Sn-Zn-Ti-P合金焊料气体保护感应钎焊CBN磨粒的制备方法与流程
本发明涉及焊接,具体涉及sn-zn-ti-p合金焊料气体保护感应钎焊cbn磨粒的制备方法。
背景技术:
1、立方氮化硼(cbn)由b原子和n原子组成,其晶体结构与金刚石类似,硬度仅次于金刚石,虽然cbn的强度和硬度比金刚石低,但其有优良的热稳定性和化学惰性,加工过程中不易与材料发生化学反应。因此,cbn磨粒被广泛应用于不锈钢、耐热钢、镍基高温合金等铁族金属材料的加工,表现出了优良的加工性能。
2、近年来,钎焊cbn工具因为其磨削效率高,使用寿命长,加工过程污染小等优势被广泛研究。目前,用于钎焊cbn磨粒的活性焊料分为银基活性焊料和铜基活性焊料两类。银基活性焊料成本高,焊料强度、硬度低,故使用较少。铜基活性焊料成本较低,但焊接温度高,对cbn磨料热损伤严重。
3、目前尚未有采用sn-zn-ti-p合金焊料钎焊cbn磨粒的相关报道。
技术实现思路
1、解决的技术问题
2、针对现有技术所存在的上述缺点,本发明提供了sn-zn-ti-p合金焊料气体保护感应钎焊cbn磨粒的制备方法,以解决现有银基、铜基焊料存在等问题。该方法制备的钎焊cbn工具生产成本低,通过对cbn磨料表面镀sn以实现焊料与磨粒高结合强度。
3、技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
5、sn-zn-ti-p合金焊料气体保护感应钎焊cbn磨粒的制备方法,包括以下步骤:
6、步骤一、对cbn磨粒进行表面金属化;
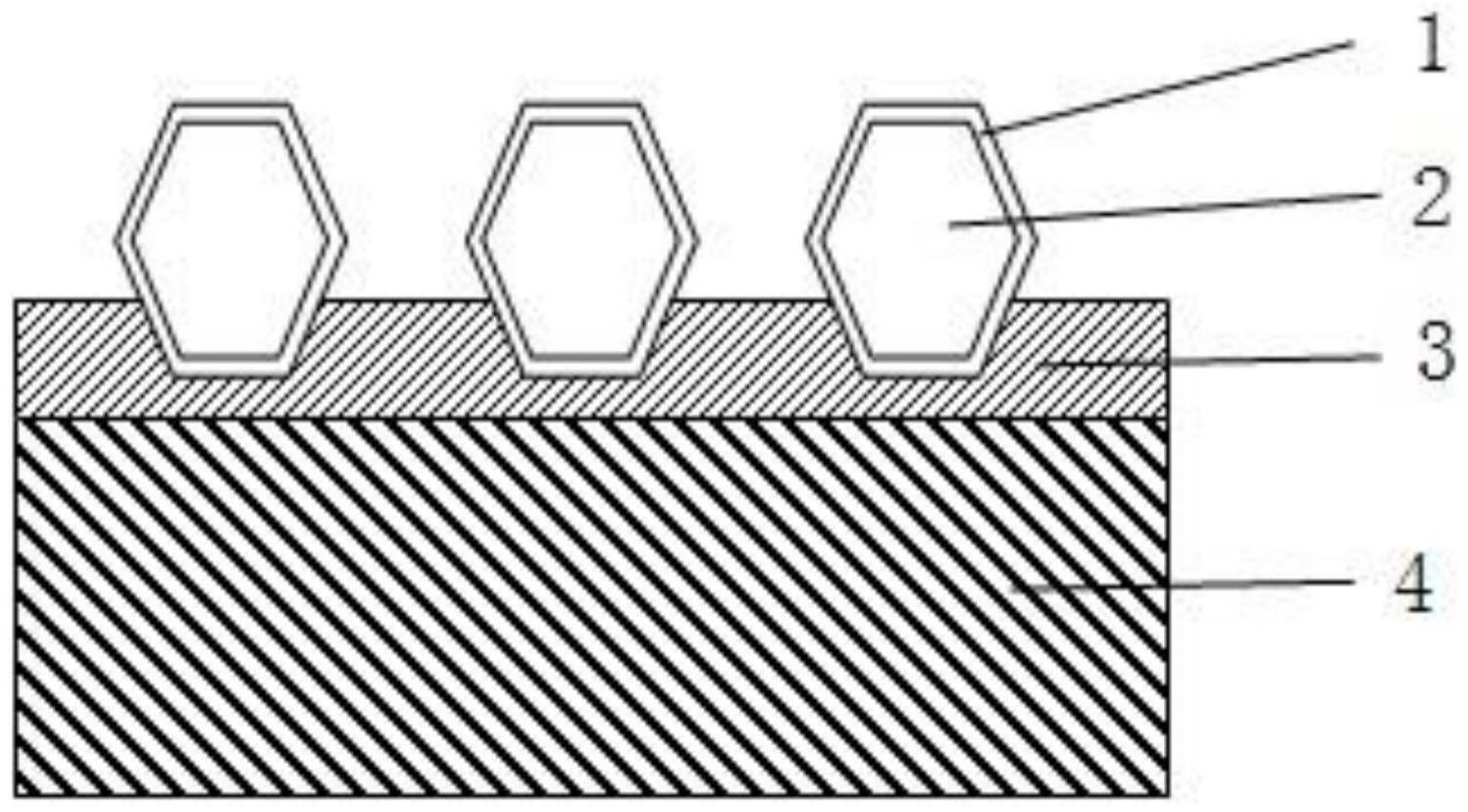
7、步骤二、将sn-zn-ti-p合金焊料均匀布于304不锈钢基体上,再将步骤一中的cbn磨粒均匀布于sn-zn-ti-p合金焊料上;
8、步骤三、气体保护感应钎焊,以100~150℃/min的升温速率升温至650-700℃,保温1-5min,自然冷却至室温。
9、进一步地,步骤一中所述cbn磨粒表面金属化采用的方法为电镀,镀层材料为金属sn,镀层厚度为20-30μm。
