一种气压阀自动组装设备的制作方法
本发明涉及气压阀生产设计领域,特别是涉及一种气压阀自动组装设备。
背景技术:
1、气压阀,是利用气体压力来控制主阀芯运动而使气体改变流向,控制方法不同分为加压控制、卸压控制和差压控制三种。
2、现有的气压阀a,如图7所示,包括阀体a1,阀芯a2,弹簧a3及盖体a4,在工业生产组装时主要生产方式为人工组装生产,自动化程度低,生产效率低,不适于工业应用。
3、为此,有必要提出一种技术手段解决上述缺陷。
技术实现思路
1、本发明采用如下技术方案:
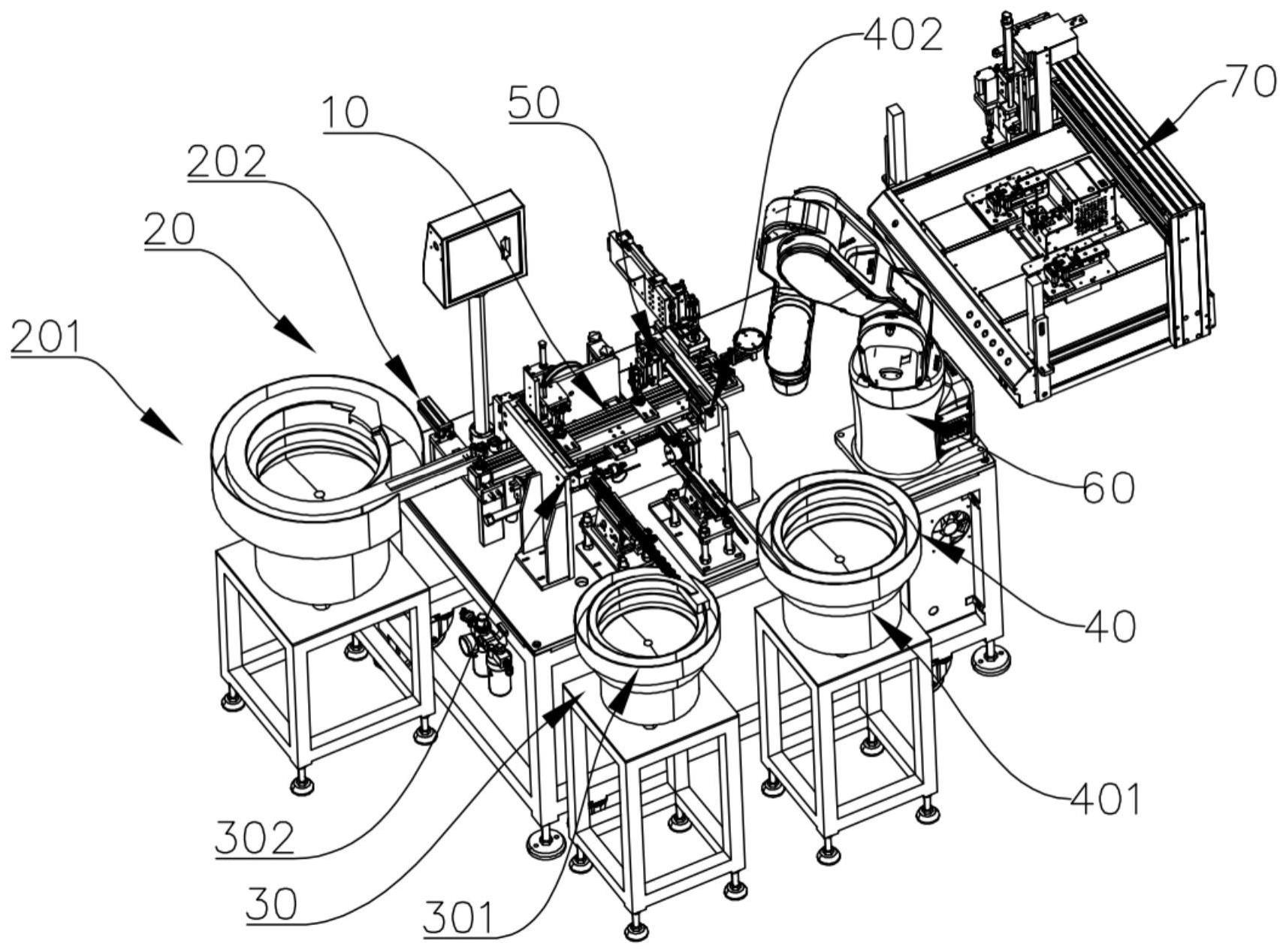
2、一种气压阀自动组装设备,所述气压阀自动组装设备包括有用于工件移动的工件移动装置、阀体组装装置、阀芯组装装置、弹簧组装装置以及盖体组装装置;所述阀体组装装置包括有用于阀体输送的阀体上料组件、及用于将阀体从所述阀体上料组件的输出端转移至所述工件移动装置内的阀体移裁组件;所述阀芯组装装置包括有用于阀芯输送的阀芯上料组件、以及用于将阀芯从所述阀芯上料组件的输出端转移并安装于位于所述工件移动装置中的阀体内的阀芯移裁组件;所述弹簧组装装置包括有用于输送弹簧的弹簧上料组件、以及用于将弹簧从所述弹簧上料组件的输出端转移并安装于位于所述工件移动装置中的阀体内的弹簧移裁组件;所述盖体组装装置包括有用于盖体定位的盖体定位组件、及用于将所述盖体从所述盖体定位组件转移并安装于位于所述工件移动装置中的阀体上的盖体移裁组件。
3、优选的,所述工件移动装置包括有用于限位轨道以及移位组件;所述限位轨道上沿所述限位轨道的长度方向开设有用于安装阀体的安装槽;所述限位轨道按气压阀组装顺序依次设有阀体上料工位、阀芯安装工位、弹簧安装工位以及盖体安装工位;所述阀体移裁组件、所述阀芯移裁组件、所述弹簧移裁组件以及所述盖体移裁组件分别靠近所述阀体上料工位、阀芯安装工位、弹簧安装工位以及盖体安装工位;所述移位组件用于将待安装工件在所述阀体上料工位、阀芯安装工位、弹簧安装工位以及盖体安装工位顺次转移。
4、优选的,所述移位组件包括有连接板、移位卡板、第一移位模组以及第二移位模组;所述连接板邻设于所述限位轨道;所述移位卡板安装于所述连接板;所述第一移位模组与所述连接板相连,用以驱动所述连接板沿所述限位轨道的长度方向移动;所述第二移位模组与所述连接板相连,用以驱动所述连接板靠近以及远离所述限位轨道。
