一种无分流器的经济型非高频等离子切割枪的制作方法
本发明涉及离子切割,更具体而言,涉及一种无分流器的经济型非高频等离子切割枪。
背景技术:
1、诸如等离子切割、火焰切割和激光器之类的材料处理装置广泛的应用于工件的切割和标记。等离子切割通常包括切割枪头本体、安装在本体内的电极、具有中心孔的喷嘴、固定喷嘴的外喷嘴、保护喷嘴的保护帽、电连接件、用于冷却和弧控制流体的通道、控制流体流动模式的分流器以及电源。切割所使用的气体可以是惰性的或活性的气体。切割产生的等离子弧是高温且高运动量的等离子气体收缩的离子化射流。
2、与传统的火焰切割相比,在厚度小于25mm的情况下,等离子切割速度更快、效率更高、质量更好。与激光切割相比,在切割成本上显出明显优势,几乎是激光切割的1/3,且激光只适合薄板的切割,应用范围较窄。另外数控等离子切割与自动套料编程软件配合可以提高材料利用率5%到10%,按年切割2000万吨计,则每年可节省钢材100—200万吨,价值几十亿元。故在工业发达国家已出现以数控等离子切割机取代火焰切割机和激光切割机的发展趋势。因此研究推广等离子切割技术具有重要的意义和深远的发展前景。
3、现有技术中通常使用的等离子切割,枪头本体结构复杂,除本技术含有的零件之外还有活塞环、顶盖、卡簧、铜编织线、销钉等零件,所用原材料的重量也远大于本技术枪头,而且通常使用的等离子切割枪头组装费时费力,步骤较多;另一方面通常使用的等离子切割枪头易损件包含有价格相对昂贵的分流器,二次配套成本高。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种无分流器的经济型非高频等离子切割枪,枪头用料节省,组装简单,节省生产成本,另一方面本发明枪头没有分流器这一易损件,节省二次配套成本,另一目的是本发明枪头适用于内置气源切割机和外置气源切割机,使用更加广泛。
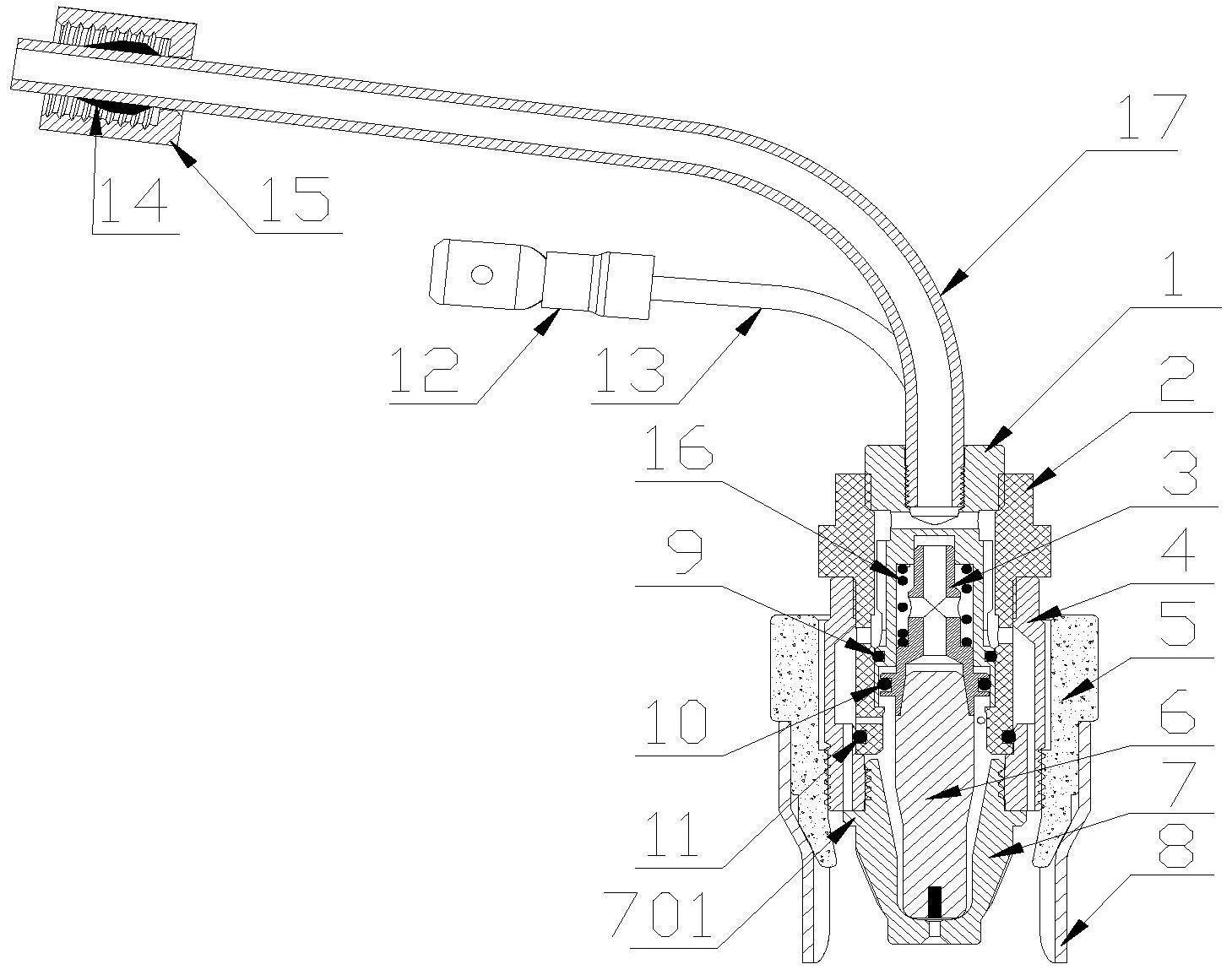
2、本发明的技术方案是:一种无分流器的经济型非高频等离子切割枪,包括枪头;
3、所述枪头包括内铜件、外铜件、绝缘件、活塞杆、弹簧、第一密封圈、第二密封圈、第三密封圈、引弧线、冷压端子、铜气管、卡扣和螺母;
4、所述内铜件为轴类零件;所述内铜件的远端加工有远端盲孔,所述内铜件的近端加工有近端盲孔,所述远端盲孔与所述铜气管固定连接;所述内铜件的远端加工有一个远端环形槽,内铜件的近端加工有一个近端环形槽;所述远端环形槽沿槽内圆周一圈加工有多个内铜件径向小孔,所述内铜件径向小孔与所述远端盲孔相通;所述内铜件外圆表面还加工有多个轴向内铜件键槽,所述内铜件键槽一端连通所述远端环形槽,另一端连通所述近端环形槽;
5、所述近端盲孔为台阶盲孔,形成有三段不同直径孔,分别为小直径孔、中直径孔和大直径孔,所述小直径孔和中直径孔之间的过渡台阶面为第一台阶面,所述中直径孔和大直径孔之间的过渡台阶面为第二台阶面;所述第一台阶面与内铜件的远端端面之间有一个或多个轴向连通的内铜件排气孔,所述内铜件排气孔不与所述径向小孔干涉;
