一种全熔透角焊缝焊接工艺方法与流程
本发明涉及船舶建造,具体而言,涉及一种全熔透角焊缝焊接工艺方法。
背景技术:
1、在船舶及海洋平台的建造过程中,由于设计及结构的要求,存在大量的全熔透角焊缝。目前,船体全熔透角焊缝大都采用二氧化碳气体保护焊进行双面焊接。首先对焊缝的外侧进行焊接,然后对焊缝的内侧进行碳刨清根和打磨,最后再对焊缝的内侧进行焊接。碳刨清根和打磨需要消耗大量的劳动力和耗材,并且在船体结构装配结束后,很多内侧的角焊缝位于狭小密闭空间内,极大的增加了碳刨打磨的施工难度,进而影响焊接效率和质量,且狭小的空间内进行焊接存在安全隐患。
2、对此,有必要对现有技术进行改进。
技术实现思路
1、为了解决上述现有技术存在的不足,本发明的目的在于提出一种全熔透角焊缝焊接工艺方法,以解决现有技术中焊接工作量和施工难度大,影响焊接效率和质量的问题。
2、为实现上述目的,本发明采用的技术解决方案是:
3、一种全熔透角焊缝焊接工艺方法,该工艺方法包括如下步骤:
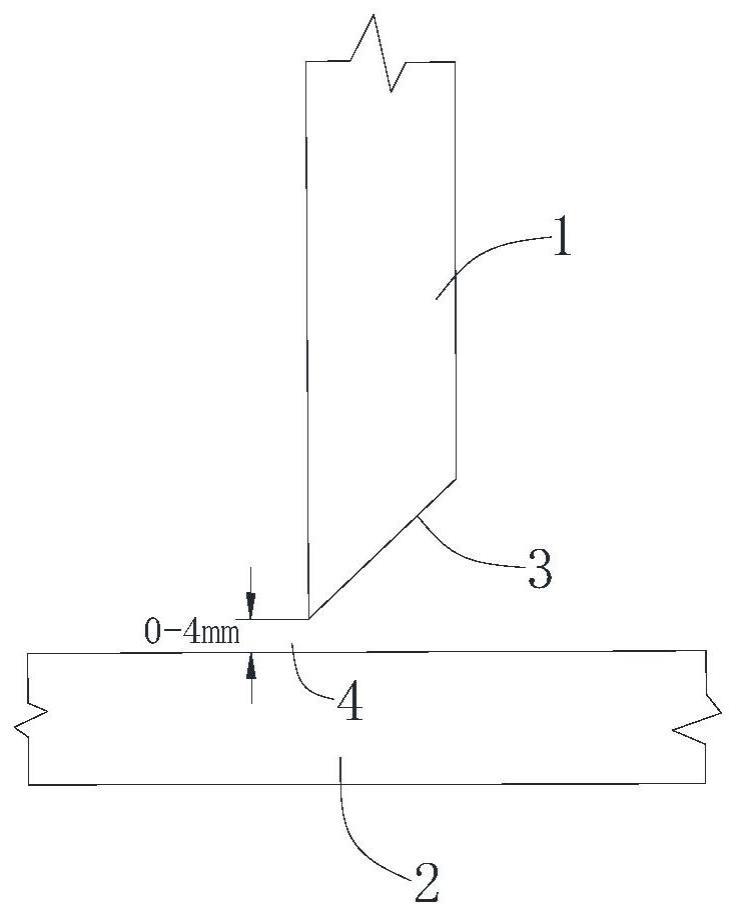
4、s1.腹板的焊接端开45°坡口;
5、s2.腹板和面板垂直装配,并保证腹板的焊接端与面板的焊接面之间预留有装配间隙;
6、s3.腹板和面板之间通过定位焊进行固定;
7、s4.提供一陶瓷衬垫,所述陶瓷衬垫包括条形衬垫本体,条形衬垫本体上设有一竖直面和一水平面,竖直面和水平面相交,且在相交位置设有弧形缺口,所述弧形缺口沿着条形衬垫本体的长度设置;
8、在装配间隙远离坡口的一侧安装有所述陶瓷衬垫,具体的,竖直面与腹板贴合,水平面与面板贴合,弧形缺口与装配间隙连通,并形成焊缝;
9、s5.对焊缝进行打底焊接,并在焊缝内形成打底焊道;
10、s6.在打底焊道上对焊缝进行填充盖面焊接,并形成填充盖面焊道,所述填充盖面焊道填满焊缝。
11、优选地,步骤s2中,所述装配间隙为0-4mm。
12、优选地,步骤s3中,定位焊的长度不少于50mm,相邻定位焊间隔300-350mm,定位焊的两端打磨成坡形。
13、优选地,步骤s4中,所述弧形缺口的圆弧所在圆的半径与所述装配间隙相同。
14、优选地,步骤s4中,所述弧形缺口的圆弧对应的圆心角为90°。
15、优选地,步骤s4中,在竖直面和水平面上均涂覆有胶粘层,所述胶粘层上设有保护层。
16、优选地,步骤s5中,打底焊接设备选用深熔弧焊焊机,焊接材料选用实心焊丝,直径为1.6mm,保护气体选用co2,浓度为99.8%以上。
17、优选地,步骤s6中,填充盖面焊接设备选用二氧化碳气体保护焊焊机,焊接材料选用药芯焊丝,直径为1.2mm,保护气体选用co2,浓度为99.8%以上。
