一种连续冲压自动送料系统及装置的制作方法
本申请涉及零件组装送料的领域,尤其是涉及一种连续冲压自动送料系统及装置。
背景技术:
1、螺栓是使用量极大的金属零件,例如在车体装配上等,而螺栓一般会搭配垫片使用,以降低螺栓头部对被连接件表面造成过大压强的可能性。一般垫片和螺栓之间是分体式的结构,使得在螺栓未安装前,需要选择合适的垫片,同时在将螺栓拆卸时垫片容易掉落丢失。为此,目前有一种螺栓和垫片之间的组合件,参照图3,包括螺栓头部11、固定连接于螺栓头部11端面处的螺栓螺柱12、固定连接于螺栓头部11朝向螺栓螺柱12端面处的垫圈13、贴合于垫圈13背离螺栓头部11一侧的垫片14,垫圈13会和垫片14之间进行冲压在垫片14套设于螺栓螺柱12后,使得垫片14不易脱离。
2、现有的螺栓和垫片之间进行冲压的操作一般是由人工将螺栓和垫片进行组装,然后再将螺栓放置于冲床的模具上,然后冲头下压对螺栓和垫片完成冲压组装,最后再由人工将冲压后的产品取出。
3、针对上述中的相关技术,由于螺栓该种零件需求量大,并且体积小,一旦因较长时间的重复工作而没有对螺栓和垫片按照正确的姿态进行组装,容易使得冲压过程中零件出现损坏,并且一旦冲压过程出现问题,还容易对工人造成危害。
技术实现思路
1、为了降低零件受损以及工人受到危害的可能性,本申请提供一种连续冲压自动送料系统及装置。
2、本申请提供的一种连续冲压自动送料系统及装置采用如下的技术方案。
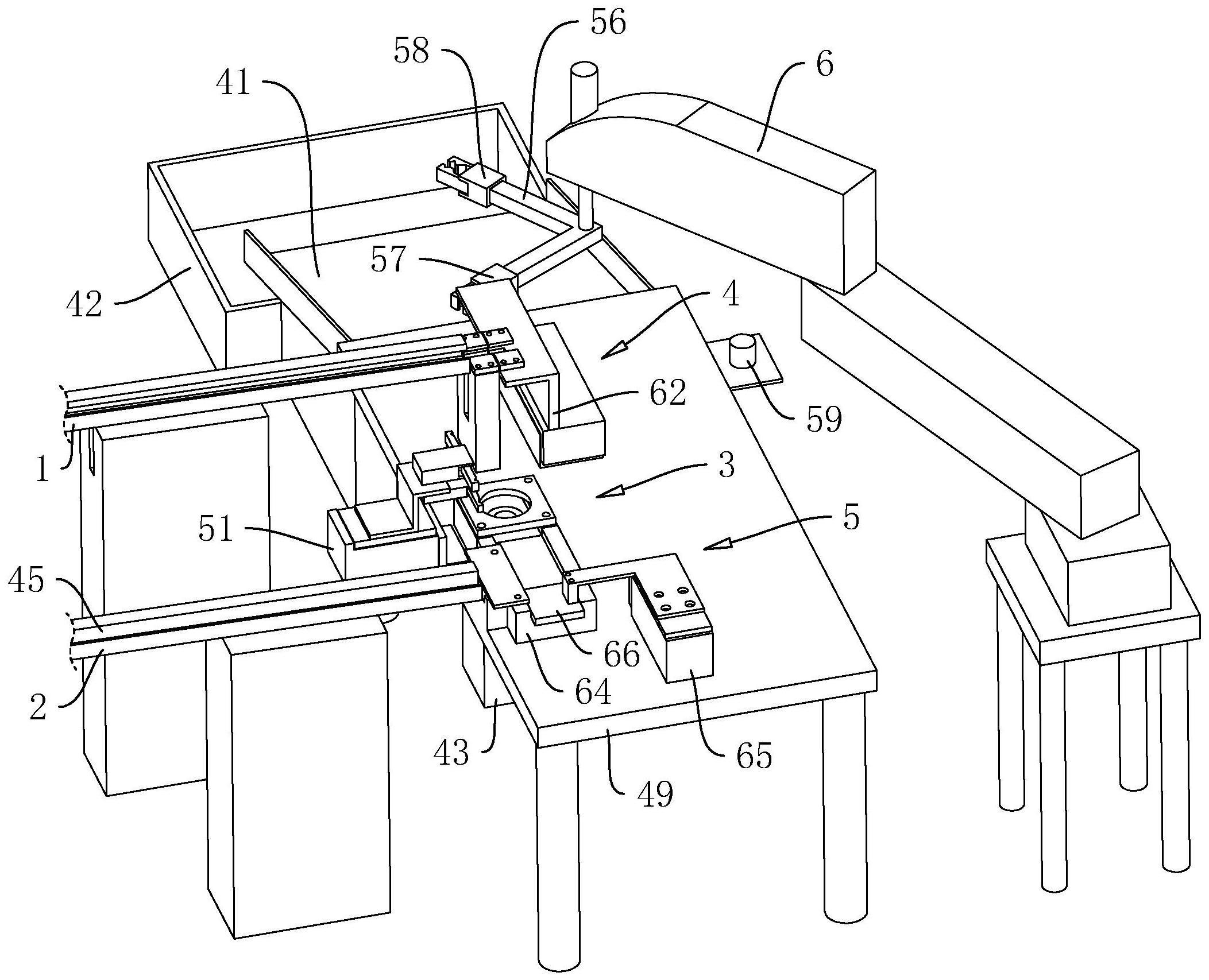
3、一种连续冲压自动送料系统及装置,包括将螺栓以相同的姿态进行输送的螺栓料道、将垫片以相同的姿态进行输送的垫片料道、设于螺栓料道和垫片料道之间且对垫片和螺栓进行组装的组装机构、设于螺栓料道下料口且将螺栓移动至组装机构处的螺栓转移机构、设于垫片料道下料口且将垫片移动至组装机构处的垫片转移机构、设于组装机构一侧且将组装完成的螺栓和垫片移动至冲床进行冲压并能将冲压完成的螺栓从冲床取下的机械臂。
4、通过采用上述技术方案,面对大批量的螺栓和垫片之间进行组装的情况,不需要工人进行组装和放入冲压模具中,螺栓和垫片之间也不易出现组装错误而导致在冲压后螺栓不合格的情况出现,也使得在螺栓和垫片之间进行冲压时即使出现损坏,也不易对工人造成危害。
5、可选的,所述螺栓转移机构包括靠近于螺栓料道下料口的移螺栓动力源、受移螺栓动力源带动且贴近于螺栓料道下料口处的接板,接板开设有供螺栓螺柱进入的板口,接板上表面供螺栓头部抵接。
6、通过采用上述技术方案,螺栓料道中的螺栓进入至板口中,使得接板每次能够带动一个螺栓移动至组装机构处进行组装,并且在板口远离于螺栓料道时,接板始终贴近于螺栓料道,以使得螺栓料道中的螺栓不易出现掉落的情况。