10、更进一步地,步骤二所采用的sn-zn-ti-p合金焊料成分按重量百分比为:sn:45%,zn:35%,ti:15%,p:5%,焊料粒度为200-300目。
11、有益效果
12、采用本发明提供的技术方案,与已知的公有技术相比,具有如下有益效果:
13、1、sn-zn-ti-p合金焊料熔点低,对cbn磨料热损伤小;对cbn磨料电镀sn后,可实现sn-zn-ti-p合金焊料与cbn磨粒表层sn的牢固连接,进而实现cbn磨料高把持力。
技术特征:
1.sn-zn-ti-p合金焊料气体保护感应钎焊cbn磨粒的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的sn-zn-ti-p合金焊料气体保护感应钎焊cbn磨粒的制备方法,其特征在于,步骤一中所述cbn磨粒表面金属化采用的方法为电镀,镀层材料为金属sn,镀层厚度为20-30μm。
3.根据权利要求1所述的sn-zn-ti-p合金焊料气体保护感应钎焊cbn磨粒的制备方法,其特征在于,步骤二所采用的sn-zn-ti-p合金焊料成分按重量百分比为:sn:45%,zn:35%,ti:15%,p:5%,焊料粒度为200-300目。
技术总结
本发明涉及焊接技术领域,公开了Sn‑Zn‑Ti‑P合金焊料气体保护感应钎焊CBN磨粒的制备方法,包括以下步骤:步骤一、对CBN磨粒进行表面金属化;步骤二、将Sn‑Zn‑Ti‑P合金焊料均匀布于304不锈钢基体上,再将步骤一中的CBN磨粒均匀布于Sn‑Zn‑Ti‑P合金焊料上;步骤三、气体保护感应钎焊,以100~150℃/min的升温速率升温至650‑700℃,保温1‑5min,自然冷却至室温。本发明的有益效果是,Sn‑Zn‑Ti‑P合金焊料熔点低,对CBN磨料热损伤小;对CBN磨料电镀Sn后,可实现Sn‑Zn‑Ti‑P合金焊料与CBN磨粒表层Sn的牢固连接,进而实现CBN磨料高把持力。
技术研发人员:陈涛,肖冰
受保护的技术使用者:南京惠诚工具制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!