一种不锈钢复合钢板的焊接方法与流程
本发明涉及桥梁钢结构制造,特别涉及一种不锈钢复合钢板的焊接方法。
背景技术:
1、钢结构凭借其抗震性能好、施工周期短、承载性能强等优点在桥梁建设得到了广泛应用,桥梁钢结构使用的钢材种类也越来越多。随着复合钢板制作工艺的不断进步,制造质量不断提高,不锈钢复合钢板的制作工艺也逐渐满足各类行业要求。不锈钢复合钢板的结构强度主要通过靠基层获得,不锈钢层与外层介质接触,提升钢板的耐腐蚀性能,从而在保证了钢板结构强度的同时,也有优秀的耐腐蚀性能,可以充分发挥桥梁钢与不锈钢的优点,显著提升桥梁钢结构的抗腐蚀能力,延长桥梁使用寿命。
2、桥梁中采用不锈钢复合钢板时,现有技术中的焊接方法容易出现焊接金相组织粗大,容易出现焊缝裂纹,焊接质量差。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种不锈钢复合钢板的焊接方法,能够保证良好的焊接质量。
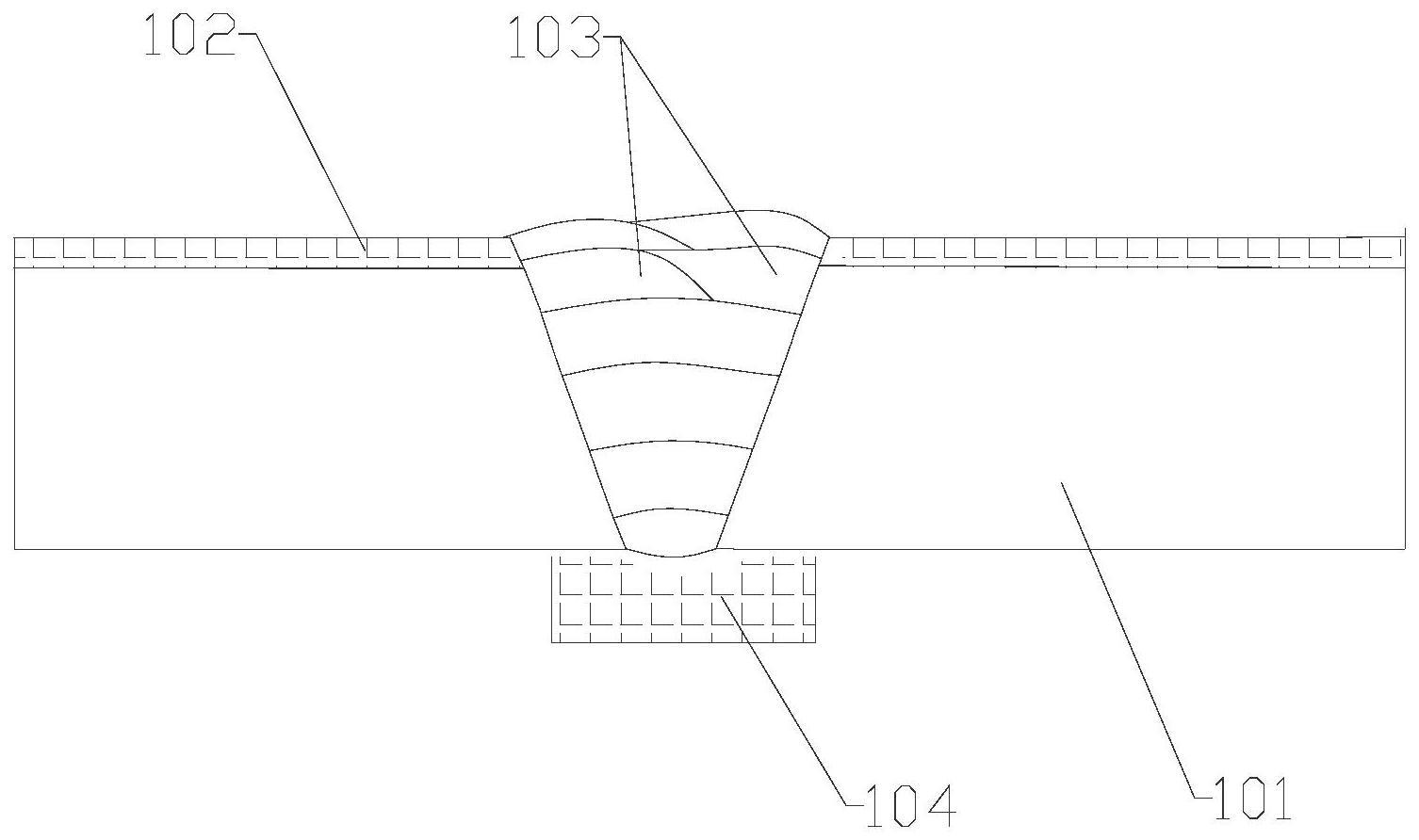
2、根据本发明实施例的一种不锈钢复合钢板的焊接方法,所述不锈钢复合钢板采用平焊位对接接头衬垫焊接及背面清根焊接,步骤包括:
3、s1,开设“v”型坡口:衬垫开设50°坡口,背面清根接头开设40°坡口,使用磨光机打磨坡口两侧50mm范围,去除焊缝两侧氧化物、油污,直至焊缝及两侧呈金属光泽;
4、s2,根据实时温度状况及被焊板厚度确定在焊接之前是否需要预热;
5、s3,基层打底焊接:焊接时采用小电流、摆动焊接,控制层间温度≤150℃;
6、s4,基层焊接填充:焊接时采用多层多道焊,控制层间温度≤200℃,基层焊接控制在不锈钢层以下1mm~2mm;
7、s5,基层背面清根:采用碳弧气刨的方式完成清根打磨清根处,直至露出金属光泽,避免渗碳、夹杂等现象影响焊缝质量;
8、s6,过渡层焊接:焊接时选用小电流,控制层间温度≤150℃,能够保护不锈钢层免受基层金属侵蚀;
9、s7,不锈钢层焊接:焊接过程选用小电流,控制层间温度≤150℃,在减少马氏体组织的生成同时,控制奥氏体组织生长,避免出现晶间腐蚀的现象。保证焊缝成形质量。
10、根据本发明实施例的一种不锈钢复合钢板的焊接方法,至少具有如下有益效果:
11、应用上述实施例的不锈钢复合钢板的焊接方法,通过选用合适的焊接工艺参数,控制异种材质过渡层焊接厚度,能够避免复合钢板焊接时不锈钢层易被侵蚀的现象,能够防止出现焊接金相组织粗大而影响接头冲击韧性,避免渗碳、夹杂等现象影响焊缝质量,能够避免出现焊缝裂纹,同时有效解决不锈钢焊接带来的焊缝强度、韧性不足的问题,从而保证良好的焊接质量。
12、根据本发明的一些实施例,在s4中,焊接工艺参数为焊接电流240a~260a,焊接电压30v~35v,焊接速度20cm/min~25cm/min。
13、根据本发明的一些实施例,在s6和s7中,焊接工艺参数为焊接电流160a~220a,焊接电压25v~28v,焊接速度25cm/min~28cm/min。