5、优选的,所述移位卡板设有三个,三个所述限位卡板均安装于所述连接板上;常态下,三个所述限位卡板分别与所述阀体上料工位、所述阀芯安装工位以及弹簧安装工位一一对应。
6、优选的,所述阀体上料组件包括有一用于阀体上料的第一振动盘;所述第一振动盘的物料输出端设于所述限位轨道的所述阀体上料工位一侧;所述阀体移裁组件包括有第三气缸,所述第三气缸安装于所述第一振动盘的物料输出端一侧,用于将位于所述第一振动盘物料输出端上的阀体推入所述阀体上料工位上。
7、优选的,所述阀芯上料组件包括有一用于阀芯上料的第二振动盘;所述阀芯移裁组件包括有用于夹持阀芯的第一机械手臂模组、及与第一机械手臂模组相连的第三移动模组;所述第三移动模组用于带动所述第一机械手臂模组在所述第二振动盘的输出端以及所述阀芯安装工位之间往复运动。
8、优选的,所述弹簧上料组件包括有用于弹簧上料的第三振动盘以及弹簧角度调整模组;所述弹簧角度调整模组安装于所述弹簧第三振动盘的输出端;所述弹簧调整组包括有承接盘、以及与所述承接盘相连,用以驱动所述承接盘转动的转动单元;所述承接盘安装于所述第三振动盘的物料输出端,且所述承接盘靠近的端部设有用以承接从所述第三振动盘输出的弹簧的承接孔。
9、优选的,所述弹簧移裁组件包括有用于夹持弹簧的第二机械手臂模组、及与所述第二机械手臂模组相连的第四移动模组;所述第二机械手臂模组安装于所述承接盘的上方;所述第四移动模组用于带动所述第二机械手臂模组在所述承接盘以及所述弹簧安装工位之间往复运动。
10、优选的,所述盖体定位组件包括有用于安装盖体的盖体治具;所述盖体移裁组件包括用于夹持盖体的第三机械手模模组、及与所述第三机械手模组相连的第五移动模组;所述第三机械手模组安装于所述盖体治具上;所述第五移动模组用于带动所述第三机械手模组在所述盖体治具上方以及盖体安装工位之间往复运动。
11、优选的,还包括有机械手装置以及锁螺丝装置;所述锁螺丝装置安装于所述盖体安装工位旁;所述机械手装置用于夹取所述盖体安装工位中安装完成的气压阀,并将其转运至所述锁螺丝装置的工作端;所述锁螺丝装置用于对组装好的气压阀进行锁螺丝工作。
12、本发明所涉及的一种气压阀组装设备,通过工件移动装置、阀体组装装置、阀芯组装装置、弹簧组装装置以及盖体组装装置的设置,能够高效快速的完成气压阀的组装工作,极大的提高了工业的生产效率,自动化程度高,适于工业应用。
技术特征:
1.一种气压阀自动组装设备,其特征在于:所述气压阀自动组装设备包括有用于工件移动的工件移动装置、阀体组装装置、阀芯组装装置、弹簧组装装置以及盖体组装装置;所述阀体组装装置包括有用于阀体输送的阀体上料组件、及用于将阀体从所述阀体上料组件的输出端转移至所述工件移动装置内的阀体移裁组件;所述阀芯组装装置包括有用于阀芯输送的阀芯上料组件、以及用于将阀芯从所述阀芯上料组件的输出端转移并安装于位于所述工件移动装置中的阀体内的阀芯移裁组件;所述弹簧组装装置包括有用于输送弹簧的弹簧上料组件、以及用于将弹簧从所述弹簧上料组件的输出端转移并安装于位于所述工件移动装置中的阀体内的弹簧移裁组件;所述盖体组装装置包括有用于盖体定位的盖体定位组件、及用于将所述盖体从所述盖体定位组件转移并安装于位于所述工件移动装置中的阀体上的盖体移裁组件。
2.根据权利要求1所述一种气压阀自动组装设备,其特征在于:所述工件移动装置包括有用于限位轨道以及移位组件;所述限位轨道上沿所述限位轨道的长度方向开设有用于安装阀体的安装槽;所述限位轨道按气压阀组装顺序依次设有阀体上料工位、阀芯安装工位、弹簧安装工位以及盖体安装工位;所述阀体移裁组件、所述阀芯移裁组件、所述弹簧移裁组件以及所述盖体移裁组件分别靠近所述阀体上料工位、阀芯安装工位、弹簧安装工位以及盖体安装工位;所述移位组件用于将待安装工件在所述阀体上料工位、阀芯安装工位、弹簧安装工位以及盖体安装工位顺次转移。
3.根据权利要求2所述一种气压阀自动组装设备,其特征在于:所述移位组件包括有连接板、移位卡板、第一移位模组以及第二移位模组;所述连接板邻设于所述限位轨道;所述移位卡板安装于所述连接板;所述第一移位模组与所述连接板相连,用以驱动所述连接板沿所述限位轨道的长度方向移动;所述第二移位模组与所述连接板相连,用以驱动所述连接板靠近以及远离所述限位轨道。
4.根据权利要求3所述一种气压阀自动组装设备,其特征在于:所述移位卡板设有三个,三个所述限位卡板均安装于所述连接板上;常态下,三个所述限位卡板分别与所述阀体上料工位、所述阀芯安装工位以及弹簧安装工位一一对应。
5.根据权利要求2所述一种气压阀自动组装设备,其特征在于:所述阀体上料组件包括有一用于阀体上料的第一振动盘;所述第一振动盘的物料输出端设于所述限位轨道的所述阀体上料工位一侧;所述阀体移裁组件包括有第三气缸,所述第三气缸安装于所述第一振动盘的物料输出端一侧,用于将位于所述第一振动盘物料输出端上的阀体推入所述阀体上料工位上。
6.根据权利要求2所述一种气压阀自动组装设备,其特征在于:所述阀芯上料组件包括有一用于阀芯上料的第二振动盘;所述阀芯移裁组件包括有用于夹持阀芯的第一机械手臂模组、及与第一机械手臂模组相连的第三移动模组;所述第三移动模组用于带动所述第一机械手臂模组在所述第二振动盘的输出端以及所述阀芯安装工位之间往复运动。