7、可选的,所述接板上表面位于板口相对两侧处均设有限位片,限位片和接板之间仅允许一个垫圈存在,螺栓料道设有贴近于螺栓头部的料道限片。
8、通过采用上述技术方案,相邻两个螺栓之间的垫圈不易相叠合,使得螺栓能够稳定进入至板口中被带动进行移动。
9、可选的,所述垫片转移机构包括设于垫片料道下料口且承接垫片的片块、靠近于片块的移垫片动力源、受移垫片动力源带动且推动垫片的推片,片块开设有供垫片料道中的垫片进入的片进口和连通于片进口且供推片滑动的滑道。
10、通过采用上述技术方案,使得位于滑道中厚度较小的垫片能够被稳定带动进行移动。
11、可选的,所述片块设有位于片进口上以使得片进口中仅能存在一个垫片的长片。
12、通过采用上述技术方案,使得每次经由片进口进入至滑道中的垫片只有一个,推片每次移动只会带动一个垫片进行移动。
13、可选的,所述组装机构包括承接垫片转移机构带动靠近的垫片的孔块、靠近于孔块的前移动力源、受前移动力源带动进行移动的前移板、设于前移板且随同前移板的移动而能够对螺栓转移机构带动靠近的螺栓进行夹取的螺栓夹件、靠近于孔块且对套设于螺栓的垫片进行夹取的垫片夹件、靠近于孔块且推动孔块的垫片套设于受螺栓夹件夹取的螺栓的推片管、靠近于推片管且带动推片管移动的推片管动力源。
14、通过采用上述技术方案,螺栓夹件、垫片夹件和推片管三者配合将螺栓和垫片进行组装,以便之后供机械臂将组装完成的螺栓移动至冲床处进行冲压。
15、可选的,所述孔块设有连接片,连接片贯穿开设有供受推片管推动进行移动的垫片穿设的片孔,片孔靠近孔块一端的内径大于片孔远离孔块一端的内径。
16、通过采用上述技术方案,垫片在推片的推动作用下移动至孔块上位置每次会存在一点细微的偏差,使得在推片管将垫片推动对应螺栓螺柱进行套设的步骤时难以顺利进行,而连接片的设置使得在垫片经过片孔时能够进行细微的位置调整,使得垫片和螺栓相对齐。
17、可选的,所述机械臂转动连接有臂杆,臂杆两端一一对应设有夹取组装机构完成组装的螺栓的冲压上料夹件和夹取冲压完成的螺栓的冲压下料夹件。
18、通过采用上述技术方案,使得在螺栓和垫片冲压过程中,冲压上料夹件能同时对组装后的螺栓进行夹取,以在冲压下料夹件将冲压完成的螺栓移走并下料后,冲压上料夹件能够立刻组装完成的螺栓放入至冲压模具中,以在使用一个机械臂的情况下提升效率。
19、可选的,所述机械臂的工作空间内设有接近传感器,冲压上料夹件和冲压下料夹件在完成夹取动作后移动并靠近于接近传感器以确保冲压上料夹件和冲压下料夹件夹取相应的螺栓。
20、通过采用上述技术方案,使得冲压上料夹件和冲压下料夹件每次进行夹取动作后都能夹取到相应的螺栓,否则外部控制器立刻控制整体系统停机,以降低零件和系统整体损坏的可能性。
