时空相位协调控制的激光合束成形装置和方法
本发明属于激光冲击成形领域,特别涉及一种时空相位协调控制的激光合束成形装置和方法。
背景技术:
1、随着激光技术的不断发展和成熟,高功率激光具有越来越广泛的应用,深刻地影响了多个行业的发展。对于高能脉冲激光,在多种应用领域要求激光具有一定的重复频率。然而直接提高高能脉冲激光器运行的重复频率,将会产生严重的热效应,从而影响激光器的性能,甚至导致激光器输出脉冲能量下降或者不能工作。
2、激光喷丸成形是一种柔性精密无模成形新方法,它是在待加工工件表面依次覆盖吸收层和约束层,激光透过约束层,垂直照射工件,被吸收层吸收,吸收层气化、电离、爆炸、膨胀,在工件表面诱导高压等离子体冲击波,超高压等离子体冲击波被约束层限制扩散,强作用于工件表面。目前激光冲击强化方法多采用大能量纳秒激光进行激光冲击强化,据查资料,目前大能量激光冲击强化最大的重复频率为20hz,激光冲击强化效率较低。
技术实现思路
1、本发明的目的在于提供一种时空相位协调控制的激光合束成形装置和方法,该装置适用于对工件表面实现激光复合冲击加工。
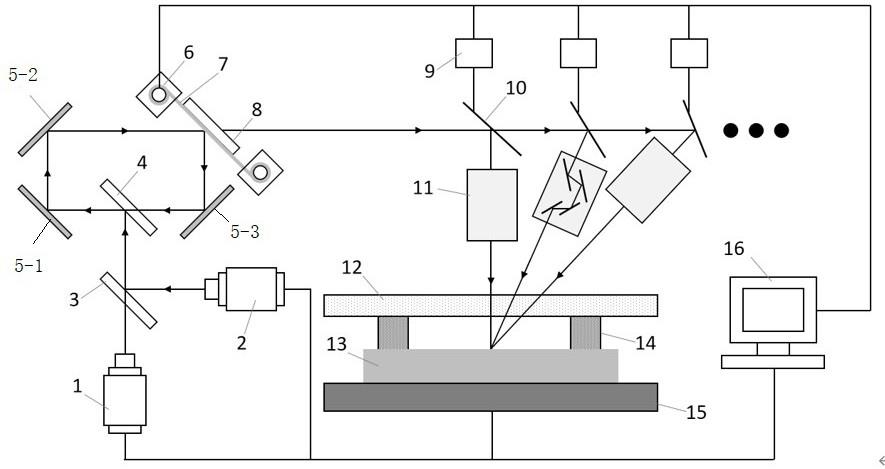
2、为实现上述发明目的,本发明采取的技术方案为:时空相位协调控制的激光合束成形装置,包括激光发射系统和x-y-z三轴加工平台,所述x-y-z三轴加工平台上安装有目标工件,所述激光发射系统发射的激光光束依次穿过多个半透射镜后,从每个所述半透射镜反射后的激光光束分别通过延迟装置进行光束延迟后照射到所述目标工件上。
3、上述方案中,每个所述半透射镜均分别固定在电机的输出轴上。
4、上述方案中,所述激光发射系统包括第一纳秒激光器、第二纳秒激光器、单向玻璃一、单向玻璃二、第一反射镜、第二反射镜、第三反射镜和高反材料,所述高反材料背面贴合有单向玻璃三,从所述单向玻璃三发射的激光光束传送至所述半透射镜,所述第一纳秒激光器和第二纳秒激光器的发射口呈垂直布置,所述第一纳秒激光器发出的激光光束和所述第二纳秒激光器发出的激光光束通过单向玻璃一偏振合束后依次从所述单向玻璃二、第一反射镜、第二反射镜、高反材料和第三反射镜后重新发射至单向玻璃二形成光路闭环。
5、上述方案中,所述目标工件上方安装有垫片,所述垫片上支撑有光学玻璃。
6、上述方案中,所述目标工件附件设置有喷水装置。
7、上述方案中,所述高反材料卷绕在传送带上。
8、上述方案中,所述第一纳秒激光器、所述第二纳秒激光器、所述传送带、所述延迟装置、所述电机、所述喷水装置、所述x-y-z三轴加工平台均与计算机连接。
9、上述方案中,所述高反材料可为金箔、银箔、铜箔的任意一种,所述高反材料厚度为5-100μm。
10、本发明还提供一种时空相位协调控制的激光合束成形方法,其特征在于,包括以下步骤:s1启动多个电机控制半透射镜旋转到合适位置,调整好多个延迟装置的延迟时间;s2同时启动纳秒激光器、纳秒激光器、传送装置和x-y-z三轴加工平台,激光束在单向玻璃二、第一反射镜、第二反射镜、高反材料、第三反射镜组成的闭环光路中进行循环反射,当高反材料被气化穿透,光束加强达到极限,进而通过单向玻璃三传送至半透射镜,从每个所述半透射镜反射后的激光光束分别通过延迟装置进行光束延迟后照射到所述目标工件上,实现对目标工件的复合激光冲击加工。
11、本发明的有益效果:(1)采用偏振合束使两个激光能量叠加,合成的激光束通过循环不断加强,可以得到更大的激光能量,理论上能量最多可以增加1/(1-a)倍(a为高反材料的反射率)。(2)高能激光束可以通过多个半透射镜分成若干份,大大提高激光重复频率。(3)不同的光斑组合成不同的光斑形状和能量密度分布。(4)当为液体约束层时,纳秒时间内目标工件内部多冲击波相互影响,形成新的冲击方法和冲击效果。(5)当为刚性约束层时,纳秒时间内目标工件表面爆轰波相互影响来增加冲击力,可形成新的冲击方法。