7.根据权利要求2所述一种气压阀自动组装设备,其特征在于:所述弹簧上料组件包括有用于弹簧上料的第三振动盘以及弹簧角度调整模组;所述弹簧角度调整模组安装于所述弹簧第三振动盘的输出端;所述弹簧调整组包括有承接盘、以及与所述承接盘相连,用以驱动所述承接盘转动的转动单元;所述承接盘安装于所述第三振动盘的物料输出端,且所述承接盘靠近的端部设有用以承接从所述第三振动盘输出的弹簧的承接孔。
8.根据权利要求7所述一种气压阀自动组装设备,其特征在于:所述弹簧移裁组件包括有用于夹持弹簧的第二机械手臂模组、及与所述第二机械手臂模组相连的第四移动模组;所述第二机械手臂模组安装于所述承接盘的上方;所述第四移动模组用于带动所述第二机械手臂模组在所述承接盘以及所述弹簧安装工位之间往复运动。
9.根据权利要求2所述一种气压阀自动组装设备,其特征在于:所述盖体定位组件包括有用于安装盖体的盖体治具;所述盖体移裁组件包括用于夹持盖体的第三机械手模模组、及与所述第三机械手模组相连的第五移动模组;所述第三机械手模组安装于所述盖体治具上;所述第五移动模组用于带动所述第三机械手模组在所述盖体治具上方以及盖体安装工位之间往复运动。
10.根据权利要求1所述一种气压阀自动组装设备,其特征在于:还包括有机械手装置以及锁螺丝装置;所述锁螺丝装置安装于所述盖体安装工位旁;所述机械手装置用于夹取所述盖体安装工位中安装完成的气压阀,并将其转运至所述锁螺丝装置的工作端;所述锁螺丝装置用于对组装好的气压阀进行锁螺丝工作。
技术总结
本发明涉及气压阀生产设计领域,特别是涉及一种气压阀自动组装设备。所述气压阀自动组装设备包括有用于工件移动的工件移动装置、阀体组装装置、阀芯组装装置、弹簧组装装置以及盖体组装装置;所述阀体组装装置包括有用于阀体输送的阀体上料组件、及用于将阀体从所述阀体上料组件的输出端转移至所述工件移动装置内的阀体移裁组件;本发明所涉及的一种气压阀组装设备,通过工件移动装置、阀体组装装置、阀芯组装装置、弹簧组装装置以及盖体组装装置的设置,能够高效快速的完成气压阀的组装工作,极大的提高了工业的生产效率,自动化程度高,适于工业应用。
技术研发人员:揭育琛,李伟标
受保护的技术使用者:东莞汇景塑胶制品有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!