一种高精密冲压级进模及其卸料结构的制作方法
本发明涉及一种高精密冲压级进模及其卸料结构。
背景技术:
1、级进模(也叫连续模)由多个工位组成,各工位按顺序关联完成不同的加工,在冲床的一次行程中完成一系列的不同的冲压加工。一次行程完成以后,由冲床送料机按照一个固定的步距将材料向前移动,这样在一副模具上就可以完成多个工序。其工作过程初始是:模具通过锁模装置安装到冲床台面上,冲压时,冲床滑块向下运动实现冲压。对于精密高强钢制件或精密车身钣金件等,冲压成形的加工精度要求高,现有的用于高精密制件的冲压级进模的精度有待提高。公开号为cn213195275u的专利:一种汽车发动机支架零件级进模,包括模具本体,模具本体分为上模和下模,所述的上模上固定设置有上定位组件,下模上固定设置有下定位组件,上定位组件包括垂直固定安装在上模底面上的定位板,下定位组件包括开设在下模顶面上的定位槽;定位板的横截面小于定位槽的横截面,在定位板上固定安装有第一导板,定位槽的内侧壁上固定安装有第二导板;当上模与下模抵接时,定位板的下端均嵌设在定位槽内。其通过在定位板上第一导板和第二导板的设置,达到对上模定位,提高加工精度。级进模其上模座上最上方的上定位板就是用于与冲床冲头定位连接的,未见现有技术对于上定位板作出相关改进以提高冲压精度的技术方案。
2、卸料板是采用卸料螺钉吊装在上模上的,现有技术比如直接采用卸料螺钉的外螺纹将卸料板吊装在上模上,由于卸料螺钉其下端台阶是车床车出来的(因为有外螺纹的原因),所以工作长度的精度较低,难以确保各卸料螺钉的工作长度一致,难以保证卸料板与凹模的平行度。另外,现有技术如公开号为cn203875224u的专利其背景中提到的内螺纹式的卸料螺钉,其采用连接螺钉与等高卸料螺钉的配合将卸料板吊装在上模上,其由于等高卸料螺钉的杆部22-2的末端的端面为平面,可以磨削,所以其精度相比于外螺纹式的卸料螺钉,确实更能保证各卸料螺钉的工作长度一致,但如何进一步提高前述精度以提高冲压精度,满足高精密制件的冲压精度,是本领域面临的另一个问题。
技术实现思路
1、本发明的目的在于,克服现有技术中存在的缺陷,提供一种高精密冲压级进模,通过上定位板上的定位结构提高级进模的定位精度,能较好保证卸料板与凹模的平行度,零件的加工精度及边线公差、形面公差可更好符合要求。
2、为实现上述目的,本发明的技术方案是设计一种高精密冲压级进模,
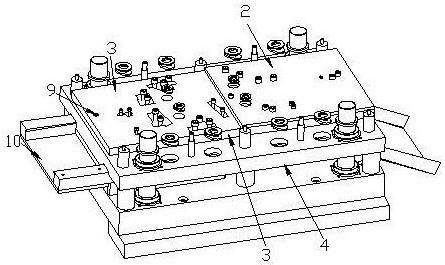
3、包括上模座与下模座,上模座包括由上至下依次设置的上定位板、托料板、卸料板;下模座包括由上至下依次设置的下模板、垫板及下垫块;
4、所述级进模还包括四个滚动式导柱导套分别设置在级进模的四个角落;下模板上设有下模镶块,下模板上设有卸料板的滑动导向螺钉;上定位板上设有与冲床冲头相连的连接孔,上定位板上还设有提高级进模定位精度的定位结构。滚动式导柱导套其顶端深入上定位板一部分深度,其底端深入垫板一部分深度,四个滚动式导柱导套对上下模的导向精度做控制,保证导向精度,冲压精度高 工作寿命长。通过上定位板上的定位结构提高级进模的定位精度,能较好保证卸料板与凹模的平行度,零件的加工精度及边线公差、形面公差可更好符合要求。下模板上设有卸料板的滑动式小导柱导套(设有两个,位于下模板的四个角落的其中一对对角上),滑动式小导柱导套为辅助导向零件,针对卸料板的导向,导向时对小凸模能起到保护的作用。
5、进一步的技术方案是,下模板的中部下方设有料带导向槽,料带导向槽其槽底板设置在下模板上,料带导向槽的长度小于下模板一半的长度,料带导向槽的一端超出下模板端部设置,另一端位于卸料板下。料带导向槽帮助料带导向,保证料带不偏移。
6、进一步的技术方案是,垫板其远离料带导向槽的一端固定设置倾斜的出料槽,出料槽的高处端固定连接在垫板的侧面,低处端与下垫块的最低平面的高处一致。倾斜出料槽的设置便于连续冲压过程中的排废料及输送冲压好的零件,避免堆积。
7、进一步的技术方案为,卸料板采用合金工具钢或高速钢制成;淬火硬度56~58hrc;卸料板上设有与导向螺钉适配的沉头孔。
8、进一步的技术方案为,定位结构为导向锥孔,所述连接孔为螺孔,导向锥孔呈圆台形盲孔状,冲床的冲头上设有与导向锥孔适配的圆台形凸柱。 圆台形凸柱的表面固定套设有橡胶层。通过导向锥孔与圆台形凸柱的配合,实现上定位板定位的更加精准,提高冲压精度。