14、根据本发明的一些实施例,所述过渡层及所述不锈钢层的最大热输入为6.0kj/cm~10.3kj/cm,所述过渡层的焊道厚度为2mm~3mm。
15、根据本发明的一些实施例,在s4中,所述基层采用t492t1-1c1a药芯焊丝co2气体保护焊,能够保证底部焊缝质量,避免出现焊接烧穿及未熔合等缺陷。
16、根据本发明的一些实施例,在s6中,所述过渡层的焊材为e309lt1-1药芯焊丝。
17、根据本发明的一些实施例,在s7中,所述不锈钢层的焊材为e316lt1-1药芯焊丝。
18、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种不锈钢复合钢板的焊接方法,其特征在于,所述不锈钢复合钢板采用平焊位对接接头衬垫焊接及背面清根焊接,步骤包括:
2.根据权利要求1所述的不锈钢复合钢板的焊接方法,其特征在于:在s4中,焊接工艺参数为焊接电流240a~260a,焊接电压30v~35v,焊接速度20cm/min~25cm/min。
3.根据权利要求1所述的不锈钢复合钢板的焊接方法,其特征在于:在s6和s7中,焊接工艺参数为焊接电流160a~220a,焊接电压25v~28v,焊接速度25cm/min~28cm/min。
4.根据权利要求1所述的不锈钢复合钢板的焊接方法,其特征在于:所述过渡层及所述不锈钢层的最大热输入为6.0kj/cm~10.3kj/cm,所述过渡层的焊道厚度为2mm~3mm。
5.根据权利要求1所述的不锈钢复合钢板的焊接方法,其特征在于:在s4中,所述基层采用t492t1-1c1a药芯焊丝co2气体保护焊。
6.根据权利要求1所述的不锈钢复合钢板的焊接方法,其特征在于:在s6中,所述过渡层的焊材为e309lt1-1药芯焊丝。
7.根据权利要求1所述的不锈钢复合钢板的焊接方法,其特征在于:在s7中,所述不锈钢层的焊材为e316lt1-1药芯焊丝。
8.根据权利要求1所述的不锈钢复合钢板的焊接方法,其特征在于:所述衬垫为陶瓷衬垫。
技术总结
本发明公开了一种不锈钢复合钢板的焊接方法,步骤包括:S1,开设“V”型坡口:S2,根据实时温度状况及被焊板厚度确定在焊接之前是否需要预热;S3,基层打底焊接:焊接时采用小电流、摆动焊接,控制层间温度≤150℃;S4,基层焊接填充:焊接时采用多层多道焊,控制层间温度≤200℃,基层焊接控制在不锈钢层以下1mm~2mm;S5,基层背面清根:采用碳弧气刨的方式完成清根打磨清根处,直至露出金属光泽;S6,过渡层焊接:焊接时选用小电流,控制层间温度≤150℃,能够保护不锈钢层免受基层金属侵蚀;S7,不锈钢层焊接:焊接过程选用小电流,控制层间温度≤150℃。本发明能够避免复合钢板焊接时不锈钢层易被侵蚀的现象,保证良好的焊接质量。
技术研发人员:周同康,周军红,高如国,栾公峰,邱明辉,严亚飞,李胜乾
受保护的技术使用者:中建钢构工程有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!