一种难变形高温合金铸锭挤压开坯包套方法与流程
本发明属于材料加工,特别是涉及一种难变形高温合金铸锭挤压开坯包套方法。
背景技术:
1、难变形高温合金因强化相含量高、合金化程度高及优良的高温组织稳定性,其综合力学性能可以达到粉末高温合金水平,承温能力也相对传统变形高温合金更高。目前已成为高推重比航空航天发动机部件的关键选材,主要用于制造航空航天发动机涡轮盘、压气机盘、机匣、叶片等零件。
2、难变形高温合金的相含量高、合金化程度高,在铸锭挤压开坯过程中热塑性差、变形抗力大、可变形温度范围窄、表面开裂等问题,且温降速度快。由于难变形高温合金可变形温度范围窄,低于可变形温度时,其合金热加工性能极差,导致挤压棒材表面开裂、变形抗力增大,使挤压力突增,超出挤压设备能力造成闷车现场出现,因此难变形高温合金铸锭挤压开坯过程中挤压温度的控制对于获得的细晶棒材尤为重要。
技术实现思路
1、本发明的目的在于提供一种难变形高温合金铸锭挤压开坯包套方法,通过优化包套结构以降低温降速度,以解决挤压过程中挤压棒材表面开裂、变形抗力增大的问题,使难变形高温合金铸锭挤压开坯顺利完成。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、本发明为一种难变形高温合金铸锭挤压开坯包套方法,包括以下步骤:
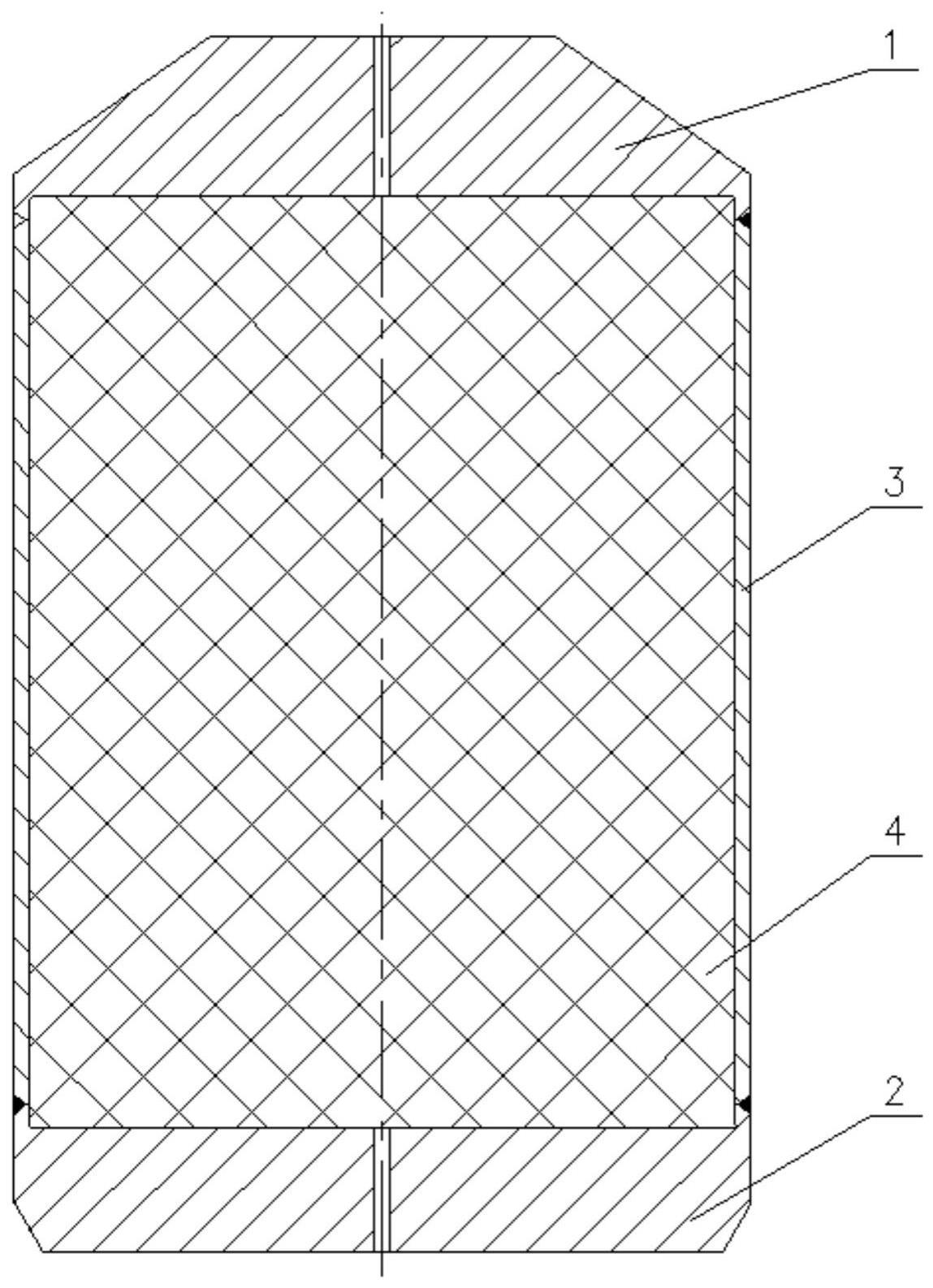
4、步骤一:制造挤压开坯包套,包套由前垫、后垫和外筒组成,前垫和后垫置于外筒的两端,并与外筒组成供铸锭放置的容腔;
5、步骤二:铸锭加工,通过截断设备将难变形合金整体坯料截为与外筒相匹配的圆柱状坯料铸锭,并将端面加工平整;
6、步骤三:将外筒加热至300℃~400℃,并保温2~4h;
7、步骤四:将铸锭压入外筒的内腔中,铸锭的两端均伸出外筒端部15mm;
8、步骤五:采用不锈钢专用焊条分别对前垫下部倒角与外筒上部倒角和后垫上部倒角与外筒下部倒角进行连续焊接,焊后人工清除表面氧化皮与杂物,并喷砂处理;
9、步骤六:将包有包套的铸锭置入加热炉内预热至200℃~250℃,并保温20~30min,预热后迅速出炉,并在包套表面喷涂玻璃润滑剂并晾干;
10、步骤七:将包有包套的铸锭置入高温电阻炉中进行加热;
11、步骤八:按要求进行挤压模安装,挤压筒和挤压模进行预热,预热温度为250℃~300℃,之后对挤压筒和挤压模使用润滑脂进行润滑,将润滑脂均匀喷涂到挤压模和挤压筒内表面;
12、步骤九:将包有包套的加热完成的铸锭从高温电阻炉中转移到挤压装置,前垫一端在下放入挤压缸,转运时间≤1min;
13、步骤十:按设定的挤压速度进行挤压,前垫首先从挤压模中被挤出,后垫最后从挤压模中被挤出,之后将包套通过机加工去除,得到难变形高温合金挤压细晶棒材成品。
14、进一步地,前垫和后垫的表面上均设置有通气孔;前垫、后垫和外筒的材料分别为304、316和321奥氏体不锈钢。