21、可选的,所述机械臂的工作空间内设有集料斜板,集料斜板的倾斜面用于承接冲压完成的螺栓,集料斜板倾斜面低的一端处放置有位于机械臂工作空间外的料箱。
22、通过采用上述技术方案,使得冲压完成的螺栓能够沿着集料斜板的倾斜面自行滚动至料箱内,并且在更换料箱时工人也不易受到机械臂的影响或是对机械臂的正常工作造成影响。
23、综上所述,本申请包括以下至少一种有益效果:
24、1.面对大批量的螺栓和垫片之间进行组装的情况,不需要工人进行组装和放入冲压模具中,螺栓和垫片之间也不易出现组装错误而导致在冲压后螺栓不合格的情况出现,也使得在螺栓和垫片之间进行冲压时即使出现损坏,也不易对工人造成危害;
25、2.连接片的设置使得在垫片经过片孔时能够进行细微的位置调整,使得垫片和螺栓相对齐。
技术特征:
1.一种连续冲压自动送料系统及装置,其特征在于:包括将螺栓以相同的姿态进行输送的螺栓料道(1)、将垫片(14)以相同的姿态进行输送的垫片料道(2)、设于螺栓料道(1)和垫片料道(2)之间且对垫片(14)和螺栓进行组装的组装机构(3)、设于螺栓料道(1)下料口且将螺栓移动至组装机构(3)处的螺栓转移机构(4)、设于垫片料道(2)下料口且将垫片(14)移动至组装机构(3)处的垫片转移机构(5)、设于组装机构(3)一侧且将组装完成的螺栓和垫片(14)移动至冲床进行冲压并能将冲压完成的螺栓从冲床取下的机械臂(6)。
2.根据权利要求1所述的一种连续冲压自动送料系统及装置,其特征在于:所述螺栓转移机构(4)包括靠近于螺栓料道(1)下料口的移螺栓动力源(61)、受移螺栓动力源(61)带动且贴近于螺栓料道(1)下料口处的接板(62),接板(62)开设有供螺栓螺柱(12)进入的板口(63),接板(62)上表面供螺栓头部(11)抵接。
3.根据权利要求2所述的一种连续冲压自动送料系统及装置,其特征在于:所述接板(62)上表面位于板口(63)相对两侧处均设有限位片(44),限位片(44)和接板(62)之间仅允许一个垫圈(13)存在,螺栓料道(1)设有贴近于螺栓头部(11)的料道限片(45)。
4.根据权利要求1所述的一种连续冲压自动送料系统及装置,其特征在于:所述垫片转移机构(5)包括设于垫片料道(2)下料口且承接垫片(14)的片块(64)、靠近于片块(64)的移垫片动力源(65)、受移垫片动力源(65)带动且推动垫片(14)的推片(66),片块(64)开设有供垫片料道(2)中的垫片(14)进入的片进口(67)和连通于片进口(67)且供推片(66)滑动的滑道(68)。
5.根据权利要求4所述的一种连续冲压自动送料系统及装置,其特征在于:所述片块(64)设有位于片进口(67)上以使得片进口(67)中仅能存在一个垫片(14)的长片(46)。