9、本发明还设计了高精密冲压级进模的卸料结构,包括组合式卸料螺钉,组合式卸料螺钉包括作为其主体部分的卸料螺钉,套设在卸料螺钉其杆部的套筒及垫圈,垫圈与套筒由上至下依次设置。由于采用套筒,而套筒的下端面可以磨削,因此套筒的长度可以得到较好地保证,套筒长度的精度得到提高,能够确保各卸料螺钉的工作长度一致,以保证卸料板与凹模的平行度。相比于现有技术比如直接采用卸料螺钉的外螺纹将卸料板吊装在上模上,由于卸料螺钉其下端台阶是车床车出来的(因为有外螺纹的原因),所以工作长度的精度较低,难以确保各卸料螺钉的工作长度一致,难以保证卸料板与凹模的平行度。另外,相比于现有技术如公开号为cn203875224u的专利其背景中提到的内螺纹式的卸料螺钉,其采用连接螺钉与等高卸料螺钉的配合将卸料板吊装在上模上,其由于等高卸料螺钉的杆部22-2的末端的端面为平面,可以磨削,所以其精度相比于外螺纹式的卸料螺钉,确实更能保证各卸料螺钉的工作长度一致,但即使采用公开号为cn203875224u的专利其背景中提到的内螺纹式的卸料螺钉,仍然存在一个问题,就是工作长度无法调整的问题。
10、本发明的优点和有益效果在于:下模板上设有卸料板的滑动式小导柱导套(设有两个,位于下模板的四个角落的其中一对对角上),滑动式小导柱导套为辅助导向零件,针对卸料板的导向,导向时对小凸模能起到保护的作用。
11、四个滚动式导柱导套对上下模的导向精度做控制,保证导向精度,冲压精度高,工作寿命长。
12、通过上定位板上的定位结构提高级进模的定位精度,能较好保证卸料板与凹模的平行度,零件的加工精度及边线公差、形面公差可更好符合要求。
13、料带导向槽帮助料带导向,保证料带不偏移。
14、倾斜出料槽的设置便于连续冲压过程中的排废料及输送冲压好的零件,避免堆积。
15、通过导向锥孔与圆台形凸柱的配合,实现上定位板定位的更加精准,提高冲压精度。
16、由于采用套筒,而套筒的下端面可以磨削,因此套筒的长度可以得到较好地保证,套筒长度的精度得到提高,能够确保各卸料螺钉的工作长度一致,以保证卸料板与凹模的平行度。
技术特征:
1.一种高精密冲压级进模,其特征在于,包括上模座与下模座,上模座包括由上至下依次设置的上定位板、托料板、卸料板;下模座包括由上至下依次设置的下模板、垫板及下垫块;
2.根据权利要求1所述的一种高精密冲压级进模,其特征在于,所述下模板的中部下方设有料带导向槽,料带导向槽其槽底板设置在下模板上,料带导向槽的长度小于下模板一半的长度,料带导向槽的一端超出下模板端部设置,另一端位于卸料板下。
3.根据权利要求2所述的一种高精密冲压级进模,其特征在于,所述垫板其远离料带导向槽的一端固定设置倾斜的出料槽,出料槽的高处端固定连接在垫板的侧面,低处端与下垫块的最低平面的高处一致。
4.根据权利要求3所述的一种高精密冲压级进模,其特征在于,所述卸料板采用合金工具钢或高速钢制成;淬火硬度56~58hrc;卸料板上设有与导向螺钉适配的沉头孔。
5.根据权利要求1或4所述的一种高精密冲压级进模,其特征在于,所述定位结构为导向锥孔,所述连接孔为螺孔,导向锥孔呈圆台形盲孔状,冲床的冲头上设有与导向锥孔适配的圆台形凸柱。
6.如权利要求5所述的高精密冲压级进模的卸料结构,其特征在于,包括组合式卸料螺钉,组合式卸料螺钉包括作为其主体部分的卸料螺钉,套设在卸料螺钉其杆部的套筒及垫圈,垫圈与套筒由上至下依次设置。
技术总结
本发明公开了一种高精密冲压级进模,包括上模座与下模座,上模座包括由上至下依次设置的上定位板、托料板、卸料板;下模座包括由上至下依次设置的下模板、垫板及下垫块;下模板上设有下模镶块,下模板上设有卸料板的滑动导向螺钉;上定位板上设有与冲床冲头相连的连接孔,上定位板上还设有提高级进模定位精度的定位结构。本发明还公开了高精密冲压级进模的卸料结构,包括组合式卸料螺钉,组合式卸料螺钉包括作为其主体部分的卸料螺钉,套设在卸料螺钉其杆部的套筒及垫圈,垫圈与套筒由上至下依次设置。本发明通过上定位板上的定位结构提高级进模的定位精度,能较好保证卸料板与凹模的平行度,零件的加工精度及边线公差、形面公差可更好符合要求。
技术研发人员:吉正权
受保护的技术使用者:盐城新耀模具有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!