一种圆环自动焊接设备及圆环制备方法与流程
本发明主要涉及焊接加工设备,具体涉及一种圆环自动焊接设备及圆环制备方法。
背景技术:
1、现有的圆环工件加工方式分为整材切割和圆弧片焊接成型,圆弧片焊接成型工艺多适用于大型圆环工件的加工制备。
2、目前的圆弧片加工成型圆环的加工方式一般通过依次将多个圆弧片进行焊接连接,在每次焊接操作前进行圆弧片工件的定位和固定,从而将多个圆弧片依次首尾连接形成圆环,这种加工方式导致圆环焊接的效率较低,而且在焊接过程中,圆弧片容易出现弯曲变形的情况,导致加工完成的圆环的质量可靠性差。
技术实现思路
1、本发明的目的在于克服现有技术的不足,本发明提供了一种圆环自动焊接设备及圆环制备方法,所述圆环自动焊接设备通过将多个圆弧片放置在旋转工作台上,配合定位机构、夹紧机构和压紧机构将圆弧片组合形成圆环结构,从而提高圆环焊接的效率和圆环工件的可靠性。
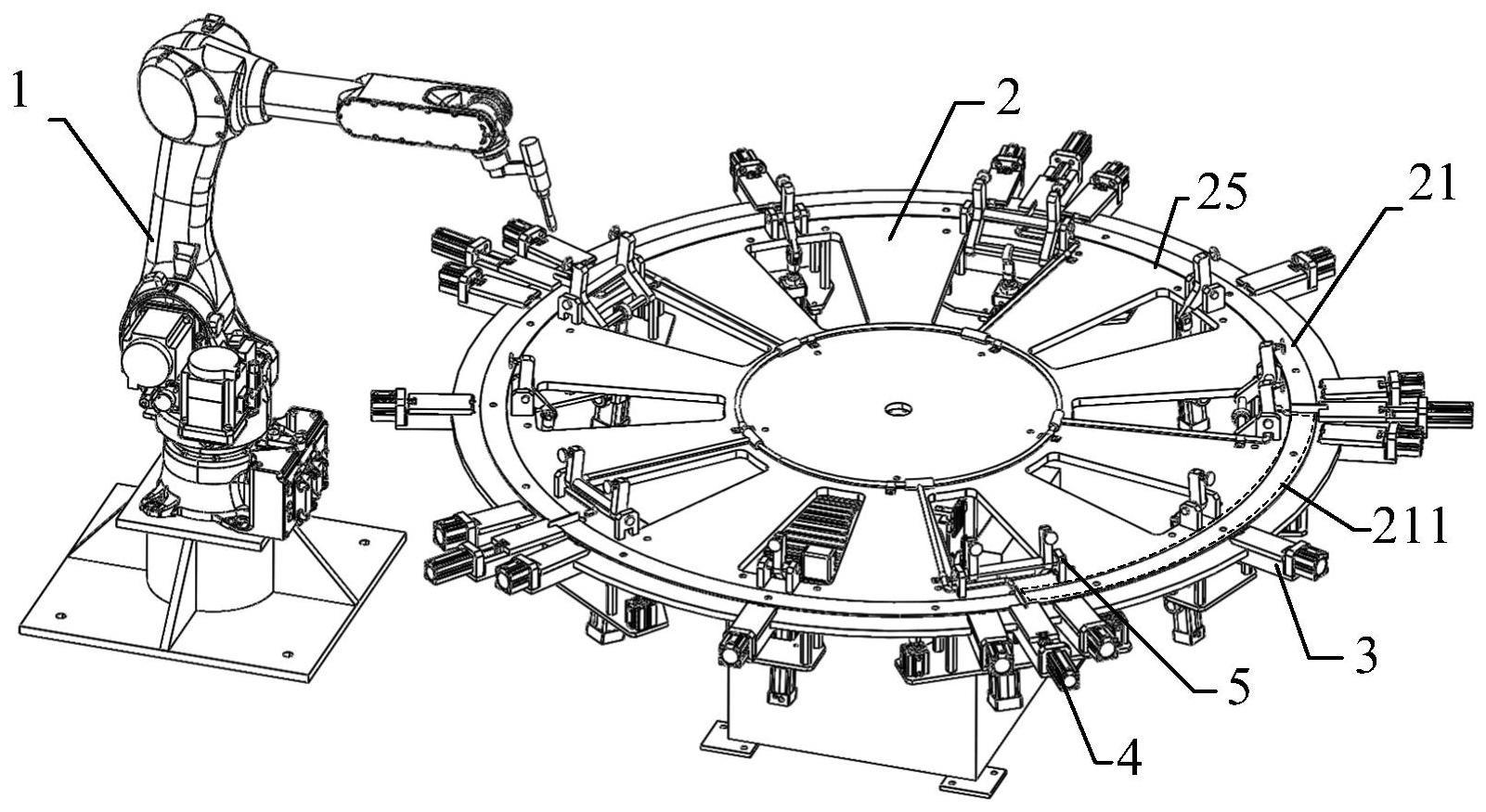
2、本发明提供了一种圆环自动焊接设备,所述圆环自动焊接设备包括旋转工作台、若干个定位机构、若干个压紧机构和若干个夹紧机构,若干个所述定位机构均匀分布在所述旋转工作台上,任一所述定位机构的两侧均设置有所述夹紧机构,任一所述压紧机构的对应位置上设置有一个以上的夹紧机构;
3、所述旋转工作台的台面上设置有定位凸台,所述定位凸台与所述旋转工作台边缘之间形成有圆弧片放置区,任意两个相邻的定位机构之间设置为圆弧片子放置区,若干个所述圆弧片子放置区形成所述圆弧片放置区;
4、所述定位机构包括定位驱动件、活动板和隔板,所述定位驱动件固定在所述旋转工作台的边缘,所述活动板设置在所述旋转工作台的台面上,所述活动板的一端连接着所述定位驱动件的驱动端;
5、所述隔板的一端固定在所述活动板的另一端的中部位置上,所述隔板位于任意两个相邻的圆弧片子放置区之间。
6、进一步的,所述圆环自动焊接设备还包括焊接设备,所述焊接设备设置在所述旋转工作台的外部。
7、进一步的,所述旋转工作台的底部设置有旋转底座,所述旋转底座上设置有转轴和旋转电机;
8、所述旋转电机驱动连接着所述转轴的一端,所述旋转工作台的中心连接着所述转轴的另一端。
9、进一步的,所述夹紧机构包括夹紧驱动件和夹板,所述夹紧驱动件设置在所述旋转工作台的底部;