技术特征:
1.时空相位协调控制的激光合束成形装置,包括激光发射系统和x-y-z三轴加工平台(15),所述x-y-z三轴加工平台(15)上安装有目标工件(13),其特征在于,所述激光发射系统发射的激光光束依次穿过多个半透射镜(10)后,从每个所述半透射镜(10)反射后的激光光束分别通过延迟装置(11)进行光束延迟后照射到所述目标工件(13)上。
2.根据权利要求1所述的时空相位协调控制的激光合束成形装置,其特征在于,每个所述半透射镜(10)均分别固定在电机(9)的输出轴上。
3.根据权利要求2所述的时空相位协调控制的激光合束成形装置,其特征在于,所述激光发射系统包括第一纳秒激光器(1)、第二纳秒激光器(2)、单向玻璃一(3)、单向玻璃二(4)、第一反射镜(5-1)、第二反射镜(5-2)、第三反射镜(5-3)和高反材料(7),所述高反材料(7)背面贴合有单向玻璃三(8),从所述单向玻璃三(8)发射的激光光束传送至所述半透射镜(10),所述第一纳秒激光器(1)和第二纳秒激光器(2)的发射口呈垂直布置,所述第一纳秒激光器(1)发出的激光光束和所述第二纳秒激光器(2)发出的激光光束通过单向玻璃一(3)偏振合束后依次从所述单向玻璃二(4)、第一反射镜(5-1)、第二反射镜(5-2)、高反材料(7)和第三反射镜(5-3)后重新发射至单向玻璃二(4)形成光路闭环。
4.根据权利要求3所述的时空相位协调控制的激光合束成形装置,其特征在于,所述目标工件(13)上方安装有垫片(14),所述垫片(14)上支撑有光学玻璃(12)。
5.根据权利要求3所述的时空相位协调控制的激光合束成形装置,其特征在于,所述目标工件(13)附件设置有喷水装置(17)。
6.根据权利要求4或5所述的时空相位协调控制的激光合束成形装置,其特征在于,所述高反材料(7)卷绕在传送带(6)上。
7.根据权利要求6所述的时空相位协调控制的激光合束成形装置,其特征在于,所述第一纳秒激光器(1)、所述第二纳秒激光器(2)、所述传送带(6)、所述延迟装置(11)、所述电机(9)、所述喷水装置(17)、所述x-y-z三轴加工平台(15)均与计算机(16)连接。
8.根据权利要求4或5所述的时空相位协调控制的激光合束成形装置,其特征在于,所述高反材料(7)可为金箔、银箔、铜箔的任意一种,所述高反材料(7)厚度为5-100μm。
9.一种时空相位协调控制的激光合束成形方法,其特征在于,包括以下步骤:s1启动多个电机(9)控制半透射镜(10)旋转到合适位置,调整好多个延迟装置(11)的延迟时间;
技术总结
本发明涉及一种时空相位协调控制的激光合束成形装置和方法,主要包括激光时空合束设备、激光分束设备,激光冲击成形设备。激光时空合束设备包括两个纳秒激光器、三个单向玻璃、三个反射镜、传送装置和高反材料;激光分束设备包括多个电机、多个半透射镜、多个延迟装置;激光冲击成形设备包括光学玻璃、垫片、x‑y‑z三轴加工平台、喷水装置。本发明先采用偏振合束对两脉冲激光进行合束,再对合束的激光进行多倍增强,可以得到更大能量密度的激光能量;再通过激光分束设备可以得到超高重频的激光脉冲,超高重频下的冲击波会产生相互影响,为激光冲击成形提供了新的方法。
技术研发人员:葛勇州,任旭东,刘怀乐,童照鹏,叶云霞,戴子杰,刘畅,杨浩杰,于天琪,刘澳,张宇泽
受保护的技术使用者:江苏大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!