部一贴胶机构、侧贴胶机构、尾部二贴胶机构以及有无胶带检测机构的相邻之间间距均相等;在所述合芯包胶旋转机构的旋转端上还依次间隔设有数个第二抓取组件,每一所述第二抓取组件均随合芯包胶旋转机构的旋转端沿顺时针方向呈环形进行循环旋转,且相邻所述第二抓取组件之间的间距均与所述尾部一贴胶机构和侧贴胶机构之间的间距相一致,进而将翻转后的电芯依次抓取放置到合芯包胶旋转机构上,再随合芯包胶旋转机构的旋转端依次移动到尾部一贴胶机构、侧贴胶机构、尾部二贴胶机构以及有无胶带检测机构位置,并分别进行侧面贴胶、尾部贴胶以及检测胶带有无;在所述合芯包胶旋转机构的后端相对于有无胶带检测机构位置处还分别设有电芯下料机构和电芯下料ng输送线,且根据胶带是否合格,对经有无胶带检测机构后的电芯进行区分,通过电芯下料机构进行下料或者电芯下料ng输送线移出。
11、本发明的一种转接片焊接设备的使用方法,其创新点在于包括以下步骤:
12、(1)首先通过机器人顶盖上料机构和顶盖盘上下料机构的配合,按顶盖盘上顺序依次吸取顶盖后旋转90°,再垂直放置到刻码扫码旋转机构上;
13、(2)刻码扫码旋转机构将顶盖固定位置后进行刻码,再通过其扫码器判断刻码是否合格;
14、(3)顶盖二次定位上料机构对经刻码扫码旋转机构判断完的顶盖进行区分,将刻码合格的顶盖抓取到顶盖二次定位机构上进行定位,刻码不合格的顶盖抓取到顶盖ng盒内移出;
15、(4)顶盖二次定位机构对顶盖定位完成后,当需要上顶盖时,双工位焊接小车机构移动到顶盖上料位,然后顶盖上料机构将顶盖抓取放置到双工位焊接小车机构上;
16、(5)电芯来料抓取组件根据刻码是否合格对电芯来料进行区分,将刻码合格的电芯来料抓取放置到电芯来料二次定位组件上进行定位,刻码不合格的电芯来料抓取放置到ng拉带上移出;
17、(6)电芯来料二次定位组件对电芯来料定位完成后,当需要上电芯来料时,双工位焊接小车机构移动到电芯上料位,然后电芯上料组件将电芯来料抓取放置到双工位焊接小车机构上;
18、(7)双工位焊接小车机构放完电芯来料和顶盖后,移动到激光焊接机构下方进行焊接;焊接完成后双工位焊接小车机构的焊接小车移动到电芯下料位;
19、(8)焊后下料机构将焊接后的电芯进行抓取,并移动放置到循环线流转机构的上料位;
20、(9)通过循环线流转机构的旋转,将焊接后的电芯依次移动到焊后除尘机构、焊后检测机构、点胶机构、点胶检测机构、转接片贴胶机构、转接片贴胶检测机构以及转接片贴胶整形机构位置,并分别进行电芯除尘、焊印检测、焊印点胶、点胶视觉检测、转接片贴胶、贴胶检测以及贴胶整形;
21、(10)循环线流转机构将贴胶整形后的电芯流转到电芯下料位,并通过合芯上料机构抓取放置到合芯机构上;
22、(11)合芯机构将两单电芯平摊状态变成两个单电芯贴合垂直状态后,合芯下料与贴胶上料机构的合芯下料部分将合芯后的电芯抓取放置到翻转机构上,并通过翻转机构将合芯后的电芯由垂直状态旋转为水平状态;然后合芯下料与贴胶上料机构的贴胶上料部分将水平状态的电芯抓取放置到合芯包胶旋转机构的电芯上料工位上;
23、(12)通过合芯包胶旋转机构的旋转,将水平状态的电芯依次移动到尾部一贴胶机构、侧贴胶机构以及尾部二贴胶机构位置,并分别进行侧面贴胶和尾部贴胶;
24、(13)完成贴胶后的电芯旋转至下料工位,并通过有无胶带检测机构来检测胶带有无;胶带合格的电芯通过电芯下料机构进行下料,胶带不合格的电芯通过电芯下料机构抓取到电芯下料ng输送线移出。
25、本发明的有益效果:
26、(1)本发明包括电芯蝴蝶焊接工艺、除尘、转接片点胶、贴胶工艺、合芯工艺、以及合芯贴胶工艺,且通过模组组装以及机械爪组合实现设备工艺机构之间流转,从而提高了工作效率;
27、(2)本发明可适用于较宽电芯,提高了电芯极耳焊接的效率和精度。
- 还没有人留言评论。精彩留言会获得点赞!