10、所述夹紧驱动件驱动连接着所述夹板的一端。
11、进一步的,所述夹板的另一端上设置有向内凹陷形成的夹紧槽。
12、进一步的,所述压紧机构包括压紧驱动件和一个以上的压杆,所述压紧驱动件设置在所述旋转工作台的底面;
13、所述压杆的一端转动连接着所述压紧驱动件的输出端,所述压杆的另一端上设置有压块。
14、进一步的,所述压紧机构还包括固定杆组件,所述固定杆组件包括第一固定杆、第二固定杆和转动杆,所述第一固定杆和所述第二固定杆设置在所述旋转工作台上;
15、所述转动杆设置在所述第一固定杆和所述第二固定杆之间,所述压杆的中部位置套接在所述转动杆上。
16、进一步的,所述压紧机构还包括安装底座,所述安装底座设置在所述旋转工作台的底面,所述压紧驱动件设置在所述安装底座上。
17、进一步的,所述圆环自动焊接设备还包括若干个顶升脱料机构,所述顶升脱料机构包括顶升驱动件和顶升轴,所述顶升驱动件的输出端连接着所述顶升轴的一端;
18、所述旋转工作台的上设置有顶升配合孔,所述顶升轴的另一端插接在所述顶升配合孔内。
19、本发明还提供了一种圆环自动焊接方法,所述焊接方法适用于所述圆环自动焊接设备,所述圆环自动焊接方法包括:
20、s11:在圆弧片子放置区内放置圆弧片,通过定位机构对圆弧片进行初定位;
21、s12:通过夹紧机构配合定位机构对圆弧片进行精确定位;
22、s13:通过压紧机构配合夹紧机构将圆弧片进行压紧固定,将定位机构复位并显露出焊接区域;
23、s14:通过焊接设备配合旋转工作台对焊接区域进行焊接。
24、本发明提供了一种圆环自动焊接设备及圆环制备方法,所述圆环自动焊接设备通过将多个圆弧片放置在旋转工作台上,配合定位机构、夹紧机构和压紧机构将圆弧片组合形成圆环结构,从而提高圆环焊接的效率和圆环工件的可靠性。
技术特征:
1.一种圆环自动焊接设备,其特征在于,所述圆环自动焊接设备包括旋转工作台、若干个定位机构、若干个压紧机构和若干个夹紧机构,若干个所述定位机构均匀分布在所述旋转工作台上,任一所述定位机构的两侧均设置有所述夹紧机构,任一所述压紧机构的对应位置上设置有一个以上的夹紧机构;
2.如权利要求1所述的圆环自动焊接设备,其特征在于,所述圆环自动焊接设备还包括焊接设备,所述焊接设备设置在所述旋转工作台的外部。
