一种自行车前叉螺母O型圈组装设备的制作方法
本发明属于自动化设备,具体涉及一种自行车前叉螺母o型圈组装设备,用于自行车前叉配件的一体化组装。
背景技术:
1、现如今,自行车的前叉通常采用气压避震,前叉上则会安装如图10所示的前叉螺母,其作用是调节前叉管中气量的大小,从而实现前叉避震效果强弱的调节。为了防止前叉管内的气压从前叉螺母处泄露,因此在前叉螺母中需要安装如图11-12所示的o型圈,从而确保前叉螺母与前叉管之间的气密性。受到设备采购价格及技术限制等多种因素的影响,现有自行车前叉螺母与o型圈的组装工作大多仍采用人工的方式完成,不仅效率低,劳动强度大,而且人工安装方式难以保证质量,一致性差,有时还会出现错装或漏装的现象。
技术实现思路
1、针对现有人工组装方式存在的缺陷,本发明提供了一种自行车前叉螺母o型圈组装设备,以提高自行车前叉螺母与o型圈的组装效率。
2、为解决上述技术问题,实现上述技术效果,本发明通过以下技术方案实现:
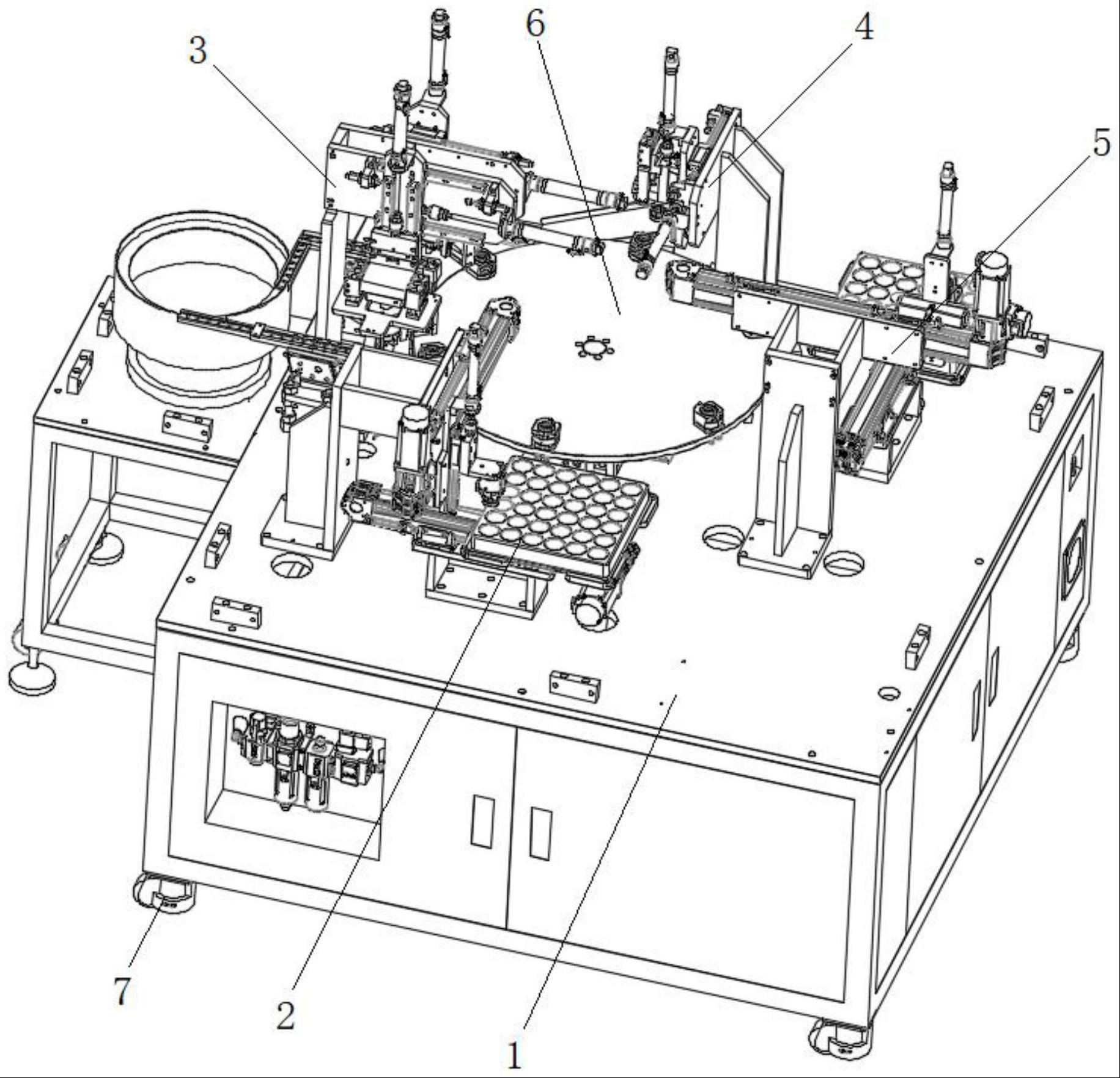
3、一种自行车前叉螺母o型圈组装设备,包括工作台和设置在所述工作台上的螺母上料机构、o型圈上料组装机构、o型圈漏装检测及不良品下料机构、成品下料机构和分度盘机构;
4、所述分度盘机构位于所述工作台的台面中央,位于所述分度盘机构周围的所述工作台的台面上,按圆周顺序依次划分有螺母上料工位、o型圈上料组装工位、o型圈漏装检测及不良品下料工位、成品下料工位;
5、所述螺母上料机构位于所述螺母上料工位上,所述o型圈上料组装机构位于所述o型圈上料组装工位上,所述o型圈漏装检测及不良品下料机构位于所述o型圈漏装检测及不良品下料工位上,所述成品下料机构位于所述成品下料工位上。
6、进一步的,所述螺母上料机构由螺母托盘移动组件和螺母移栽组件组成,所述螺母托盘移动组件包括一个螺母托盘移动组件支架,所述螺母托盘移动组件支架上设置有一个由螺母托盘前后移动电机驱动的螺母托盘前后移动滑台,所述螺母托盘前后移动滑台上设置有用于承载螺母托盘的螺母托盘安装板;所述螺母移栽组件包括一个位于所述螺母托盘前后移动滑台后方的螺母移栽组件支架,所述螺母移栽组件支架上设置有一个受螺母夹爪左右移动电机驱动的螺母夹爪左右移动滑台,所述螺母夹爪左右移动滑台上通过螺母夹爪上下移动气缸安装板设置有螺母夹爪上下移动气缸和螺母夹爪气缸上下移动滑轨,所述螺母夹爪气缸上下移动滑轨上通过螺母夹爪气缸安装座设置有螺母夹爪气缸,所述螺母夹爪上下移动气缸的气缸杆通过对应的浮动接头与所述螺母夹爪气缸安装座的上表面连接,所述螺母夹爪气缸的夹爪块上设置有螺母夹爪头,所述螺母夹爪头位于所述承载螺母托盘的上方。
