一种新能源风力发电T型法兰的碾环工艺的制作方法
本发明涉及t型风电法兰生产,具体为一种新能源风力发电t型法兰的碾环工艺。
背景技术:
1、风力发电是指把风的动能转为电能,风能是一种清洁无公害的可再生能源能源,很早就被人们利用,主要是通过风车来抽水、磨面等,人们感兴趣的是如何利用风来发电,利用风力发电非常环保,且风能蕴量巨大,因此日益受到世界各国的重视,风电法兰简单的讲就是风力发电机组法兰,风电法兰也叫做风塔法兰,t型风电法兰就是风电法兰的截面呈t状,t型风电法兰的加工可通过辗环机进行加工成型,环件轧制是借助辗环机使环件产生连续局部塑型变形,进而实现壁厚减小、直径扩大、截面轮廓成形的塑型加工工艺。
2、但是现有的碾环机在对t型风电法兰进行生产时,同一台碾环机只能生产同种规格的t型风电法兰,在对另外型号的t型风电法兰进行生产时则需要另外的碾环机,造成对t型风电法兰生产的局限性,增加了碾环机使用的单一性
技术实现思路
1、本发明的目的在于提供一种t型风电法兰的下压式碾环设备,以解决上述背景技术中提出现有的碾环机在对t型风电法兰进行生产时,同一台碾环机只能生产同种规格的t型风电法兰,在对另外型号的t型风电法兰进行生产时则需要另外的碾环机,造成对t型风电法兰生产的局限性,增加了碾环机使用的单一性的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:一种新能源风力发电t型法兰的碾环工艺,包括以下步骤:
3、a1:制坯:选用圆坯碳钢或者奥氏体不锈钢作为原料,并在炉中加热;
4、a2:开坯:将a1中加热所得的坯料进行敦粗,去掉坯料表面的氧化皮;
5、a3:碾环:将a2中去掉氧化皮所得的坯料放置底座上进行加工,得到符合尺寸的t型风电法兰工件;
6、a4:冷却:将a3中得到的符合尺寸的t型风电法兰工件进行冷却,得到t型法兰;
7、a5:机加工:将a4中得到的t型法兰进行表面处理,完成对t型法兰的生产。
8、在一个优选的实施方式中:所述a3中的具体加工步骤如下:
9、步骤一:将a2中去掉氧化皮所得的坯料放置于连接箱上;
10、步骤二:利用驱动机构一对底座上端中间位置的压辊一完成水平位置的调节;
11、步骤三:利用驱动机构二对底座上端两侧的压辊一完成水平位置的调节。
12、步骤四:对步骤二与步骤三中完成水平位置调节后的压辊一进行角度的偏转以适应坯料的规格;
13、步骤五:利用第二碾环单元对顶板二下方的两个压辊二完成水平位置上的调节;
14、步骤六:启动电机三利用旋转单元带动连接箱转动,进而带动坯料转动,完成对坯料的碾环,得到t型风电法兰工件。
15、在一个优选的实施方式中:所述步骤二中对底座上端中间位置的压辊一完成水平位置调节的具体步骤如下:
16、启动气缸一带动右侧的连接块二左右移动,当气缸一带动右侧的连接块二向右移动时,右侧的连接板二开始向右移动,此时右侧连接板二上的齿板一也向右移动,进而带动齿轮二正向转动,从而通过左侧连接板二上的齿板二使得左侧的齿板二向左移动,而当气缸一带动右侧的连接板二向左移动时,与上同理,从而左侧的连接板二向右移动,进而通过气缸一的伸缩可带动两个连接板二移动,进而通过对连接板二位置的调整,完成对连接板二上的压辊一水平位置的调整。