3.如权利要求1所述的圆环自动焊接设备,其特征在于,所述旋转工作台的底部设置有旋转底座,所述旋转底座上设置有转轴和旋转电机;
4.如权利要求1所述的圆环自动焊接设备,其特征在于,所述夹紧机构包括夹紧驱动件和夹板,所述夹紧驱动件设置在所述旋转工作台的底部;
5.如权利要求4所述的圆环自动焊接设备,其特征在于,所述夹板的另一端上设置有向内凹陷形成的夹紧槽。
6.如权利要求1所述的圆环自动焊接设备,其特征在于,所述压紧机构包括压紧驱动件和一个以上的压杆,所述压紧驱动件设置在所述旋转工作台的底面;
7.如权利要求6所述的圆环自动焊接设备,其特征在于,所述压紧机构还包括固定杆组件,所述固定杆组件包括第一固定杆、第二固定杆和转动杆,所述第一固定杆和所述第二固定杆设置在所述旋转工作台上;
8.如权利要求6所述的圆环自动焊接设备,其特征在于,所述压紧机构还包括安装底座,所述安装底座设置在所述旋转工作台的底面,所述压紧驱动件设置在所述安装底座上。
9.如权利要求1所述的圆环自动焊接设备,其特征在于,所述圆环自动焊接设备还包括若干个顶升脱料机构,所述顶升脱料机构包括顶升驱动件和顶升轴,所述顶升驱动件的输出端连接着所述顶升轴的一端;
10.一种圆环制备方法,其特征在于,所述圆环制备方法适用于如权利要求1至9任一所述的圆环自动焊接设备,所述圆环焊制备方法包括:
技术总结
本发明公开了一种圆环自动焊接设备及圆环制备方法,圆环自动焊接设备包括旋转工作台、若干个定位机构、压紧机构和夹紧机构,若干个定位机构均匀分布在旋转工作台上,旋转工作台的台面上设置有定位凸台,任意两个相邻的定位机构之间设置为圆弧片子放置区,若干个圆弧片子放置区形成圆弧片放置区;定位机构包括定位驱动件、活动板和隔板,定位驱动件驱动连接着活动板的一端;隔板的一端固定在活动板的另一端的中部位置上,隔板位于任意两个相邻的圆弧片子放置区之间。所述圆环自动焊接设备通过将多个圆弧片放置在旋转工作台上,配合定位机构、夹紧机构和压紧机构将圆弧片组合形成圆环结构,从而提高圆环焊接的效率和圆环工件的可靠性。
技术研发人员:张晓明,徐桐顺
受保护的技术使用者:佛山市明焱科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!