15、进一步地,前垫上部设有倒角,倒角的角度α与挤压模角一致,设置为25°~45°,前垫上部外径d1=d-5mm~10mm,d为挤压模直径。
16、进一步地,前垫的高度h1=15+h1+(d2-d1)/2*tanα,当挤压筒直径d≤500mm时,h1为15mm~50mm,当挤压筒直径d>500mm时,h1为50mm~150mm,h1具体高度根据挤压模直径大小来确定。
17、进一步地,后垫下部距下端面30mm处沿着圆周方向倒30°倒角。
18、进一步地,后垫的高度h3=15+h2+30,当挤压筒直径d≤500mm时,h2为30mm~50mm,当挤压筒直径d>500mm时,h2为50mm~100mm,h2具体高度根据挤压模直径大小来确定。
19、进一步地,外筒的高度由铸锭的高度来确定,外筒的高度h2=(d2-2t)*1~2-15mm*2,当挤压筒直径d≤500mm时,h2为300~800mm,当挤压筒直接d>500mm时,h2为800mm~1500mm;前垫、后垫和外筒的外径d2根据工艺要求并配合挤压筒的尺寸大小确定,当挤压筒直径d≤500mm时,d2=d-15mm~20mm,当挤压筒直径d>500mm时,d2=d-25mm~40mm。
20、进一步地,外筒的内径小于铸锭的外圆0.5~1mm。
21、进一步地,前垫的下部设有深度为15mm的凹槽,凹槽肩部厚度t为10mm~20mm;后垫的上部设有深度为15mm的凹槽,凹槽肩部厚度t为10mm~20mm。
22、进一步地,前垫下部外圆沿着圆周方向倒37.5°±2.5°的倒角,并留有1~2mm钝边;后垫上部外圆沿着圆周方向倒37.5°±2.5°的倒角,并留有1~2mm钝边;外筒的两端均沿着圆周方向倒37.5°±2.5°的倒角,并留有1~2mm钝边;前垫的该倒角与外筒上部的该倒角拼接成焊接用的v型槽,后垫的该倒角与外筒下部的该倒角拼接成焊接用的v型槽。
23、本发明具有以下有益效果:通过对铸锭的挤压开坯包套结构进行优化设计,设计出适用于难变形高温合金的前垫和后垫,挤压前期时,坯料铸锭自动定位引入挤压模中,前垫前期参与变形使铸锭直接进入稳定挤压阶段,提前获得均质、细小棒材,挤压后期后垫充当压余使铸锭全部挤压,减少缩尾,大大提高材料利用率,解决了挤压过程中挤压棒材表面开裂、变形抗力增大的问题,使难变形高温合金铸锭挤压开坯顺利完成。
技术特征:
1.一种难变形高温合金铸锭挤压开坯包套方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述前垫(1)和所述后垫(2)的表面上均设置有通气孔;
3.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述前垫(1)上部设有倒角,倒角的角度α与挤压模角一致,设置为25°~45°,所述前垫(1)上部外径d1=d-5mm~10mm,d为挤压模直径。