7、进一步的,所述o型圈上料组装机构包括振动盘固定支架,所述振动盘固定支架上设置有o型圈振动盘,所述o型圈振动盘的出料口与振动盘流道的入料端对接,所述振动盘流道的出料端的下方通过o型圈顶升错位气缸安装支架设置有o型圈顶升错位气缸,所述o型圈顶升错位气缸的气缸杆上设置有能向上伸入所述振动盘流道的出料端的o型圈顶升错位针;所述o型圈振动盘的前方设置有o型圈移栽组件支架,所述o型圈移栽组件支架上至少设置有一组o型圈移栽组件,所述o型圈移栽组件包括通过一对上下平行的o型圈移栽组件左右移动滑轨设置在所述o型圈移栽组件支架顶部的o型圈移栽组件安装板,所述o型圈移栽组件支架的顶部设置有o型圈移栽组件左右移动气缸,所述o型圈移栽组件左右移动气缸的气缸杆通过对应的浮动接头与所述o型圈移栽组件安装板的侧表面连接,所述o型圈移栽组件左右移动滑轨的左右两侧分别设置有用于与所述o型圈移栽组件安装板左右侧面接触的o型圈移栽组件左右移动限位柱;所述o型圈移栽组件安装板上设置有o型圈移栽组件上下移动滑轨和o型圈上下移动气缸,所述o型圈移栽组件上下移动滑轨上设置有o型圈撑开取料气缸安装座,所述o型圈上下移动气缸的气缸杆通过对应的浮动接头与所述o型圈撑开取料气缸安装座的顶面连接;所述o型圈撑开取料气缸安装座的底部设置有o型圈撑开取料气缸,所述o型圈撑开取料气缸的夹爪上设置有o型圈撑开取料夹爪头,所述o型圈撑开取料气缸安装座的前后端分别设置有o型圈撑开组装气缸升降气缸,两个所述o型圈撑开组装气缸升降气缸的气缸杆上共同连接有一块水平的o型圈撑开组装气缸安装板,所述o型圈撑开组装气缸安装板的中央开设有o型圈撑开取料气缸避让孔,所述o型圈撑开取料气缸及所述o型圈撑开取料夹爪头向下穿过所述o型圈撑开取料气缸避让孔,所述o型圈撑开组装气缸安装板的下表面上通过对应的o型圈撑开组装气缸安装支架设置有3组呈y字型分布的o型圈撑开组装气缸,每个所述o型圈撑开组装气缸的气缸杆上分别设置有一个o型圈撑开组装拨块。
8、进一步的,所述o型圈移栽组件支架上设置有两组所述o型圈移栽组件,两组所述o型圈移栽组件分别位于所述o型圈移栽组件支架的左右两侧;同时,所述o型圈振动盘具有两个出料口,所述o型圈振动盘的两个出料口分别与一个对应的所述振动盘流道的入料端对接,两个所述振动盘流道的出料端的下方分别通过对应的所述o型圈顶升错位气缸安装支架设置有一个所述o型圈顶升错位气缸,两个所述o型圈顶升错位气缸的气缸杆上分别设置有一个能向上伸入各自对应的所述振动盘流道的出料端的所述o型圈顶升错位针。
