一种圆筒焊缝焊接工艺方法与流程
本发明涉及一种圆筒焊缝焊接工艺方法,属于焊接。
背景技术:
1、压力容器作为一种常用的特种设备,在各行各业中起着至关重要的作用。作为压力容器重要组成部分的圆筒,尤其钢板卷制圆筒,一方面其纵缝需焊接而成,另一方面由于圆筒制造处于制造流程中的中间工序,因此圆筒纵缝焊缝的焊接方法直接决定了压力容器产品质量及制造过程。
2、圆筒作为压力容器的主要组成部分,纵缝焊接质量至关重要。特别是对于小直径圆筒由于筒径较小,普通十字臂、焊接小车等设备无法进入内部施焊,通常采用单面焊双面成型的单枪埋弧焊焊接方式。但是,埋弧焊焊接方式不能熔透焊缝背面,为了保证焊缝焊透,目前通常采用两种方法进行焊接:第一种是采用无间隙的v型坡口,先焊接外坡口,但并不焊满,然后采用碳弧气刨的方式对内坡口进行清根处理后并焊满,最后再将外坡口焊满,但是清根处理会产生大量的烟尘,影响作业环境及操作者健康,且焊接过程中需大量的人工辅助,造成工作效率低,焊缝质量差,操作人员劳动强度大;第二种是采用具有2mm~4mm组对间隙的v型坡口,缺点是焊丝熔化后会从组对间隙漏至底部,焊接完成后在底部会出现一条大于4mm的隆起,影响焊接表面质量。
3、申请号为201810136498.2的中国发明专利公开了一种大型圆筒焊接方法,包括环板拼接,手工焊打底,焊前预热,预热温度≥100℃,加引弧板,埋弧焊,调面及清根后埋弧焊,焊后保温;卷制板,卡圆后焊接直缝,手工焊打底,预热温度≥100℃,加引弧板,埋弧焊,调面及清根后埋弧焊,焊后回卷筒节,直缝处回圆。因此,该发明的焊接方法在环板拼接和卷制板卡圆后焊接直缝工序中,为了将钢板焊透,均采用了调面后清根,然后再次埋弧焊的焊接方法,该过程不仅会造成大量的烟尘污染,而且焊接效率低,操作人员的劳动强度大。
4、圆筒纵缝的焊接质量直接决定了压力容器产品的质量,同时为了减轻员工作业强度及保证良好的作业环境,焊接过程中需既保证焊缝焊接质量、焊接效率又要改善作业环境。因此,寻求一种快速高效、稳定可靠,同时可改善车间作业环境的自动焊接方法是当务之急。
技术实现思路
1、本发明的目的在于提供一种新的技术方案以改善或解决如上所述的现有技术中存在的技术问题。
2、本发明提供的技术方案如下:一种圆筒焊缝焊接工艺方法,包括单面焊双面成型的焊接方法,具体如下:
3、1)对板材进行切割下料,得到卷筒用的板体;
4、2)将所述板体两纵向端面的外侧加工出倒角;
5、3)将板体卷制成卷筒;
6、4)组对,将所述卷筒两纵向端面对接后,在所述卷筒的外壁形成一条v型坡口或y型坡口,所述v型坡口的底部无间隙对接,所述y型坡口底部的钝边无间隙对接;
7、5)实施定位焊接,通过氩弧焊焊枪对v型坡口或y型坡口进行全熔透打底焊,然后通过埋弧焊焊枪在打底焊的基础上进行填焊;
8、在步骤5)中,所述氩弧焊焊枪上设有用于使氩弧焊的电弧能量集中、增加焊接熔深的电磁控制装置。
9、进一步的,步骤5)中,采用异步焊接设备,所述异步焊接设备包括移动台车和安装在所述移动台车上的十字型支架,所述十字型支架包括立柱和横梁,所述氩弧焊焊枪和埋弧焊焊枪均以能够沿所述横梁往复移动的方式安装在所述横梁上,且所述横梁能够沿所述立柱上下移动。
10、进一步的,步骤5)中,所述埋弧焊焊枪往复焊接多次直至v型坡口表面平整。
11、进一步的,步骤2)中,所述倒角角度为25°~30°。
12、进一步的,所述y型坡口底部的钝边的长度为4mm~6mm。
13、进一步的,所述板体的厚度为6mm~14mm。
14、进一步的,所述异步焊接设备还包括焊接工位,所述焊接工位上设有用于承托待焊接圆筒的滚轮架及安装在所述滚轮架上的滚轮。
15、本发明还提供了一种圆筒焊缝焊接工艺方法,包括双面焊接方法,具体如下:
16、1)对板材进行切割下料,得到卷筒用的板体;
17、2)将所述板体的两纵向端面外侧及内侧均加工出倒角;
18、3)将板体卷制成卷筒;
19、4)组对,将所述卷筒两纵向端面对接后,在所述卷筒上形成中间有钝边或无钝边的x型坡口;
20、5)实施定位焊接,通过氩弧焊焊枪对x型坡口的外侧坡口进行熔透打底焊,然后通过埋弧焊焊枪对x型坡口的外侧坡口在打底焊的基础上进行填焊;
21、6)将圆筒旋转180度,通过埋弧焊焊枪对x型坡口的内侧坡口进行填焊;
22、在步骤5)和步骤6)中,所述氩弧焊焊枪上设有用于使氩弧焊的电弧能量集中、增加焊接熔深的电磁控制装置。
