一种双耳托板自锁螺母铆接工作台
本发明涉及一种铆接工作台,特别涉及一种双耳托板自锁螺母铆接工作台。
背景技术:
1、铆接是指通过在零件上打孔,然后将铆钉放进去,用铆钉枪将铆钉铆死,进而将两个或多个零件连接在一起的方法。铆接由于具有工艺过程简单、连接强度稳定可靠、检查和排除故障容易、能够适应结构复杂的各种金属和非金属材料之间的连接等优良特性而被广泛使用,特别是在飞机、汽车制造等领域应用广泛。按照各种铆钉连接方法、铆接结构和空间位置装配要求,选择正确且高效铆接方法显得至关重要。在装配制造业中,对于一些如桁条、板件等中小零件的铆接常采用人工通过铆接枪进行铆接,这样操作劳动强度大、人工成本高、生产效率低,并且人工操作还存在一定的风险,危及工人安全健康。
2、因此,需要提供一种系统化、自动化程度更高的铆接工作台,通过模块化组合装配结构及自动化设备替代手工铆接加工工序,并且可以实现对多种工件的钻锪和铆接系列操作,提高铆接生产效率和准确性。
技术实现思路
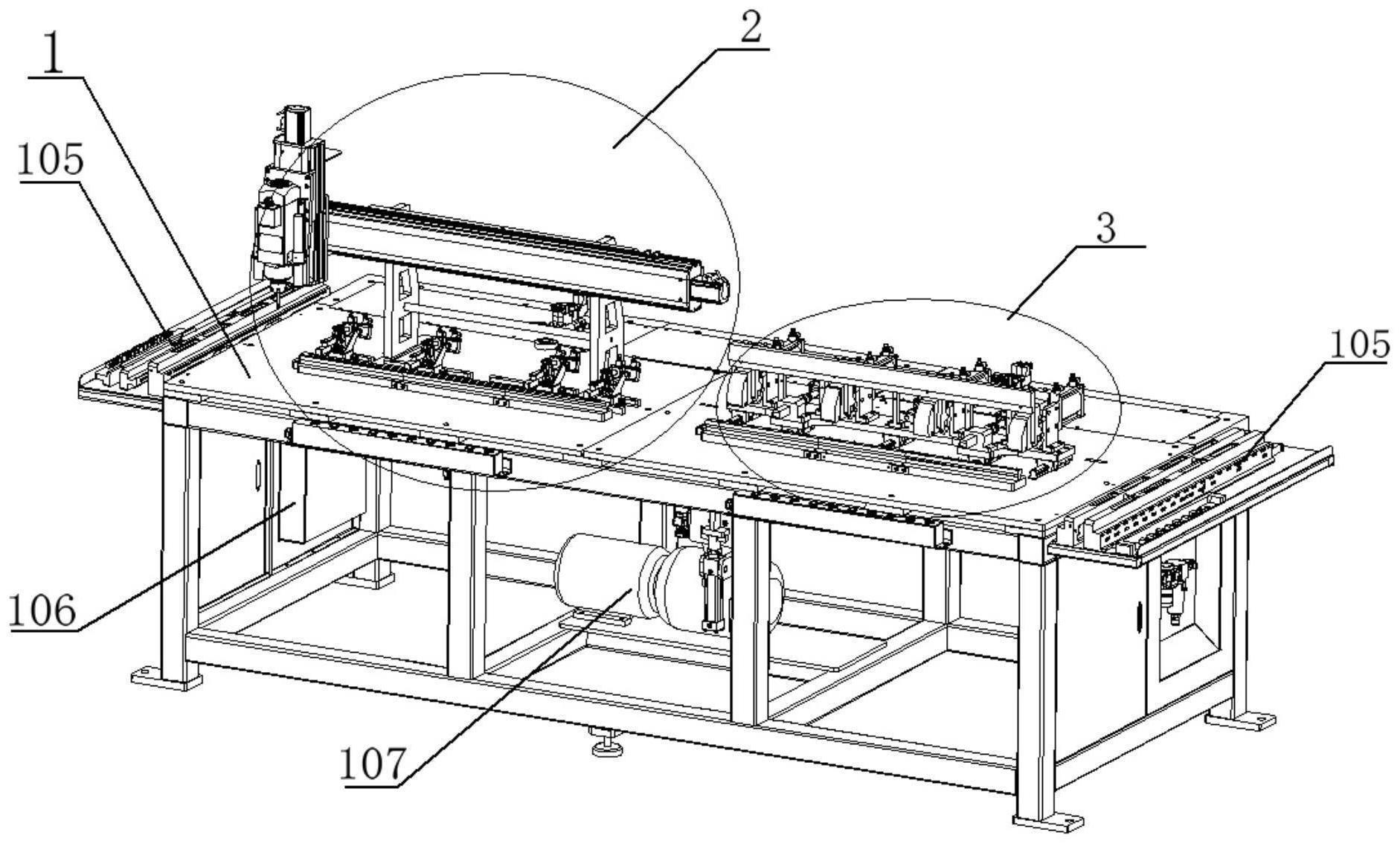
1、为了解决上述技术问题,本发明提供一种双耳托板自锁螺母铆接工作台,包括工作台、钻锪组件和铆接组件,所述的钻锪组件和铆接组件依次设在工作台上,钻锪组件和铆接组件分别连接有对应的控制器,所述的控制器也设在工作台上;
2、所述的钻锪组件包括钻锪执行机构、钻锪工装和一组或数组钻锪压紧机构;所述的钻锪执行机构包括主钻轴和三轴位移机构,主钻轴通过三轴位移机构与工作台相连,主钻轴的下端输出轴连接有台阶钻头;所述的钻锪工装设在主钻轴的下方工作台上,钻锪工装上设有钻锪槽;所述的钻锪压紧机构设在钻锪工装的一侧,钻锪压紧机构中的压紧块位于钻锪工装的上方;
3、所述的铆接组件包括铆接工装、铆接压紧机构和铆接执行机构;所述的铆接工装设在工作台上,工作台对应铆接工装的位置设有条形通孔,铆接工装上设有铆接通孔;铆接压紧机构设在工作台上表面,位于铆接工装的一侧,铆接压紧机构中的压紧板位于铆接工装的上方;铆接执行机构设在工作台的下方,铆接执行机构中的铆头对应于工作台的条形通孔。
4、所述钻锪执行机构的三轴位移机构包括两轴机器人和第一横向位移机构,所述的第一横向位移机构包括钻锪立板、第一横向直线导轨、钻锪底板和第一横向驱动缸;所述的钻锪立板的上端与两轴机器人相连,下端穿过工作台上预设的横向位移通孔与设在工作台下方的钻锪底板相连,所述的第一横向直线导轨设在工作台下面,钻锪底板上通过滑块与第一横向直线导轨滑动连接;所述的第一横向驱动缸固定在工作台下