4.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述前垫(1)的高度h1=15+h1+(d2-d1)/2*tanα,当挤压筒直径d≤500mm时,h1为15mm~50mm,当挤压筒直径d>500mm时,h1为50mm~150mm,h1具体高度根据挤压模直径大小来确定。
5.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述后垫(2)下部距下端面30mm处沿着圆周方向倒30°倒角。
6.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述后垫(2)的高度h3=15+h2+30,当挤压筒直径d≤500mm时,h2为30mm~50mm,当挤压筒直径d>500mm时,h2为50mm~100mm,h2具体高度根据挤压模直径大小来确定。
7.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述外筒(3)的高度由所述铸锭(4)的高度来确定,所述外筒(3)的高度h2=(d2-2t)*1~2-15mm*2,当挤压筒直径d≤500mm时,h2为300~800mm,当挤压筒直接d>500mm时,h2为800mm~1500mm;
8.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述外筒(3)的内径小于铸锭(4)的外圆0.5~1mm。
9.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述前垫(1)的下部设有深度为15mm的凹槽,凹槽肩部厚度t为10mm~20mm;
10.根据权利要求1所述的一种难变形高温合金铸锭挤压开坯包套方法,其特征在于,所述前垫(1)下部外圆沿着圆周方向倒37.5°±2.5°的倒角,并留有1~2mm钝边;
技术总结
本发明公开了一种难变形高温合金铸锭挤压开坯包套方法,涉及材料加工技术领域。本发明包括以下步骤:步骤一:制造挤压开坯包套,包套由前垫、后垫和外筒组成,前垫和后垫置于外筒的两端,并与外筒组成供铸锭放置的容腔;步骤二:铸锭加工,通过截断设备将难变形合金整体坯料截为与外筒相匹配的圆柱状坯料铸锭;步骤三:将外筒加热至300℃~400℃,并保温2~4h;步骤四:将铸锭压入外筒的内腔中,铸锭的两端均伸出外筒端部15mm;步骤五:采用不锈钢专用焊条将前垫与外筒上部和后垫与外筒下部焊接起来。本发明通过优化包套结构以降低温降速度,以解决挤压过程中挤压棒材表面开裂、变形抗力增大的问题,使难变形高温合金铸锭挤压开坯顺利完成。
技术研发人员:韩宾,魏永胜,朱林,李德清,杜红强,何青生,赵霞年
受保护的技术使用者:青海中钛青锻装备制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!