23、进一步的,步骤5)x型坡口的外侧坡口的熔透打底焊与步骤6)x型坡口的内侧坡口的填焊具有熔透交集。
24、采用上述进一步的有益效果是:通过液态金属的相互熔合形成熔透交集,保证焊缝根部的完全熔合,进而保证双面焊的焊缝完全焊透,从而确保焊缝焊接质量。
25、进一步的,步骤5)中,采用异步焊接设备,所述异步焊接设备包括移动台车和安装在所述移动台车上的十字型支架,所述十字型支架包括立柱和横梁,所述氩弧焊焊枪和埋弧焊焊枪均以能够沿所述横梁往复移动的方式安装在所述横梁上,且所述横梁能够沿所述立柱上下移动。
26、本发明提供的技术方案,与现有技术相比,具有以下有益效果:
27、1、本发明通过增加电磁控制装置,通过电磁力把电弧稳定在中间,使得氩弧焊(tig)电弧能量集中,焊接时熔深增大,实现无间隙单面焊双面成型,解决了无间隙单面焊双面难以成型问题、降低了圆筒纵缝组对时的难度,且取消了双面埋弧焊接时的气刨清根,消除了气刨清根对车间环境的影响,改善了作业环境。
28、2、本发明通过异步焊接设备实现了氩弧焊(tig)与埋弧焊(saw)双枪的异步焊接,提高了焊接效率;且实现了焊接及辅助作业双工位同时作业,提高圆筒制造效率及设备利用率。
29、3、本发明实现了碳钢、不锈钢或低温钢的圆筒纵缝自动化焊接,根据圆筒纵缝母材材质选定对应的焊接方法,不同材质、规格的圆筒采用对应的坡口形式,覆盖范围广、适用性强。
技术特征:
1.一种圆筒焊缝焊接工艺方法,包括单面焊双面成型的焊接方法,其特征在于,具体如下:
2.根据权利要求1所述的圆筒焊缝焊接工艺方法,其特征在于,步骤5)中,采用异步焊接设备,所述异步焊接设备包括移动台车(1)和安装在所述移动台车(1)上的十字型支架,所述十字型支架包括立柱(2)和横梁(3),所述氩弧焊焊枪(4)和埋弧焊焊枪(5)均以能够沿所述横梁(3)往复移动的方式安装在所述横梁(3)上,且所述横梁(3)能够沿所述立柱(2)上下移动。
3.根据权利要求1所述的圆筒焊缝焊接工艺方法,其特征在于,步骤5)中,所述埋弧焊焊枪(5)往复焊接多次直至v型坡口(17)表面平整。
4.根据权利要求1所述的圆筒焊缝焊接工艺方法,其特征在于,步骤2)中,所述倒角角度为25°~30°。
5.根据权利要求1所述的圆筒焊缝焊接工艺方法,其特征在于,所述y型坡口底部的钝边的长度为4mm~6mm。
6.根据权利要求1所述的圆筒焊缝焊接工艺方法,其特征在于,所述板体的厚度为6mm~14mm。
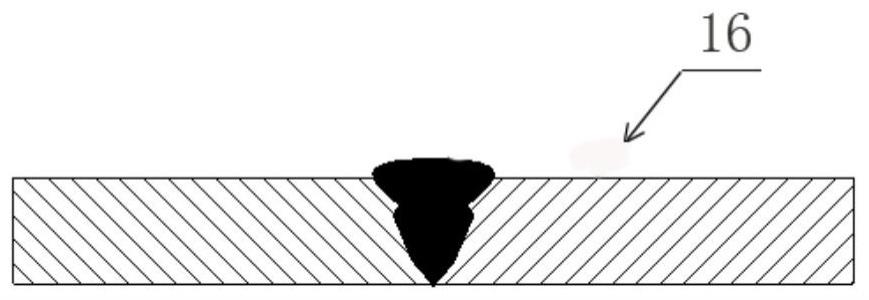
7.根据权利要求2所述的圆筒焊缝焊接工艺方法,其特征在于,所述异步焊接设备还包括焊接工位,所述焊接工位上设有用于承托待焊接圆筒(16)的滚轮架(9)及安装在所述滚轮架(9)上的滚轮。
8.一种圆筒焊缝焊接工艺方法,包括双面焊接方法,其特征在于,具体如下:
9.根据权利要求8所述的圆筒焊缝焊接工艺方法,其特征在于,步骤5)x型坡口的外侧坡口的熔透打底焊与步骤6)x型坡口的内侧坡口的填焊具有熔透交集。
10.根据权利要求8或9所述的圆筒焊缝焊接工艺方法,其特征在于,步骤5)中,采用异步焊接设备,所述异步焊接设备包括移动台车(1)和安装在所述移动台车(1)上的十字型支架,所述十字型支架包括立柱(2)和横梁(3),所述氩弧焊焊枪(4)和埋弧焊焊枪(5)均以能够沿所述横梁(3)往复移动的方式安装在所述横梁(3)上,且所述横梁(3)能够沿所述立柱(2)上下移动。
技术总结
本发明涉及一种圆筒焊缝焊接工艺方法,属于焊接技术领域。单面焊接方法如下:1)下料得到板体;2)将板体加工出倒角;3)卷筒;4)在卷筒的外侧形成一条V型坡口或Y型坡口;5)用氩弧焊焊枪对V型或Y型坡口的外侧进行打底焊,用埋弧焊焊枪进行填焊,氩弧焊焊枪上设有电磁控制装置。在双面焊接方法中,步骤4)将卷筒两纵向端面对接后,在卷筒上形成X型坡口;5)先用氩弧焊焊枪对X型坡口的外侧坡口进行熔透打底焊,再用埋弧焊焊枪进行填焊;6)将圆筒旋转180度,氩弧焊焊枪对X型坡口的内侧坡口用埋弧焊焊枪进行填焊。本发明解决了无间隙单面焊双面难以成型问题,取消了双面埋弧焊接时的气刨清根,改善了作业环境。
技术研发人员:王红新,杜德勇,王晓林,赵小娟,方金艳
受保护的技术使用者:冰轮环境技术股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!