面,输出轴与钻锪底板横向连接,驱动钻锪底板横向位移,进而通过钻锪立板带动两轴机器人横向位移;所述的钻锪立板上设有铁屑挡板,所述的铁屑挡板位于工作台上方,盖在工作台的横向位移通孔上,防止铁屑落到第一横向直线导轨上影响位移精度;所述的主钻轴与两轴机器人的位移终端相连,竖向设置,台阶钻头朝向下方的钻锪工装,两轴机器人带动主钻轴纵向和竖向两方向位移,以使主钻轴调整到目标位置。
5、所述的钻锪工装为分段式工装组件,包括至少三个钻锪工装段,钻锪工装段顺次首尾相接,通过连接扣相连,可以根据需要来调整、改变钻锪工装,以适应不同工件的形状和长度;钻锪工装的上表面设有钻锪定位销,位于钻锪槽的两端,用于工件的定位;钻锪工装的下表面设有工装定位销,对应插接在工作台上预设的定位销孔上,用于钻锪工装的定位;钻锪工装沿工作台纵向布置,工作台上位于钻锪工装的一端还设有工装限位块,用于钻锪工装的辅助定位。
6、所述的钻锪压紧机构包括压紧机构滑动座、压紧机构滑道和气动垂直夹钳,所述的压紧机构滑道固定在工作台上,位于钻锪工装的一侧,与钻锪工装平行设置;压紧机构滑动座与压紧机构滑道滑动连接,气动垂直夹钳设在压紧机构滑动座上,气动垂直夹钳可以随压紧机构滑动座在压紧机构滑道上滑动;气动垂直夹钳的压紧块位于钻锪工装的上方,压紧块下压可以将钻锪工装上的工件压紧固定;压紧机构滑动座上还设有定位螺钉,所述的定位螺钉穿过压紧机构滑动座上预设的螺纹孔,下端与工作台抵接,通过拧紧定位螺钉可以将压紧机构滑动座的位置固定。
7、所述的铆接工装为分段式工装组件,包括至少三个铆接工装段,铆接工装段顺次首尾相接,通过连接扣相连,可以根据需要来调整、改变铆接工装,以适应不同工件的形状和长度;铆接工装的上表面设有铆接定位销,位于铆接工装的首尾两端,用于工件的定位;铆接工装的下表面设有工装定位销,对应插接在工作台上预设的定位销孔上,用于铆接工装的定位;铆接工装沿工作台纵向布置,工作台上位于铆接工装的一端还设有工装限位块,用于铆接工装的辅助定位。
8、所述的铆接压紧机构包括压紧机构直线导轨、压紧机构移动板、压紧机构驱动缸、压紧气缸、压紧板、限位驱动缸、限位套和限位块;数个压紧机构直线导轨设在工作台上,位于铆接工装的一侧,与铆接工装的布置方向垂直,压紧机构直线导轨之间相互平行;压紧机构移动板底部通过滑块与对应的压紧机构直线导轨滑动连接,压紧机构驱动缸固定在工作台上,输出轴与压紧机构移动板相连,驱动压紧机构移动板沿压紧机构直线导轨横向位移;压紧机构移动板上并列设有数个压紧气缸,压紧气缸的压紧端与压紧板相连,压紧板位于铆接工装的上方,用于压紧铆接工装上的工件;限位驱动缸设在压紧机构移动板上,限位套设在压紧机构移动板上靠近铆接工装的一侧,限位驱动缸的输出轴连接有限位块,限位块穿过限位套,限位驱动缸驱动限位块的伸缩来调整工件在铆接工装上的位置,起到限位作用。