9、进一步的,所述o型圈漏装检测及不良品下料机构由o型圈漏装检测组件、不良品移栽组件和不良品收集组件组成;所述不良品移栽组件包括不良品移栽组件支架,所述不良品移栽组件支架上通过一对上下平行的o型圈漏装检测组件左右移动滑轨设置有o型圈漏装检测组件安装板,所述不良品移栽组件支架上设置有不良品移栽组件左右移动气缸,所述不良品移栽组件左右移动气缸的气缸杆通过对应的浮动接头与所述o型圈漏装检测组件安装板的侧表面连接,所述o型圈漏装检测组件左右移动滑轨的左右两侧分别设置有用于与所述o型圈漏装检测组件安装板左右侧面接触的o型圈漏装检测组件左右移动限位柱;所述o型圈漏装检测组件包括设置在所述o型圈漏装检测组件安装板上的气密检测头长距离上下移动滑轨和气密检测头长距离上下移动气缸,所述气密检测头长距离上下移动滑轨上通过气密检测头短距离上下移动气缸安装板设置有气密检测头短距离上下移动气缸,所述气密检测头长距离上下移动气缸的气缸杆通过对应的浮动接头与所述气密检测头短距离上下移动气缸安装板的上端面连接,所述气密检测头短距离上下移动气缸的气缸杆通过气密检测头安装架设置有气密检测头,所述气密检测头上设置有气管接头;所述不良品收集组件包括位于所述气密检测头下方的不良品流道,所述不良品流道的下端出口设置有不良品盒。
10、进一步的,所述成品下料机构由成品托盘移动组件和成品移栽组件组成,所述成品托盘移动组件包括一个成品托盘移动组件支架,所述成品托盘移动组件支架上设置有一个由成品托盘前后移动电机驱动的成品托盘前后移动滑台,所述成品托盘前后移动滑台上设置有用于承载成品托盘的成品托盘安装板;所述成品移栽组件包括一个位于所述成品托盘前后移动滑台后方的成品移栽组件支架,所述成品移栽组件支架上设置有一个受成品夹爪左右移动电机驱动的成品夹爪左右移动滑台,所述成品夹爪左右移动滑台上通过成品夹爪上下移动气缸安装板设置有成品夹爪上下移动气缸和成品夹爪气缸上下移动滑轨,所述成品夹爪气缸上下移动滑轨上通过成品夹爪气缸安装座设置有成品夹爪气缸,所述成品夹爪上下移动气缸的气缸杆通过对应的浮动接头与所述成品夹爪气缸安装座的上表面连接,所述成品夹爪气缸的夹爪块上设置有成品夹爪头,所述成品夹爪头位于所述承载成品托盘的上方。
11、进一步的,所述分度盘机构包括一个由分割器电机驱动的分割器,所述分割器的转轴上设置有转盘,所述转盘上表面的外缘圆周上均匀地设置有若干个可撑开的螺母载具,位于所述螺母上料工位、所述o型圈漏装检测及不良品下料工位和所述成品下料工位处的所述转盘的下方分别设置有一个用于撑开所述螺母载具的螺母载具撑开组件。