17、在一个优选的实施方式中:所述步骤三中对底座上端两侧的压辊一完成水平位置调节的具体步骤如下:
18、启动气缸二伸长,进而带动顶板二向下滑动,从而带动两个凸块一向下移动,进而在凸块二的作用下使得两个连接板一开始移动,从而可完成对两侧连接板一上的压辊一位置进行调整。
19、在一个优选的实施方式中:所述步骤四中对压辊一进行角度偏转的具体步骤如下:
20、启动电机一带动转轴一转动,通过上方转轴一的转动带动其中一个齿轮三转动,从而带动另外一个齿轮三转动,进而带动转轴四开始转动,之后通过链轮与链条带动下方的转轴一开始转动,多个转轴一的转动,带动多个齿轮一转动,从而可通过半齿轮带动连接块一在转轴二的作用下进行转动,进而可使得压辊一发生偏转。
21、在一个优选的实施方式中:所述步骤五中对两个压辊二完成水平位置调节的具体步骤如下:
22、通过启动电机二,电机二带动转轴五开始转动,转轴五转动带动齿轮四转动,从而带动两个齿板二相互沿着相反的位置进行滑动,此时两个齿板二相互沿着相反的位置进行滑动时可带动两个限位块在凹槽内滑动,从而完成对两个压辊二水平位置的调整工作。
23、在一个优选的实施方式中:所述步骤六中启动电机三带动连接箱转动的具体步骤如下:
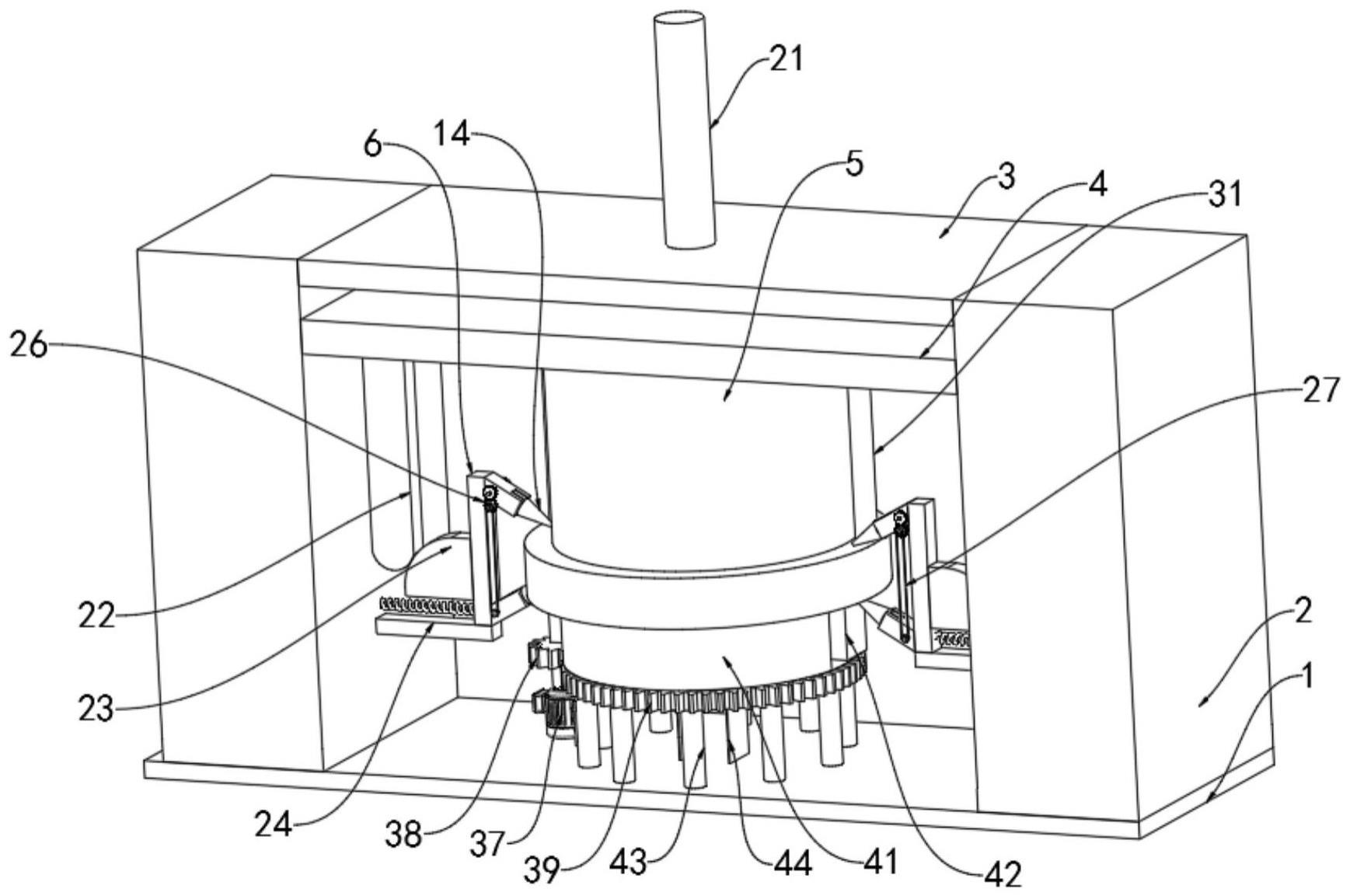
24、当电机三启动时,电机三上端的输出轴开始带动齿轮五转动,进而齿轮五带动齿圈转动,齿圈转动带动固定圈在多个支撑柱的支撑下进行转动,从而可通过连接箱带动坯料转动,同时启动电机四、电机五和电机六,带动压辊一、压辊二和压辊三转动完成对坯料的碾环工作,进而可根据生产需要得到符合尺寸的t型风电法兰工件。
25、在一个优选的实施方式中:所述a1中碳钢圆坯加热后的温度为1000-1200℃,所述a1步骤中奥氏体不锈钢加热后的温度为1010-1240℃。
26、在一个优选的实施方式中:所述a4中对符合尺寸的t型风电法兰工件进行冷却的方式包括水冷或风冷。
27、在一个优选的实施方式中:所述a5中t型法兰进行表面处理方式为利用钻机对其端面进行钻孔处理。
28、与现有技术相比,本发明所达到的有益效果是:
29、本发明通过驱动机构一、驱动机构二以及第二碾环单元完成对对压辊一、压辊二和压辊三位置的调整,此时可通过驱动机构一配合着传动机构完成对多个压辊一角度的调整,通过多个压辊一、压辊二和压辊三的设置,大大增加了对坯料加工的精准性与高效度,同时通过旋转单元配合着压辊一、压辊二与压辊三的设置,从而可完成对所不同型号的t型风电法兰的生产,减小了对t型风电法兰生产的局限性,进而降低了碾环机使用的单一性,本发明又通过滑板在连接箱内部的滑动,可在多个压辊一左右移动时滑板在压辊一的抵力作用下左右移动,进而使得连接箱与滑板既方便了对坯料的支撑,又可避免滑板的位置对压辊一的位置造成阻碍,进而方便了对压辊一位置的调节工作,连接箱内部弹簧二的设置,方便了后续滑板的复位工作,支撑板二设置,既增加了对固定块二的支撑性,又增加了气缸一伸缩的稳固性。