6.根据权利要求1所述的一种连续冲压自动送料系统及装置,其特征在于:所述组装机构(3)包括承接垫片转移机构(5)带动靠近的垫片(14)的孔块(69)、靠近于孔块(69)的前移动力源(51)、受前移动力源(51)带动进行移动的前移板(52)、设于前移板(52)且随同前移板(52)的移动而能够对螺栓转移机构(4)带动靠近的螺栓进行夹取的螺栓夹件(53)、靠近于孔块(69)且对套设于螺栓的垫片(14)进行夹取的垫片夹件(54)、靠近于孔块(69)且推动孔块(69)的垫片(14)套设于受螺栓夹件(53)夹取的螺栓的推片管(55)、靠近于推片管(55)且带动推片管(55)移动的推片管动力源(43)。
7.根据权利要求6所述的一种连续冲压自动送料系统及装置,其特征在于:所述孔块(69)设有连接片(47),连接片(47)贯穿开设有供受推片管(55)推动进行移动的垫片(14)穿设的片孔(48),片孔(48)靠近孔块(69)一端的内径大于片孔(48)远离孔块(69)一端的内径。
8.根据权利要求1所述的一种连续冲压自动送料系统及装置,其特征在于:所述机械臂(6)转动连接有臂杆(56),臂杆(56)两端一一对应设有夹取组装机构(3)完成组装的螺栓的冲压上料夹件(57)和夹取冲压完成的螺栓的冲压下料夹件(58)。
9.根据权利要求8所述的一种连续冲压自动送料系统及装置,其特征在于:所述机械臂(6)的工作空间内设有接近传感器(59),冲压上料夹件(57)和冲压下料夹件(58)在完成夹取动作后移动并靠近于接近传感器(59)以确保冲压上料夹件(57)和冲压下料夹件(58)夹取相应的螺栓。
10.根据权利要求1所述的一种连续冲压自动送料系统及装置,其特征在于:所述机械臂(6)的工作空间内设有集料斜板(41),集料斜板(41)的倾斜面用于承接冲压完成的螺栓,集料斜板(41)倾斜面低的一端处放置有位于机械臂(6)工作空间外的料箱(42)。
技术总结
本申请涉及零件组装送料的领域,尤其是涉及一种连续冲压自动送料系统及装置,包括将螺栓以相同的姿态进行输送的螺栓料道、将垫片以相同的姿态进行输送的垫片料道、设于螺栓料道和垫片料道之间且对垫片和螺栓进行组装的组装机构、设于螺栓料道下料口且将螺栓移动至组装机构处的螺栓转移机构、设于垫片料道下料口且将垫片移动至组装机构处的垫片转移机构、设于组装机构一侧且将组装完成的螺栓和垫片移动至冲床进行冲压并能将冲压完成的螺栓从冲床取下的机械臂,不需要人工进行螺栓和垫片之间的组装以及冲压,降低零件损坏以及工人受危害的可能性。
技术研发人员:童厚有
受保护的技术使用者:广德裕继精密科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!