6、所述活塞杆为轴类零件,其中心为活塞杆中心通孔;所述活塞杆外圆有三个直径的外圆面,自远而近分别为小直径面、中直径面和大直径面,所述中直径面和大直径面之间的过渡台阶面为第三台阶面;所述中直径面上有一个活塞杆径向通孔,所述活塞杆径向通孔与所述活塞杆中心通孔连通;所述大直径面的近端外表面还有一个凸缘,所述凸缘上有一个第二o型圈槽,所述第二o型圈槽能够容纳第二密封圈;
7、所述活塞杆能够自所述内铜件近端插入所述内铜件的近端盲孔中,所述小直径孔能够容纳所述活塞杆的远端小直径面,所述中直径孔能够容纳所述活塞杆的大直径面,所述大直径孔能够容纳所述活塞杆的凸缘外圆面,并通过第二密封圈与所述内铜件的大直径孔密封;所述中直径面外周套设有弹簧,所述弹簧为压缩弹簧,弹簧被所述内铜件和所述活塞杆约束在其中,弹簧一端被所述活塞杆的第三台阶面约束,另一端被所述内铜件的第一台阶面约束,使所述活塞杆能够在所述内铜件的近端盲孔内轴向往复运动;
8、所述绝缘件为筒状零件,绝缘件内孔近端加工有绝缘件内孔台阶,所述内铜件能够自所述绝缘件远端插入所述绝缘件内孔,且内铜件近端面被所述绝缘件内孔台阶约束;所述远端环形槽与所述绝缘件内孔壁之间形成第一气室,所述近端环形槽与所述绝缘件内孔壁之间形成第二气室;所述近端环形槽的下方还有一个第一o型圈槽,所述第一o型圈槽能够容纳所述第一密封圈,与所述绝缘件之间被所述第一密封圈密封;所述内铜件的远端外表面有一个第一螺纹,内铜件远端与绝缘件之间通过所述第一螺纹连接;
9、所述绝缘件中段位置沿圆周方向加工有多个绝缘件径向小孔,所述绝缘件径向小孔与所述第二气室连通;所述绝缘件的近端外表面有一个第三o型圈槽,所述第三o型圈槽能够容纳第三密封圈;所述第三o型圈槽与所述绝缘件径向小孔之间的绝缘件沿圆周方向加工有多个绝缘件径向偏心小孔;
10、所述外铜件为筒状零件,外铜件的内孔中间位置加工有外铜件内环槽,外铜件内环槽与外铜件近端端面之间的外铜件上加工有多个外铜件轴向小孔;所述外铜件固定连接于绝缘件外侧,外铜件内环槽与绝缘件外壁之间形成第三气室,绝缘件上的绝缘件径向小孔和绝缘件径向偏心小孔均与第三气室连通;且绝缘件底部通过第三密封圈与外铜件内壁密封;
11、所述外铜件远端端面加工有一个轴向的偏心盲孔,与所述引弧线连接。
12、进一步的,还包括易损件;所述易损件包括电极、喷嘴、外喷嘴和支架;
13、所述电极为轴类零件,电极远端插接于活塞杆中心通孔近端孔内,电极近端设置有发射性元件;
14、所述喷嘴远端外圆周面与所述外铜件内孔近端固定连接,所述喷嘴内部有一个容纳电极的喷嘴中心孔,且喷嘴中心孔与所述电极外径有一定的间隙,所述间隙为第四气室,所述第四气室与所述第三气室由所述绝缘件的径向偏心小孔连通;所述喷嘴中心孔与所述喷嘴近端端面加工有喷嘴小孔;
15、所述外喷嘴内表面与所述外铜件近端外表面固定连接;
16、所述支架内孔略小于所述外喷嘴的外径且侧边开有一个缝隙,使得所述支架能够夹紧所述外喷嘴;所述支架近端有两个左右对称的支脚,所述支脚近端端面与所述喷嘴近端端面距离为0.5mm到2mm。
17、进一步的,所述外铜件上的多个外铜件轴向小孔分布在两个不同直径的圆周上;