技术特征:
1.一种新能源风力发电t型法兰的碾环工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述a3中的具体加工步骤如下:
3.根据权利要求2所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述步骤二中对底座(1)上端中间位置的压辊一(14)完成水平位置调节的具体步骤如下:
4.根据权利要求2所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述步骤三中对底座(1)上端两侧的压辊一(14)完成水平位置调节的具体步骤如下:
5.根据权利要求2所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述步骤四中对压辊一(14)进行角度偏转的具体步骤如下:
6.根据权利要求2所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述步骤五中对两个压辊二(30)完成水平位置调节的具体步骤如下:
7.根据权利要求2所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述步骤六中启动电机三(37)带动连接箱(41)转动的具体步骤如下:
8.根据权利要求1所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述a1中碳钢圆坯加热后的温度为1000-1200℃,所述a1步骤中奥氏体不锈钢加热后的温度为1010-1240℃。
9.根据权利要求1所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述a4中对符合尺寸的t型风电法兰工件进行冷却的方式包括水冷或风冷。
10.根据权利要求1所述的一种新能源风力发电t型法兰的碾环工艺,其特征在于:所述a5中t型法兰进行表面处理方式为利用钻机对其端面进行钻孔处理。
技术总结
本发明公开了一种新能源风力发电T型法兰的碾环工艺,本发明通过将经过灼烧并去掉氧化皮后的坯料放置于旋转单元内设有的连接箱上,然后根据坯料的大小通过驱动机构一、驱动机构二以及第二碾环单元完成对对压辊一、压辊二和压辊三位置的调整,此时可通过驱动机构一配合着传动机构完成对多个压辊一角度的调整,通过多个压辊一、压辊二和压辊三的设置,大大增加了对坯料加工的精准性与高效度,之后启动电机四,可带动多个压辊一转动,同时再通过启动旋转单元内的电机三通过旋转单元带动坯料转动,进而配合着压辊二与压辊三的设置,从而可完成对不同规格的T型风电法兰的生产工作。
技术研发人员:胡大为,智廷海,王历亮,闫志龙,樊璟赟,刘俊杰,乔勇强,石少华,闫宇,郭焕平,张雁玲
受保护的技术使用者:山西天宝集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!