9、所述的铆接执行机构包括纵向位移机构、第二横向位移机构、铆接液压缸和铆头,所述的纵向位移机构包括纵向直线导轨、纵向驱动电机、主动带轮、从动带轮、同步带、纵向移动板,所述的纵向直线导轨固定在工作台下表面,与铆接工装的布置方向平行,纵向驱动电机的输出轴与减速机相连,减速机固定在工作台下表面,减速机的输出端与主动带轮相连,从动带轮通过带轮轴承座固定在工作台下表面,同步带套设在主动带轮和从动带轮上;(主动带轮和从动带轮之间还设有同步带张紧装置,用于张紧同步带防止打滑;)纵向移动板上通过滑块与纵向直线导轨滑动连接,纵向移动板的末端与同步带相连,纵向驱动电机通过驱动同步带转动,进而带动纵向移动板沿纵向直线导轨滑动;所述的第二横向位移机构包括第二横向直线导轨、液压缸连接架和第二横向驱动缸;第二横向直线导轨设在纵向移动板下表面,液压缸连接架通过滑块与第二横向直线导轨滑动连接,第二横向驱动缸固定在纵向移动板下表面,输出轴与液压缸连接架相连,第二横向驱动缸驱动液压缸连接架沿第二横向直线导轨前后移动;所述的铆接液压缸固定在液压缸连接架下端,输出轴与铆头相连。
10、进一步的,所述的铆接液压缸与铆头之间还设有铆头连接板,铆头连接板的下端与铆接液压缸的输出轴相连,上端与铆头相连;液压缸连接架的侧边设有竖向直线导轨,铆头连接板的侧边通过滑块与竖向直线导轨相连,铆接液压缸通过铆头连接板带动铆头上下移动进行铆接,铆头连接板沿竖向直线导轨滑动防止铆头在移动过程中发生抖动影响精准度。
11、本发明的工作原理:
12、首先,根据待加工的工件形状、长度选择拼接合适的钻锪工装和铆接工装,将钻锪工装和铆接工装对应安装在工作台上限定的位置;钻锪工装和铆接工装安装好后,将待加工工件先放置在钻锪工装上,调整钻锪压紧机构中气动垂直夹钳在压紧机构滑道上的位置,拧紧定位螺钉将压紧机构滑动座的位置固定,使气动垂直夹钳的压紧块位于工件上方且不遮挡钻孔;通过控制器控制气泵驱动钻锪压紧机构中气动垂直夹钳启动,将工件压紧在钻锪工装上。
13、随后,通过控制器控制钻锪执行机构的主钻轴在两轴机器人和第一横向位移机构带动下运动到工件需要钻锪的位置上方,启动主钻轴,两轴机器人驱动主钻轴下降,利用主钻轴上的台阶钻头对工件进行钻锪打孔;按需求依次钻锪完成后,控制钻锪压紧机构中的气动垂直夹钳收缩,取下钻锪完成的工件,将工件放置在铆接工装上。