18、所述外铜件内孔近端与喷嘴远端外圆周面固定连接,所述喷嘴远端外圆周上还加工有第四台阶面,所述第四台阶面与外铜件近端面压紧接触;
19、所述第四台阶面有两种直径规格,当所述第四台阶面不遮挡所述外铜件的所有外铜件轴向小孔时,所述喷嘴为外置气喷嘴,其喷嘴小孔出气量相对较大;当所述第四台阶面遮挡所述外铜件内圈的外铜件轴向小孔且不遮挡所述外铜件外圈的外铜件轴向小孔时,所述喷嘴为内置气喷嘴,其喷嘴小孔出气量相对较小。
20、进一步的,所述活塞杆中心通孔近端是一个圆锥孔,圆锥孔的角度在0度到90度之间;
21、电极为导电材质制成的轴类零件,所述电极远端表面加工成锥度对应插接于活塞杆中心通孔近端的圆锥孔内,电极近端设置有发射性元件。
22、进一步的,所述活塞杆的近端孔为螺纹孔,与电极远端螺纹连接,此时所述内铜件的台阶盲孔底部为腰型槽,同时活塞杆远端有一个销孔,在所述销孔上装有一个销钉,所述销钉的长度小于所述腰型槽的长度,直径小于所述腰型槽的宽度,并且所述活塞杆在轴向滑动时所述销钉和所述腰型槽能限制其转动。
23、进一步的,所述活塞杆的近端孔为台阶直孔,所述台阶直孔内部容纳一个冠簧与电极配合连接。
24、进一步的,所述活塞杆的近端孔为台阶直孔,电极远端装有一个鼓簧,所述台阶直孔压缩所述鼓簧使所述电极得以配合。
25、进一步的,所述活塞杆的远端小直径面和所述内铜件的小直径孔为间隙配合,间隙尺寸为0mm到0.1mm之间;所述活塞杆的大直径面和所述内铜件的中直径孔为间隙配合,间隙尺寸为0mm到0.1mm之间。
26、进一步的,所述的引弧线一端与所述外铜件远端端面轴向的偏心盲孔连接,此可以是压接或者焊接,所述引弧线内部为铜制导线,外部有一层绝缘护套。
27、进一步的,所述的冷压端子与所述引弧线另一端压接。
28、进一步的,所述的铜气管为管状铜制零件,一端与所述内铜件的远端螺纹盲孔连接,且连接位置不超过所述内铜件的径向小孔。
29、进一步的,所述的卡扣为铜制零件,套在所述铜气管上起到密封和固定作用。
30、进一步的,所述的螺母为铜制零件,套在所述铜气管上,起到与电缆线连接作用。
31、本发明的有益效果是:提供一种无分流器的经济型非高频等离子切割枪,非高频等离子切割枪头由内铜件、外铜件、绝缘件、活塞杆、弹簧、密封圈、引弧线、冷压端子、铜气管、卡扣和螺母组装而成;所述螺母、卡扣、铜气管、内铜件和活塞杆连接为主电路负极,所述冷压端子、引弧线和外铜件连接为引弧电路正极,所述绝缘件在所述外铜件和所述内铜件之间,起到绝缘作用用于隔绝电路正负极,且所述绝缘件近端有径向偏心小孔,起到代替分流器的作用,所述弹簧处于所述活塞杆和所述内铜件之间并被两者压缩,使得所述活塞杆能够实现轴向往复运动,所述密封圈在整个设计中起到气路密封的作用,所述外铜件分布着多个不同直径的轴向小孔;所述易损件包括电极、喷嘴、外喷嘴和支架。这样设计的目的是使得整个枪头的组装更加简单,零件数量更少,节约成本;另一目的是不需要使用分流器使气体形成涡流以及使电极和喷嘴隔绝,减少易损件;另一目的是本发明枪头适用于内置气源切割机和外置气源切割机,使用更加广泛。
- 还没有人留言评论。精彩留言会获得点赞!