12、进一步的,所述螺母载具包括载具安装座、螺母夹紧块、螺母夹紧块转动轴、螺母夹紧块复位夹簧、螺母夹紧块打开拨杆和螺母夹紧块撑开滚轮;其中,所述载具安装座与所述转盘的上表面固定连接,两个所述螺母夹紧块通过所述螺母夹紧块转动轴可开合地设置在所述载具安装座上,且两个所述螺母夹紧块通过所述螺母夹紧块复位夹簧实现闭合复位,两个所述螺母夹紧块的前端下表面分别设置有一根所述螺母夹紧块打开拨杆,所述转盘的外缘圆周上的对应位置开设的用于两根所述螺母夹紧块打开拨杆滑动的圆弧通槽,两个所述螺母夹紧块打开拨杆的下部向下穿过所述圆弧通槽后分别与一个所述螺母夹紧块撑开滚轮连接。
13、进一步的,所述螺母载具撑开组件包括螺母载具撑开顶块、螺母载具撑开顶块连接板、螺母载具撑开气缸和螺母载具撑开气缸支撑板;其中,所述螺母载具撑开气缸支撑板位于所述转盘的下方,所述螺母载具撑开气缸沿所述转盘的径向方向设置在所述螺母载具撑开气缸支撑板的顶部,所述螺母载具撑开顶块连接板的前端与所述螺母载具撑开气缸的气缸杆连接,所述螺母载具撑开顶块连接板的后端上表面设置有所述螺母载具撑开顶块,所述螺母载具撑开顶块位于两个所述螺母夹紧块撑开滚轮的后方;当所述螺母载具撑开气缸的气缸杆伸出时,所述螺母载具撑开顶块向前挤入两个所述螺母夹紧块撑开滚轮之间,两个所述螺母夹紧块分别在两根所述螺母夹紧块打开拨杆的带动下实现左右撑开;当所述螺母载具撑开气缸的气缸杆回缩时,所述螺母载具撑开顶块撤出两个所述螺母夹紧块撑开滚轮之间,两个所述螺母夹紧块在所述螺母夹紧块复位夹簧的作用下实现左右合拢。
14、进一步的,所述工作台的内部设置有以plc为核心的控制器,所述控制器分别与所述螺母上料机构、所述o型圈上料组装机构、所述o型圈漏装检测及不良品下料机构、所述成品下料机构和所述分度盘机构电性连接。
15、本发明的有益效果为:
16、1、本发明可以实现多工位同时自动工作,一次工作循环可完成螺母上料、o型圈上料、o型圈组装、o型圈漏装检测、不良排除、成品下料等工作,不仅效率大大提高,而且劳动强度也显著降低。
17、2、本发明不仅布局合理,整机结构紧凑,节省占地空间,制造成本相对较低,而且自动化程度高,操作简单,仅需1位操作人员投放料,按启动按钮即可,无需其他人工干预,安全性好,质量可靠。
18、上述说明仅是本发明技术方案的概述,为了能够更清楚了解发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
- 还没有人留言评论。精彩留言会获得点赞!