18、与现有技术相比本发明具如下有益效果:
19、本发明一种全熔透角焊缝焊接工艺方法,工艺流程简单、合理,可操作性和实用性强,避免了耗时繁多的背面碳刨、背面打磨和背面焊接工序,节省大量人工及碳棒、砂轮片和背面焊材等物资消耗,降低了生产成本,同时,大大提高了焊接效率和焊接质量。
技术特征:
1.一种全熔透角焊缝焊接工艺方法,其特征在于,该工艺方法包括如下步骤:
2.根据权利要求1所述的一种全熔透角焊缝焊接工艺方法,其特征在于,步骤s2中,所述装配间隙为0-4mm。
3.根据权利要求1所述的一种全熔透角焊缝焊接工艺方法,其特征在于,步骤s3中,定位焊的长度不少于50mm,相邻定位焊间隔300-350mm,定位焊的两端打磨成坡形。
4.根据权利要求1所述的一种全熔透角焊缝焊接工艺方法,其特征在于,步骤s4中,所述弧形缺口的圆弧所在圆的半径与所述装配间隙相同。
5.根据权利要求1所述的一种全熔透角焊缝焊接工艺方法,其特征在于,步骤s4中,所述弧形缺口的圆弧对应的圆心角为90°。
6.根据权利要求1所述的一种全熔透角焊缝焊接工艺方法,其特征在于,步骤s4中,在竖直面和水平面上均涂覆有胶粘层,所述胶粘层上设有保护层。
7.根据权利要求1所述的一种全熔透角焊缝焊接工艺方法,其特征在于,步骤s5中,打底焊接设备选用深熔弧焊焊机,焊接材料选用实心焊丝,直径为1.6mm,保护气体选用co2,浓度为99.8%以上。
8.根据权利要求1所述的一种全熔透角焊缝焊接工艺方法,其特征在于,步骤s6中,填充盖面焊接设备选用二氧化碳气体保护焊焊机,焊接材料选用药芯焊丝,直径为1.2mm,保护气体选用co2,浓度为99.8%以上。
技术总结
本发明公开了一种全熔透角焊缝焊接工艺方法,该方法包括如下步骤:s1.腹板的焊接端开45°坡口;s2.腹板和面板垂直装配,并保证腹板的焊接端与面板的焊接面之间预留有装配间隙;s3.腹板和面板之间通过定位焊进行固定;s4.提供一陶瓷衬垫,陶瓷衬垫包括条形衬垫本体,条形衬垫本体上设有一竖直面和一水平面,竖直面和水平面相交,且在相交位置设有弧形缺口;在装配间隙远离坡口的一侧安装有陶瓷衬垫,并形成焊缝;s5.对焊缝进行打底焊接,并在焊缝内形成打底焊道;s6.在打底焊道上对焊缝进行填充盖面焊接,并形成填充盖面焊道。该方法避免了耗时繁多的背面碳刨、打磨和背面焊接工序,节省人工及物资消耗,降低了成本,提高了焊接效率和焊接质量。
技术研发人员:丁鲁明,刘国阳,张玉明,潘宝石,孟庆磊,胡立明,陈国良,方龙,徐雁飞,杨理川,李增,于灏
受保护的技术使用者:中国船舶集团青岛北海造船有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!