14、工件被放置在铆接工装上之前,先在铆接工装的铆接通孔上放置双耳托板自锁螺母,接着将工件放置在铆接工装上,将铆钉放在工件的钻孔上,通过控制器控制铆接压紧机构中压紧机构驱动缸伸缩,调整压紧机构移动板的位置,进一步通过限位驱动缸调整限位块的位置,对工件的位置进行调整、限位,然后控制压紧气缸启动使压紧板将工件压紧在铆接工装上。
15、随后,通过控制器控制铆接执行机构中的纵向位移机构和第二横向位移机构运行,由液压缸连接架带动铆接液压缸移动到需要铆接的位置下方,使铆头对准工件铆接位置,启动铆接液压缸,推动铆头连接板带动铆头上升完成铆接。
16、铆接组件的控制包括:在铆接组件中以o-xyz建立参考坐标系,根据铆接组件装配的位置关系将其分为三个方向:沿x方向布置的第二横向直线导轨和第二横向驱动缸,液压缸连接架通过通过第二横向驱动缸的驱动在第二横向直线导轨上沿x方向做直线运动;沿y方向布置的纵向位移机构,带动整个铆接执行机构通过纵向直线导轨沿y方向做直线运动;铆头连接板和铆头通过铆接液压缸的驱动在竖向直线导轨上沿z方向做直线运动,移动满足如下关系:
17、铆接执行机构的移动只包括平移运动,列向量p表达了铆接执行机构坐标系的平移变换,x、y、z分别为铆接执行机构平移矢量在x、y、z轴上的投影:
18、p=[x y z]t
19、设铆接执行机构最终坐标系oj-xjyjzj是通过初始坐标系oi-xiyizi沿x方向平移了x所得到,则oj-xjyjzj到oi-xiyizi的变换矩阵为:
20、
21、同理,沿y和z方向平移的变换矩阵为:
22、
23、
24、单独沿坐标轴x、y、z的平移称为基本平移,在铆接执行机构坐标系中铆头从一点到任意一点的移动都可以看成是由这三种基本平移所组成的,即对应的坐标变换矩阵:
25、t=tij(x)tij(x)tij(x)
26、铆接执行机构铆接时铆接液压缸需要提供的压铆力计算公式如下:
27、
28、其中,h为铆钉镦头高度;σs为铆钉屈服强度;μ为工件与铆钉间的摩擦系数;r为铆钉镦头半径。
29、本发明是有益效果:
30、本发明结构紧凑可靠,通过模块化组合装配结构及自动化设备替代手工铆接加工工序,采用钻锪和铆接一体设计,可在完成工件打孔后,接着进行双耳托板自锁螺母的铆接,通过更换不同的工装组件,可以实现对多种工件的钻锪和铆接;钻锪和铆接位置可以自动化精准调整,提高加工效率,降低操作风险。
- 还没有人留言评论。精彩留言会获得点赞!